第6章拉深工艺与拉深模具
- 格式:ppt
- 大小:4.43 MB
- 文档页数:93

《冷冲压工艺及模具设计》教学大纲课程编号:课程性质:必修学时/学分:48/3考核方式:考试适用专业:材料成型及控制工程先修课程:工程制图、互换性原理与技术测量、材料成型技术基础、机械制造技术基础、机械设计基础等课程。
版次:1执行时间:年03月大纲执笔人:大纲审核人:批准人:一、课程简介本课程是材料成型及控制工程专业的一门专业方向课程。
主要介绍在国民经济制造业中占有重要地位的薄板冲压工艺原理和模具设计的相关知识。
主要内容为冲裁、弯曲、拉深和成形等冲压工艺及其模具设计,对于塑性变形的基本概念、力学基础、分析方法、冲压材料成形性能、冲压设备等知识也进行了概要的介绍。
二、课程目标课程目标1:掌握常见冲压工序的应用、变形规律、冲压设备的结构及工作特点等相关知识,以唯物主义世界观观察冲压问题。
掌握冲裁、弯曲、拉深和成形等工艺规律、相应工艺的模具典型结构。
掌握冲压各工艺的开展变化规律和趋势,以历史开展观观察冲压问题。
了解冲压生产全周期、全流程的本钱构成,理解其中涉及的工程管理与经济决策问题。
课程目标2:掌握冲裁、弯曲、拉深和成形等冲压工艺与模具设计方法与步骤,具备从事本专业工作应遵循的价值观念、伦理原那么和行为标准。
掌握汽车覆盖件与模具、精密冲压工艺与模具、多工位精密级进模具等高端冲压技术应用。
具备针对特定需求完成相关模具的设计及制造工艺的设计的能力。
具备跨学科协同工作能力,确立竞争意识,培养创新精神。
课◎程◎教◎案课程名称冷冲压工艺及模具设计归口系部教师姓名授课时间授课班级第01 周星期31、2 节教材章节及名称绪论教学目标及要求通过本章节的学习使学生对冲压的特点、应用有个初步认识。
使学生对冲压行业的现状及开展有所了解。
教学重点与难点冲压的特点;冲压的应用;冲压生产的在国民经济中的作用;国内外冲压生产的现状及开展教学过程(教学内容、手段及方法等)冲压的特点;冲压的应用;冲压生产的在国民经济中的作用;国内外冲压生产的现状及开展教学方法与手段:1)多媒体投影2)工艺动画和图片课程思政元素:历史开展观、创新意识。
拉深工艺及拉深模设计本章内容简介:本章在分析拉深变形过程及拉深件质量影响因素的基础上,介绍拉深工艺计算、工艺方案制定和拉深模设计。
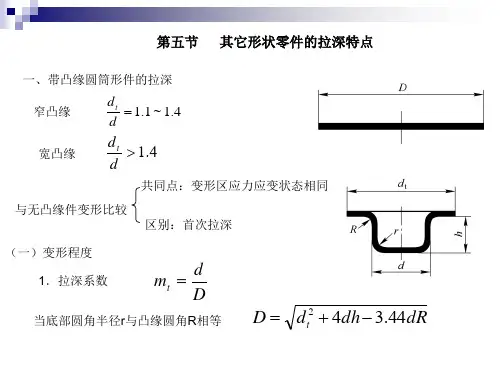
涉及拉深变形过程分析、拉深件质量分析、圆筒形件的工艺计算、其它形状零件的拉深变形特点、拉深工艺性分析与工艺方案确定、拉深模典型结构、拉深模工作零件设计、拉深辅助工序等。
学习目的与要求:1.了解拉深变形规律、掌握拉深变形程度的表示;2.掌握影响拉深件质量的因素;3.掌握拉深工艺性分析。
重点:1. 拉深变形特点及拉深变形程度的表示;2.影响拉深件质量的因素;3.拉深工艺性分析。
难点:1.拉深变形规律及拉深变形特点;2.拉深件质量分析;3.拉深件工艺分析。
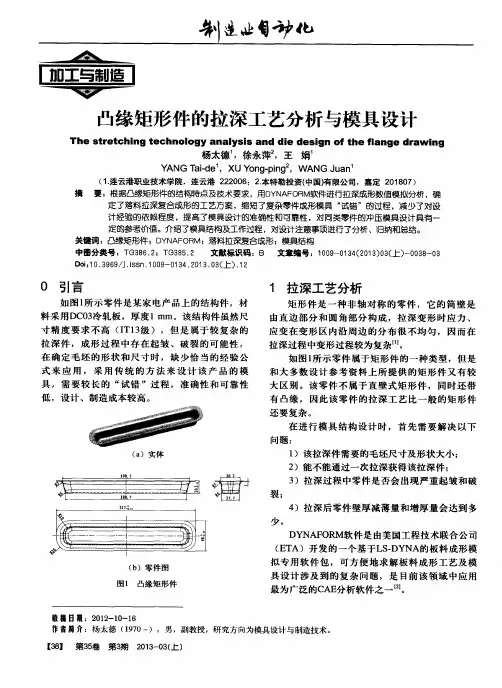
拉深:利用拉深模将一定形状的平面坯料或空心件制成开口空心件的冲压工序。
拉深工艺可以在普通的单动压力机上进行,也可在专用的双动、三动拉深压力机或液压机上进行。
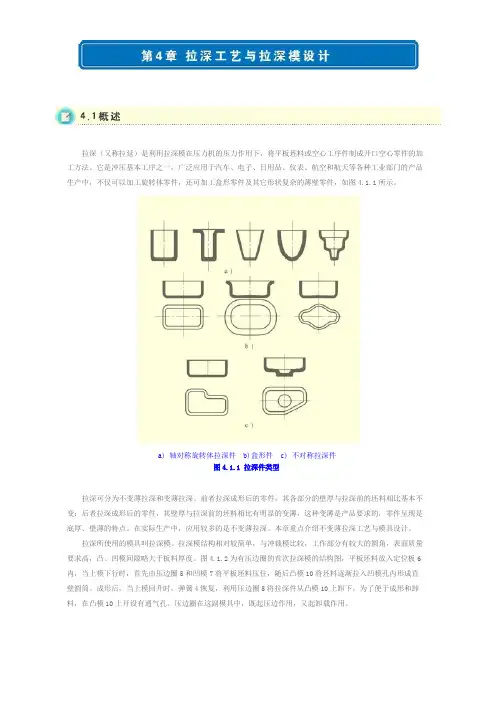
