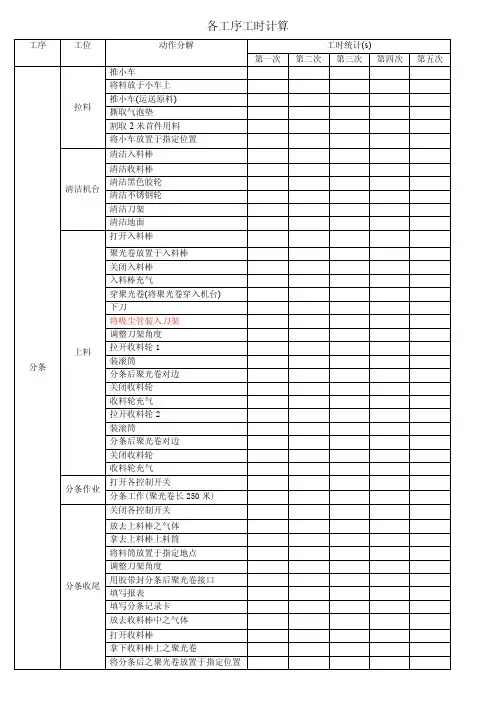
工序拆分与工时测算表
- 格式:xls
- 大小:17.50 KB
- 文档页数:30
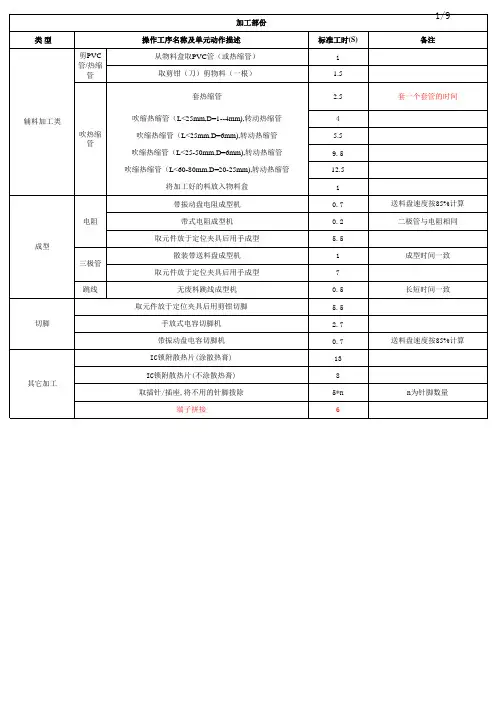
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
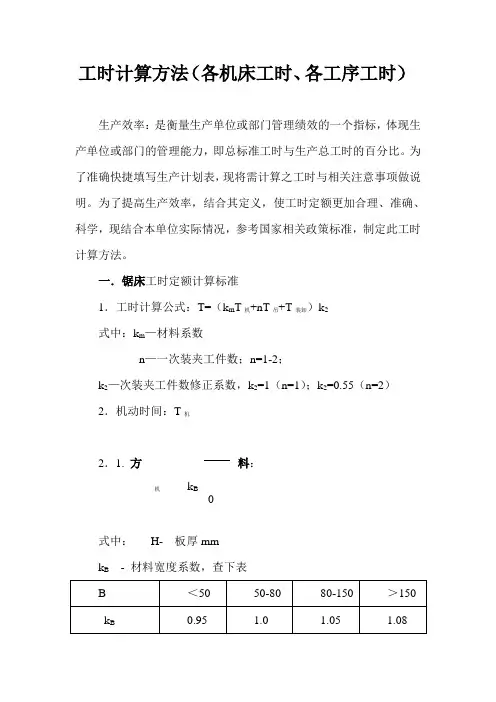
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k 2 式中:k m —材料系数n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 2.机动时间:T 机 2.1. 方料:式中: H- 板厚mm k B - 材料宽度系数,查下表T 机=k BH22.2.棒料:式中D —棒料外径 mm2.3. 管料:式中d 0—管料内径;mm2.4..方管:式中:H—方管外形高mm ;H 0—方管内腔高mm ; B 0—方管内腔宽mm ;3.吊料时间:4.装卸料时间及其它时间:T机=D24T 机=D —d 02 2410000T 机=H—H 0*B 0208000T吊=L 1000 T装卸LD综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定额:a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+1800840T =k *a+b a3注:准备工时按100件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a为每折一刀的工时(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时公式:修磨工时含补焊工时: T 修磨 = T 风割 /22.焊接单件工时: T 焊接=T 工件装卸+T 点焊+ T 全焊 2.1 装卸工件工时:T 工件装卸=(T 01+0.2n )B式中:T 01—装卸基本工时;(取T 01=0.2); n-- 工件数 B-- 重量系数(见表)2.2. 