加氢裂化装置新氢压缩机组
- 格式:pdf
- 大小:585.96 KB
- 文档页数:15
![SIMENS%E7%94%B5%E6%9C%BATAW3200-20-3250%E7%94%B5%E6%9C%BA%E6%9B%BF%E6%8D%A2%E6%96%B9%E6%A1%88[1]](https://uimg.taocdn.com/6894b384e53a580216fcfe8a.webp)
天津石化加氢裂化装置新氢压缩机K101-B TAW3200-20增安型无刷励磁同步电动机更新项目技术协议买方:中石化股份天津分公司设计方:中石化工程建设公司卖方:南阳防爆集团股份有限公司2009.8.11中石化股份天津分公司(以下简称买方)、中石化工程建设公司(以下简称设计方)、南阳防爆集团股份有限公司(以下简称卖方)关于天津石化加氢裂化装置新氢压缩机K101-B TAW3200-20增安型无刷励磁同步电动机更新项目达成如下技术协议:1、电动机的基本数据和要求1.1型号:TAW3200-201.2 电动机额定功率: 3200kW1.3 电动机额定电压: 6kV1.4 电动机额定电流: 358.2A1.5 电动机额定频率: 50Hz1.6 电动机同步转速/极数: 300r/min(20极)1.7 电动机满载效率:95.5%1.8 电动机在额定电压下,失步转矩/额定转矩:1.61.9 电动机在额定电压下,堵转转矩/额定转矩:0.6(需具体提供)1.10电动机在额定电压下,堵转电流/额定电流:51.11电动机在额定电压下,标称牵入转矩/额定转矩:0.71.12电动机功率因数:0.9(超前)1.13电动机相数 : 31.14电动机定子绕组接法:Y1.15电动机防护等级:主体IP54 接线盒IP55,1.16电动机定子绕组绝缘等级:F级(温升按B级考核)1.17 电动机冷却方式:上水冷(IC81W)1.18 电动机的旋转方向: 逆时针(从电机轴伸端看)1.19 电动机的定额: S1(连续工作制)1.20 电机飞轮转矩GD2: 42t.m21.21防爆标志:ExeIIT32 采用标准2.1 GB3836.1爆炸性气体环境用防爆电气设备第1部分:通用要求2.2 GB3836.2爆炸性气体环境用防爆电气设备第2部分: 隔爆型“d”2.3 GB3836.3爆炸性气体环境用防爆电气设备第3部分: 增安型“e”2.4 GB50058 爆炸和火灾危险环境电力装置设计规范2.5 JB8973增安型无刷励磁同步电动机防爆技术要求2.6 JB8974 TAW系列增安型无刷励磁同步电动机技术条件2.7 GB12667 同步电动机半导体励磁装置总技术条件2.8 GB10585 中小型同步电动机励磁机系统基本技术要求2.9 GB/T1029 三相同步电动机试验方法2.10 SH3024-95 《石油化工企业环境保护设计规范》3、起动及运行要求3.1 全压轻载直接起动,起动次数允许冷态两次,热态一次。


3蜡油加氢裂化装置预评价报告3.1装置概况根据总加工流程安排,需建设一套220×104t/a加氢裂化装置。
加工原料为苏丹混合原油的减压蜡油,所用氢气由PSA装置提供。
采用一段全循环流程,最大限度生产中间馏分油,作为全厂产品调合组份。
少量的加氢裂化尾油去重油催化裂化作为原料,冷低分气脱硫后去PSA装置进行氢气提浓,含硫气体和不稳定石脑油至轻烃回收装置。
3.1.1装置名称中国石油天然气股份有限公司广西石化分公司蜡油加氢裂化装置。
3.1.2装置规模及设计能力装置规模为220×104t/a,实际加工量为219.78×104t/a。
年操作时数8400小时。
3.1.3原料及产品3.1.3.1原料来源装置加工原料油为常减压蒸馏装置的减一、减二和减三线蜡油219.78×104t/a。
3.1.3.2产品及去向产品品种及去向见表3.1-1。
装置产品:石脑油、航煤、柴油和尾油。
副产品:冷低分气脱硫后去PSA氢提浓装置,汽提塔顶气至轻烃回收装置。
产品品种及去向见表3.1-1。
3.1.3.3物料平衡装置物料平衡见表3.1-2。
3.1.4公用工程消耗3.1.4.1水用量水用量见表3.1-3。
3.1.4.2电用量电用量见表3.1-4。
3.1.4.3蒸汽用量装置蒸汽用量见表 3.1-5。
3.1.4.4燃料用量燃料用量见表3.1-6。
3.1.4.5压缩空气用量压缩空气用量见表 3.1-7。
3.1.4.6氮气用量装置氮气用量见表 3.1-8。
3.1.5装置的平面布置占地面积:180×90=16200 m2。
压缩机厂房分两层布置,房内设置桥式吊车。
