工艺评审控制表格汇编
- 格式:doc
- 大小:354.00 KB
- 文档页数:25

资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
质检科工艺管理制度考核记录表
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
技术科管理制度考核记录表
考核:寿献龙记录:李利美
备注:技术文件的管理均按照有关规定进行要求,整理。
符合率达到100%
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
生产科工艺管理制度考核记录表
考核:单明飞记录:寿献龙
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
考核:单明飞记录:寿献龙
生产科工艺管理制度考核记录表
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
考核:单明飞记录:寿献龙
营销科工艺管理制度考核记录表
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
考核:记录:
生产车间工艺管理制度考核记录表
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
考核:记录:
领导层工艺管理制度考核记录表
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
考核:记录:。
ISO9001设计和开发控制表格汇编
目录
1产品设计开发任务书
2设计更改审批通知单
3设计评审申请报告
4设计评审报告
5设计产品试验报告
6设计确认报告
7设计输入-输出清单
8设计开发计划
9意见处理汇总表
10工艺评审报告
11产品质量评审报告
12关键件、重要件明细表
13设计变更申请单
14首件样品检验报告
15产品型式试验大纲
16技术资料分发部门及配备表
17设计变更通知单
18设计变更一览表
19设计工程资料变更一览表
20设计工程变更可行性评估报告
21设计工艺工程变更通知书
22设计和开发履历表。
![各生产工序工艺关键过程和质量控制点检查明细表[1]](https://uimg.taocdn.com/0e5e39d9988fcc22bcd126fff705cc1755275ffe.webp)
各生产工序工艺关键过程和质量控制点检查明细表[1]各生产工序工艺关键过程和质量控制点检查明细表序号关键过程质量控制点/检查内容检查频次检查人员被检查单位1 炼钢吹炼过程①终点成分是否符合规定;②转炉装入量、废钢比;③转炉渣量的控制。
2次/月质量管理部、技术中心相关人员炼钢厂2 脱氧合金化①合金的加入量、氩后成分;②出钢温度。
3 LF精炼①Si-Ca线喂入量;②软吹时间;③精炼后成分。
4 连铸过程①浇钢温度、过热度控制、中包温度;②拉速(温度与拉速控制表);③结晶器水流量、二冷比水量;5 高线加热过程①均热段温度;②开轧温度;③钢坯入炉记录。
炼钢厂(高线)6 轧制过程①轧制程序表;②料形尺寸;③终轧温度;④成品尺寸。
7 控制冷却过程①冷却水水压、流量;②精轧机入口温度;③减定径入口温度;④吐丝温度;⑤风冷线、入口段辊道速度;⑥风冷线出口段辊道速度;⑦盘条表面抽查。
8 H型钢加热过程①均热段温度;②开轧温度。