点焊单件工时:T 点焊= T 02+0.1J+0.1N式中:T 02—点焊基本工时;J —点焊数;N —点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T 03+0.1M+0.1N+L Σ/200+0.2NC 式中:T 03—全焊基本工时;M —焊缝段数;N —全焊时工件翻转次数;L Σ--焊缝长 NC---焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时; 重量系数(B )T风割=风割长度×3+1.5V1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个四.钻床工时定额1、T=kT机+ T装卸其中k—难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T机注:L/D≥8时,须另增排屑时间60%。
工序工时拆分算法1.引言1.1 概述概述部分旨在介绍工序工时拆分算法的背景和基本概念,为读者提供对本文主题的初步了解。
在生产制造业中,工序工时拆分算法是一种重要的计算工具,用于将整体生产过程按照工序进行划分,并根据各个工序的特点和需求,合理地分配工时,以提高生产效率和优化生产资源利用率。
工序工时拆分算法的核心目标是实现对生产流程的细致拆分和有效规划,确保每个工序的时间和资源都能得到合理的安排,以实现更高效的生产结果。
通过对生产过程进行适当的拆分和分析,可以更好地控制整个生产环境,提高生产线的灵活性和生产能力,从而增强企业的竞争力和市场占有率。
本文将详细介绍工序工时拆分算法的定义、原理和步骤。
首先,将对工序工时拆分算法进行规范化的解释和界定,明确其主要目标和作用。
接着,将揭示算法背后的数学模型和计算原理,并详细介绍算法的具体步骤和实施方法。
通过深入分析和解释,读者将能够全面理解和掌握工序工时拆分算法的核心要点和基本操作。
通过本文的阅读,读者将能够深入了解工序工时拆分算法的定义和原理,掌握其实施步骤和应用场景。
同时,本文还将对该算法的优势和适用范围进行评估和探讨,并展望未来的研究方向。
通过应用这一算法,企业可以更加高效地进行生产流程规划和资源分配,从而提高生产效率、降低生产成本,提升企业的竞争力和可持续发展能力。
请继续阅读本文的后续章节,让我们一起探索工序工时拆分算法的奥秘和潜力。
1.2 文章结构文章结构部分可以描述整篇文章的组织结构和各个章节的内容概要。
以下是一个可能的描述:在本文中,我们将讨论关于工序工时拆分算法的内容。
文章分为引言、正文和结论三个部分。
引言部分主要包括概述、文章结构和目的三个小节。