装置的所有管桥及构架均采用钢结构。
装置内留有足够的吊装检修用场地,以满足大型吊车接近与回旋。
反应构架上方设置单轨电动吊车与手动葫芦,大型泵的上方设置有检修用手动葫芦或检修吊梁,以方便检修与维护。
管桥成组合式布置,仪表电缆、电气电缆拟以槽盒的形式布置在管桥最上层,便于检修和维护,同时节省地下空间,所有设备与建、构筑物均沿管桥两侧布置;管桥下设置泵房。
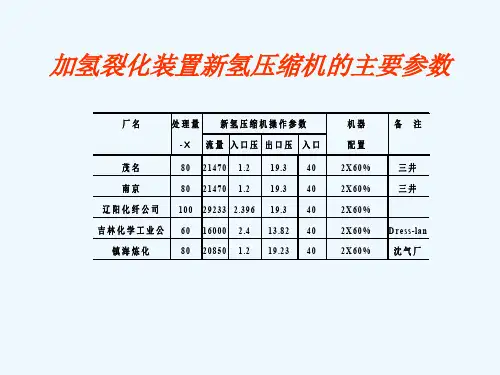
Hydro COM调节系统——高效节能手段中石化股份公司天津分公司炼油厂加氢裂化装置年加工能力80万吨,为天津分公司20万吨/年聚酯工程提供原料——石脑油。
装置重要设备新氢压缩机系沈阳压缩机厂生产,型号4M50-26/20-195-BX的往复压缩机,该机组正常生产中开二备一,它的主要作用是将2.06MPa氢气升压至19.2MPa后打入反应系统,功率为3200kw,90%负荷排气量24000Nm3/h,装置满负荷生产时,需要新氢30000Nm3/h,而开两台机组排气量为48000Nm3/h。
这样大约有18000Nm3/H的氢气富裕,由于设计原因这18000Nm3/h氢气只能是经过压缩机升压至19.2MPa,再从压缩机出口返回至入口,压力变为2.06MPa,能量白白浪费。
造成这么大浪费均由于设计对新氢的需求量计算不准,完全可以选两台大一些或三台小一些的,让浪费尽量减小。
装置1999年6月11日投料生产后,这个问题就成为装置能耗偏高的一个重要原因,但苦于没有办法对其进行改造。
2001年7月份,从上海贺尔碧格公司(一个百年的压缩机配件生产经营的跨国公司)传来一个消息,在国外成功应用多套的Hydro COM调节系统,具备无级调节压缩机负荷的功能,厂里马上组织,将他们请来作进一步的技术交流,经过多次的交流,确认可行后,将材料整理上报公司,公司领导以敏锐的眼光发现这是一个非常好的节能手段。
马上指示我们再作进一步的可行性调查,确保万无一失,经过上海、马来西亚的多方实地考察之后,公司领导当即拍板决定在1#新氢压缩机上试用该系统。
下面就其工作原理作一说明。
P图一3 P入 2P V4 1 P出图二图一为压缩机压缩、排气、吸气P-V过程图。
图二为压缩机气缸示意图。
压缩机工作区域由1(气缸),2(活塞)组成一个封闭空间,3为吸气阀,4为排气阀,统称为气阀。
气阀有单向功能,吸气阀只允许气体从外部进入气缸,排气阀只允许气体从气缸内排到外部。
新氢压缩机运行问题分析及总结摘要:新氢压缩机为对动平衡型、气缸水冷、压力循环润滑、电机拖动,各列气缸水平布置并分布在曲轴两侧。
该机组由四部分组成:一是基本部分(主要包括机身、曲轴、连杆、十字头),二是管路部分(包括气体管路系统、气量调节系统、运动机构循环润滑循环系统、气缸和填料注油系统),三是仪表及自动监护系统,四是附属设备(主要包括缓冲器、冷却器、气液分离器、进气管道过滤器等)。
关键词:新氢压缩机;运行问题;分析及总结1新氢压缩机运行阀片断裂原因分析该机组每个气缸均设置上、下两个注油点,各点注油量如下(滴/min):一级上20、下12;二级上11、下15;三级上4、下17~18。
拆检的故障气阀内外表面油膜分布正常,根据注油量和气阀拆检情况来看,二级气缸注油量是正常的。
查看压缩机温度、压力等运行参数稳定,因此排除压缩机操作因素造成气阀阀片断裂。
从阀片断裂总是固定发生于二级盖侧排气阀来看,问题可能由于系统因素,而不是某些偶然因素造成,因此可以排除气阀批次质量等偶然因素造成气阀故障。
重新审核二级气阀原始设计数据,排气阀主要参数,如阀片开启关闭时的撞击速度、弹簧力、阀片关闭角等均在正常范围。
阀片正、反面与阀座、阀盖的撞击痕迹均比较轻微(见图1),表明气阀工作时,无论是开启还是关闭,撞击速度均正常,阀片断裂不是设计因素造成。
图1阀片关闭撞击痕迹(与阀盖)压缩机介质H2是由制氢装置生产的高纯度氢和一部分重整装置生产的重整氢混合而成,实际H2含量在一定范围内变化。
从故障前后压缩机介质组份的分析结果可知,介质氢含量在92.456%~98.477%之间变化,根据车间工艺卡片要求,装置新氢H2含量只需大于92%就满足工艺要求,对比气阀原始设计工况和实际运行工况,压缩机实际运行参数接近原始设计参数,唯一变化明显的是介质气体的摩尔分子量,设计介质组份为:H2:98.92%、CH4:1.039%、C6H14:0.041%,摩尔分子量为2.19g/mol,而2015年8月12日的介质组份,摩尔分子量达到5.55g/mol,变化超过一倍。