2次/月质量管理部、技术中心相关人员第二轧钢厂9 轧制过程①轧制程序表;②万能轧机开轧温度、终轧温度;③成品尺寸(红检工)。
10 热锯控制①头尾锯切长度;②取样控制。
11 冷却控制①下冷床温度12 定尺锯切①锯切表面 13 表面检查①表面质量检查 14 配煤过程①入炉煤细度;机焦厂15炼焦加热过程①炉头温度;②看火孔压力;③蓄顶吸力;④焦炉横排温度。
17 炼焦调火过程①直行温度;②K 安、K 均。
18 粗苯洗苯过程①塔后煤气含苯; 19 脱苯过程①贫油含苯;②塔顶温度、塔底温度;③二段贫油冷却温度。
20 焦油脱水过程①脱水温度21 硫铵吸收过程①母液酸度;②包装袋重。
22 烧结过程①配料(准确度、料温、水分);②三点温度。
冶炼厂23炼铁过程①上料;②出铁;③喷煤。
24 煅烧过程①温度;②燃烧比。
2次/月质量管理部、技术中心相关人员建材厂25 碾磨过程①料层厚度;②磨机进出口温度;③选粉机转速;④入料粒度、水分;⑤炉膛温度。
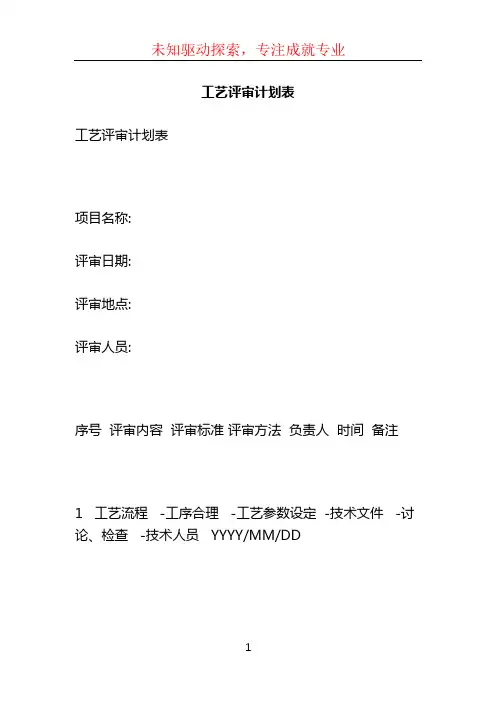
工艺评审计划表
工艺评审计划表
项目名称:
评审日期:
评审地点:
评审人员:
序号评审内容评审标准评审方法负责人时间备注
1 工艺流程 -工序合理 -工艺参数设定 -技术文件 -讨论、检查 -技术人员 YYYY/MM/DD
2 设备选择 -设备性能 -设备操作 -设备维护 -检查设备说明书 -技术人员 YYYY/MM/DD
3 物料选用 -物料质量 -物料来源 -物料安全 -检查物料证书 -供应链人员 YYYY/MM/DD
4 工人培训 -操作技能 -安全知识 -质量意识 -核查培训记录 -培训负责人 YYYY/MM/DD
5 工装工具 -工装合理 -工装可靠 -工装操作 -检查工装工具清单 -技术人员 YYYY/MM/DD
6 设备维护 -维护计划 -维护记录 -维修人员 -检查维护文件 -设备主管 YYYY/MM/DD
7 生产环境 -温湿度控制 -洁净度要求 -安全措施 -检查环境要求 -生产主管 YYYY/MM/DD
8 风险评估 -工艺风险 -安全风险 -质量风险 -讨论、分析 -质量安全部门 YYYY/MM/DD
9 数据分析 -工艺数据 -生产数据 -质量数据 -分析报告 -数据分析人员 YYYY/MM/DD
10 优化改进 -问题分析 -改进方案 -执行计划 -追踪记录 -相关人员 YYYY/MM/DD
以上是工艺评审计划表的示例,您可以按照项目的具体情况进行修改和补充。
在表格中填写评审内容、评审标准、评审方法、负责人、时间和备注等信息,以便组织和跟踪工艺评审工作的进展和结果。
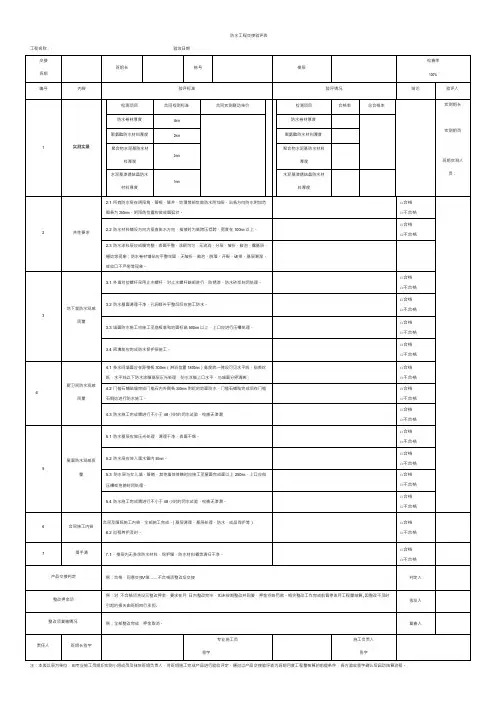
防水工程交接验评表工程名称:验收日期:注:本表以层为单位,由专业施工员组织实测小组成员及抹灰班组负责人,对班组施工完成产品进行验收评定,通过以产品交接验评表为班组月度工程量核算的前提条件,各方验收签字确认后启动结算流程。
产品交接验评表(钢筋电渣压力焊)工程名称:验收日期:注:本表以层为单位,由专业施工员组织电渣压力焊班组负责人,对班组施工完成产品进行验收评定,通过以产品交接验评表为班组月度工程量核算的前提条件,各方验收签字确认后启动结算流程。
钢筋工程操作验收表钢筋工程交接验评表注:1、成品实测实量一项不合格则视为该层钢筋工程不合格,并设置押金(50 元)。
整改完毕后,押金退回,未整改完则押金转为罚款。