首先,我们将简要介绍工序工时拆分算法,并指出它在实际应用中的重要性。
然后,我们将阐述文章的整体结构,以帮助读者更好地理解和导航文章内容。
最后,我们将明确文章的目的,即为读者提供一个全面的了解工序工时拆分算法的指南。
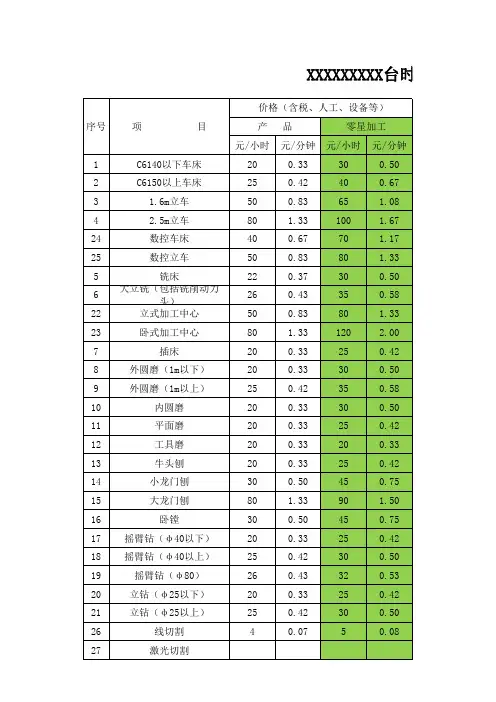

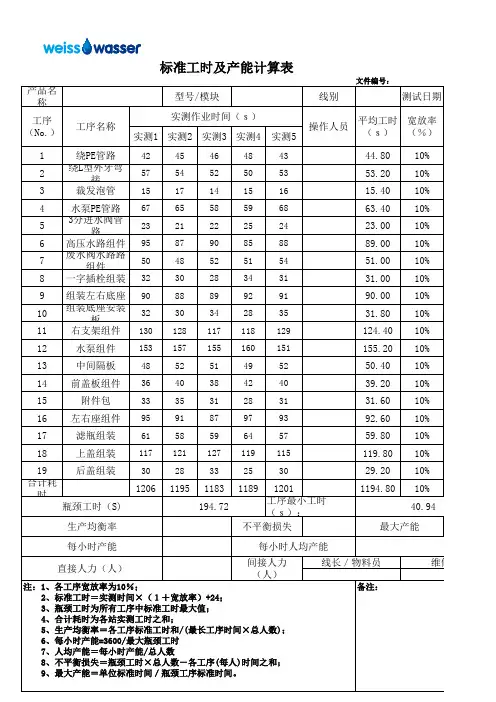
标准工时及产能测算表
表格编号:XX/QR-SC-014A 说明:本文档主要用于测算某一生产线各工序的标准工时以及标准产能,同时可以用来进行生产线工序平衡分析。
本表格对标准工时、瓶颈工时、产线平衡率、人均产能等关键数据的计算方式进行了详细说明,且在表格中以自动函数形式呈现。
(表格中内含自动计算公式,只需录入部分基本数据即可。
)
3.标准工时=实测时间(即表格中平均工时)×评比系数×(1+宽放率) 4.总标准工时=各工序标准工时之和;
5.瓶颈工时=所有工序中标准工时最大值(工位平衡时间最大值); 6.产线平衡率=总标准工时/(瓶颈工时×直接人力总数);
7.不平衡损失=瓶颈工时×直接人力总数-总标准工时; 8.损失率=(1-产线平衡率)*100%
9. 生产线每小时产能(最大产能)=3600/瓶颈工时; 10.每小时人均产能=3600/(瓶颈工时×直接人力总数)。
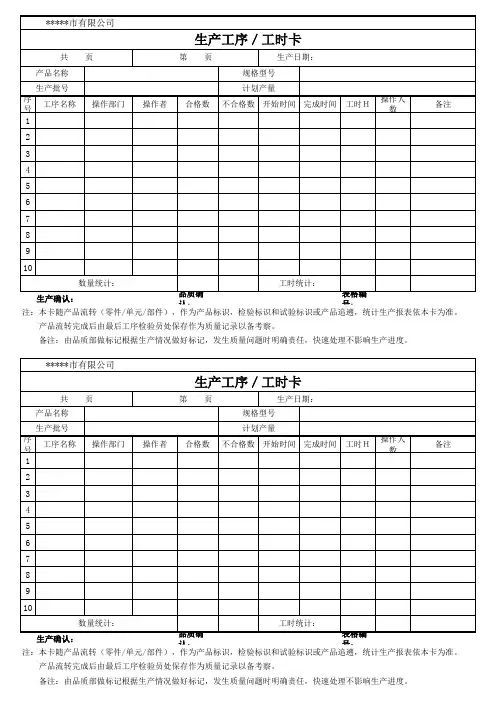
生产确认:认:号:
生产确认:认:号: 备注:由品质部做标记根据生产情况做好标记,发生质量问题时明确责任,快速处理不影响生产进度。
注:本卡随产品流转(零件/单元/部件),作为产品标识,检验标识和试验标识或产品追遡,统计生产报表依本卡为准。
产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
备注:由品质部做标记根据生产情况做好标记,发生质量问题时明确责任,快速处理不影响生产进度。
注:本卡随产品流转(零件/单元/部件),作为产品标识,检验标识和试验标识或产品追遡,统计生产报表依本卡为准。
产品流转完成后由最后工序检验员处保存作为质量记录以备考察。

工作时间测算表MS-002-R040项目编号:2017001产品名称 普通达克罗测算人杨大利测算日期20170529运行时间□4H 运行 ■8H 运行 □2TP □批量生产工序时间测定记录序号 工序名称 设备/工具 单位耗时 每班产能 建议班定额 备注15 油污清洗 二氯甲烷清洗机 1吨/0.5H 16吨/8小时 15吨/班 作业中无损耗。
