3 —凹模
2.起皱
危害:
1.毛坯凸缘起皱严重时不 能通过凸模和凹模间 隙而被拉断。
2.轻微起皱的毛坯凸缘虽 可通过间隙,但会在筒 壁上留下皱痕,影响零 件的表面质量。
影响因素:
1.σ3
2. t/(Rt-r0)
四.拉深时筒壁传力区的受力情况与拉断
图5-9 拉深时压边力引起的摩擦阻力
四.拉深时筒壁传力区的受力情况与拉断
第四章 拉深工艺与拉深模设计
本章目录
第一节 拉深的基本原理 第二节 旋转体拉深件毛坯尺寸的确定 第三节 圆筒形件的拉深系数 第四节 圆筒形件的拉深次数及工序尺寸确定
第五节 圆筒形件拉深的压边力与拉深力
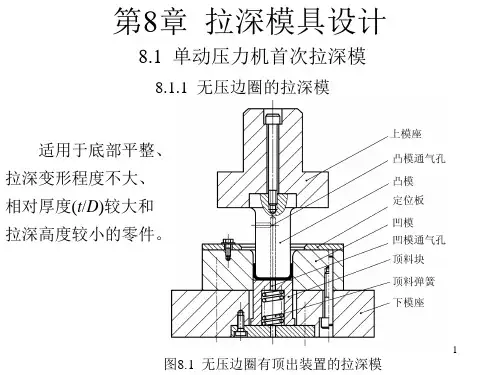
第九节 拉深件的工艺性 第十节 拉深模
第一节 拉深的基本原理
一.拉深变形过程、特点及拉深分类 拉深(俗称拉延):是利用模具将平板毛坯制成开口空心零件的一种冲压工艺。
凸缘区起皱:由于切向压应力引起板料失去稳定而产生弯曲; 传力区拉裂:由于拉应力超过抗拉强度引起板料断裂。
第四章 拉深工艺与拉深模设计
三、拉深件的起皱与拉裂(续)
1.凸缘变形区的起皱
主要决定于:
一方面是切向压应力σ3的大小,越大越容易失稳起皱; 另一方面是凸缘区板料本身的抵抗失稳的能力。 凸缘宽度越大,厚度越薄,材料弹性模量和硬化模量越 小,抵抗失稳能力越小。
拉深时扇形单元的受力与变形情况
二.拉深过程中毛坯的应力和应变状态
图5-4 拉深时毛坯的变形特点 a)平板毛坯的一部分 b)毛坯在拉深过程中的变形 c)拉深成圆筒形件
图5-5 拉深时毛坯内各部分的内应力
第五章 拉深
第一节 拉深的基本原理
拉深件的起皱与拉裂
拉深过程中的质量问题: 主要是凸缘变形区的起皱和筒壁传力区的拉裂。