2、钢筋工长、班组长必须陪同实测小组进行实测。
3、措施落实复查项如若出现不合格项则跟钢筋工长检查表进行对比,如有出入则对钢筋工长处以100 元罚款;4、未整改到位,被交接人签字确认后,责任由被交接方承担。
钢模工程操作验收表混凝土工程交接验评表混凝土浇筑操作验评表楼层洞口临边防护产品交接验评表工程名称:验收日期:为班组月度工程量核算的前提条件,各方验收签字确认后启动结算流程。
木模板工程验评表产品交接验评表(内墙抹灰工程)过以产品交接验评表为班组月度工程量核算的前提条件,各方验收签字确认后启动结算流程。
内墙涂料工程产品交接验评表过以产品交接验评表为班组月度工程量核算的前提条件,各方验收签字确认后启动结算流程。
砌体工程交接验评表工程名称:验收日期:过以产品交接验评表为班组月度工程量核算的前提条件,各方验收签字确认后启动结算流程。
砼外观-钢筋产品交接验评表工程名称:验收日期:注:本表以层为单位,由专业施工员组织钢筋班组负责人,对班组施工完成产品进行验收评定,通过以产品交接验评表为班组月度工程量核算的前提条件,各方验收签字确认后启动结算流程。
产品交接验评表(外墙抹灰)工程名称:验收日期:通过以产品交接验评表为班组月度工程量核算的前提条件,各方验收签字确认后启动结算流程。
焊接工艺评定工艺总合表格精品好资料-如有侵权请联系网站删除精品好资料-如有侵权请联系网站删除屯溪高压阀门有限公司 焊接工艺指导书(WPS)适用于SMAW.OFW.GMAW.GTAW 焊接工艺评定报告编号(PQR) 9830-000 焊接工艺指导书编号(WPS) 2030-000TF 艺原016焊接方法 GMAW(二氧化碳气保焊) 自动化等级(手工.自动.半自动)自动接头坡口型式 根部间距 堆焊厚度简图:电特 性电流AC 或DC DC 极性 反接电流(范围) 110--140A 电压(范围) 20--23 v钨极尺寸和类型 3.2 金属过渡方式(GMA 一W) / 送丝速度范围 160±10/mm/min焊 接 技 巧嘴孔或喷嘴尺寸 12 直进焊或横摆焊 环焊 微摆打底焊道和中间焊道的清理方法 . □刷理 .□打磨 . 横摆方法 ∕ 背面清根方法 / 导电嘴至工作距离 10-13mm 焊接速度(范围) 160±10mm/min 捶击有无 / 多道焊或单道焊(每侧) 单道焊 焊接层数其它 : 实施焊接。
焊接接头头尾搭接长度不能少于8mm 接头要保满母 材P-No. 8 组号 1 与P-No. 8 组号 1 或 钢号和等级为 F304 与钢号和等级为 F304 或 厚度范围: / 直径范围: 25mm 其它: / 填充 金 属焊条、焊丝型号: 牌号:牌号直径(mm) 对应AWS.NO F -No. A -No.熔敷焊缝金属厚度范围 25mm 角焊缝: 其它 / 检 查 项目外观检查(有无气孔、裂纹、渣孔、凹坑、咬边等缺陷) 全检尺寸检查:批量生产按50~100%抽检。
工艺评定时必须进行 硬度检查:着色探伤检查:磁粉探伤检查: 工艺评定应进钎 位置焊接的位置 水平(1G) 焊接方向: 向上 UP 向下 角焊缝位置:工 艺 评定 试 验 项 目拉伸试验: 进行试验并出具报告 弯曲试验: 冲击试验:侵蚀 低倍检查1:1盐酸侵蚀 或1:3硝酸侵蚀或5%硫酸侵蚀预热层间温度 / 预热温度 室温 保温时间 预热的保持方式 /焊后热处 理 温度范围 /时间范围 /气体燃料气 气体: Ar(氩气) 压力(Mpo): / 流量(L/min) 焊嘴号或焊嘴直经: / 保护气 / 其它气:本说明书可作为新产品试制和单件小批产品的工艺规程精品好资料-如有侵权请联系网站删除焊接方法GMAW(二氧化碳气保焊)自动化等级(手工.