20 抛丸 履带式抛丸机 1吨/2H/台 20吨/8小时 18吨/班40 溶液配置 升降式搅拌机 100公斤/天/台 400公斤/8小时400公斤/班 50表面涂覆涂覆网带烧结一体机1吨/1小时/台24吨/天20吨/班总产能分析结果:15吨/班,约5000吨/年。
编制: 审核: 批准:产品生产成本分析表项目编号:MS-002-R041 产品名称普通达克罗规格500小时标准使用材料抗锈999 编制日期20170529 500小时生产成本消耗工序名称人工工资资源消耗单项合计备注材料406 406进货检验(金属件) 3.9 3.9进货检验(溶液) 6.8 6.8油污清洗18 23 41抛丸44 52 96溶液配置21 76 97表面涂覆36 228 264包装19 3 22管理费52 24.976.9财务费29 27.556.5销售费10 2.812.8税金132.6132.6其他27 60 87单位汇总成本266.7 1035.8 1032.5 无不良质量损失供货价1800利润空间497.5 利润率27.64%编制:审核:。
工分表格公式模板
工分表格是用于记录工作分配和工时分配的表格,其具体内容和公式模板可能因不同的工作环境、行业、公司而异。
以下是一个简单的工分表格公式模板示例,您可以根据具体需要进行调整和扩充:
假设工分表格包括以下列:
1.任务名称(Task):描述工作的具体任务或项目。
2.工作人员(Worker):执行该任务的工作人员。
3.计划工时(Planned Hours):计划分配给任务的工时。
4.实际工时(Actual Hours):实际花费在任务上的工时。
5.工分(Work Points):用于衡量任务难度和工作量的工分。
在这个模板中,您可以使用以下公式:
•计划工时:简单地填写计划分配的工时。
•实际工时:由执行任务的工作人员记录实际花费的工时。
•工分:您可以根据任务的复杂性、重要性等因素来分配工分。
工分可能是一个相对主观的度量,可以根据具体情况进行调整。
在Excel或其他电子表格软件中,您可以使用公式来计算总体计划工时、总体实际工时以及总体工分。
例如:
•总体计划工时:SUM(计划工时范围)
•总体实际工时:SUM(实际工时范围)
•总体工分:SUM(工分范围)
这只是一个简单的模板示例,具体的工分表格可能需要根据具体的工作情境、公司政策和行业标准进行定制。