拉深件的种类很多,按变形力学特点可以分为四种基本类型,如图5-1所示。
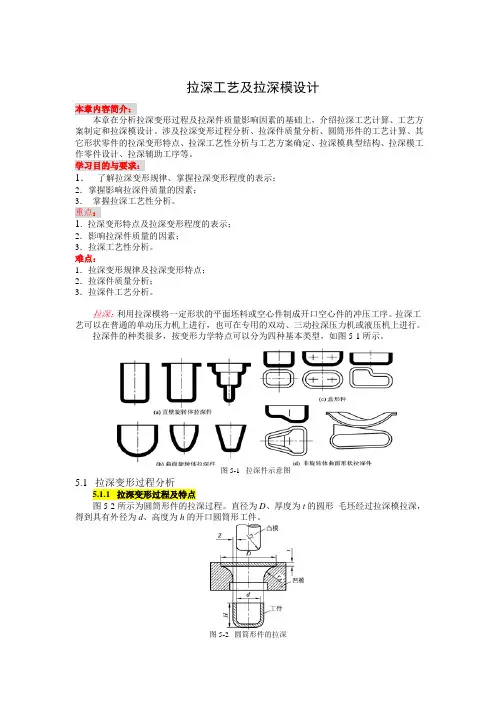
图5-1 拉深件示意图5.1 拉深变形过程分析5.1.1 拉深变形过程及特点图5-2所示为圆筒形件的拉深过程。
直径为D、厚度为t的圆形毛坯经过拉深模拉深,得到具有外径为d、高度为h的开口圆筒形工件。
图5-2 圆筒形件的拉深1.在拉深过程中,坯料的中心部分成为筒形件的底部,基本不变形,是不变形区,坯料的凸缘部分(即D-d的环形部分)是主要变形区。
拉深过程实质上就是将坯料的凸缘部分材料逐渐转移到筒壁的过程。
2.在转移过程中,凸缘部分材料由于拉深力的作用,径向产生拉应力,切向产生压应力。
在和的共同作用下,凸缘部分金属材料产生塑性变形,其“多余的三角形”材料沿径向伸长,切向压缩,且不断被拉入凹模中变为筒壁,成为圆筒形开口空心件。
3.圆筒形件拉深的变形程度,通常以筒形件直径d与坯料直径D的比值来表示,即m=d/D(5-1)其中m称为拉深系数,m越小,拉深变形程度越大;相反,m越大,拉深变形程度就越小。
5.1.2 拉深过程中坯料内的应力与应变状态拉深过程是一个复杂的塑性变形过程,其变形区比较大,金属流动大,拉深过程中容易发生凸缘变形区的起皱和传力区的拉裂而使工件报废。
第2章冲压变形基础(答案)一、填空1.在室温下,利用安装在压力机上的模具对被冲材料施加一定的压力,使之产生分离和塑性变形,从而获得所需要形状和尺寸的零件(也称制件)的一种加工方法。
2.用于实现冷冲压工艺的一种工艺装备称为冲压模具。
3.冲压工艺分为两大类,一类叫分离工序,一类是变形工序。
4.物体在外力作用下会产生变形,若外力去除以后,物体并不能完全恢复自己的原有形状和尺寸,称为塑性变形.5.变形温度对金属的塑性有重大影响。
就大多数金属而言,其总的趋势是:随着温度的升高,塑性增加,变形抗力降低。
6.以主应力表示点的应力状态称为主应力状态,表示主应力个数及其符号的简图称为主应力图。
可能出现的主应力图共有九种。
7.塑性变形时的体积不变定律用公式来表示为:ε1+ε2+ε3=0。
8.加工硬化是指一般常用的金属材料,随着塑性变形程度的增加,其强度、硬度和变形抗力逐渐增加,而塑性和韧性逐渐降低。
9.在实际冲压时,分离或成形后的冲压件的形状和尺寸与模具工作部分形状和尺寸不尽相同,就是因卸载规律引起的弹性回复(简称回弹)造成的。
10. 材料对各种冲压成形方法的适应能力称为材料的冲压成形性能。
冲压成形性能是一个综合性的概念,它涉及的因素很多,但就其主要内容来看,有两个方面:一是成形极限,二是成形质量。
二、判断(正确的在括号内打√,错误的打×)1.(× )主应变状态一共有9种可能的形式。
2.(×)材料的成形质量好,其成形性能一定好。
3.(√)热处理退火可以消除加工硬化(冷作硬化)。
4.(√)屈强比越小,则金属的成形性能越好。
5.(×)拉深属于分离工序。
三、选择1.主应力状态中, A ,则金属的塑性越好。
A.压应力的成份越多,数值越大 B. 拉应力的成份越多,数值越大。
2.当坯料三向受拉,且σ1>σ2>σ3>0时,在最大拉应力σ1方向上的变形一定是 A ,在最小拉应力σ3方向上的变形一定是 BA.伸长变形 B。