自动.半自动)自动接头堆焊厚度熔敷焊缝金属厚度简图:焊接技巧焊接速度有无摆动摆动方式多焊道或单焊道(每侧)多焊丝或单焊丝(每侧)焊接层数 2 转动角度 720°焊丝离工件距离mm 检查结果外观尺寸外观质量及尺寸均合格硬度伤着色探伤 / 磁粉探伤合格 (见附件)母材材料标准号:F304型号和等级为:F304P-No. 8组号1与P-No.8组号1或厚度范围: / 直径范围:25mm其它: /拉伸试验试样号宽厚抗拉强度(≥N/mm2) 断口位置和性质报告编号填充金属焊条、焊丝型号: 牌号:牌号直径(mm) 对应AWS.NOF-No. A-No.熔敷焊缝金属厚度范围25mm角焊缝:其它 /弯曲试验试样号类型 d/α弯曲角度报告编号冲击试验位置焊接的位置水平(1G) 焊接方向:向上UP向下角焊缝位置:试样号缺口位置缺口温度试验温度冲击值剪切面mils 断裂不断裂预热层间温度预热温度保温时间预热的保持方式焊后热处理温度范围时间范围角焊缝试验气体燃料气气体: Ar(氩气) 压力(Mpo): / 流量(L/min)焊嘴号或焊嘴直经: / 保护气 / 其它气:结果满意:是否熔透母材:是否3倍镜检查结果其他试验试验类型熔敷金属成份其他焊工(签字)钢印号施焊时间评定结果签字人其现场监控人员日期批准电特性电流AC或DC DC极性反接电流(范围) 110--140A 电压(范围) 20--23 v 送丝速度范围 160±10/mm/min钨极尺寸和类型金属过渡方式(GMA一W)精品好资料-如有侵权请联系网站删除精品好资料-如有侵权请联系网站删除焊工技能资格评定记录(WPQ) TF 艺原017焊工姓名 郑凯 钢印号: C 部门: 焊接工部所用的焊接方法: GT AW 自动化等级 :■手工 □半自动 □机动 □自动焊工焊接试件时遵照的WPS No. WPS 2030-050试件母材编号: HQ-04 厚度 25mm 填充金属标准: AWSEA182/F304 ●H0CR18Ni9衬垫(金属焊缝金属双面焊焊剂等) (QW-402) 角焊 角焊 母材厚度-OFW (QW-403) 25mm ≥25mm ASME P- No . 8-1 与ASME P- No . 8-1 (QW-403) 填充金属种类[实芯/空芯/药芯-GTA/PAW(QW-404)] 实心 实心 每种焊接方法的手工或半自动焊接的变素 实际值 评定范围 化学分析时堆焊层厚度 / / 焊接位置(1G ,5G 等) (QW-405) 1G 1G 焊接方向(上坡焊/下坡焊) / / 背过渡形式(GTAW) (QW409) / / 焊接电流类型和极性 (STAW) (QW409) DC /反接 DC/ 反接 自动/机动焊变数 (QW-360) 实际值 评定范围 直接控制/遥视控制 ∕ ∕ 电压自动控制 (GTAW) ∕ ∕ 衬垫( 金属、焊缝金属、双面焊、焊剂等) ∕ ∕外观检验结果 (QW-302.4) 采用5培放大镜查检表面焊接均匀、无可见裂纹 、无其它缺陷。
文件制修订记录
目录
1.工艺评审申请表
2.新产品工艺评审表
3.新项目工艺评审表
4.试模工艺评审表
5.首件产品工艺过程评审记录表
6.首件完工产品工艺过程评审记录表
7.工艺评审报告表
8.工艺评审报告
9.新工艺/设备评审报告表
10.工艺更改评审表
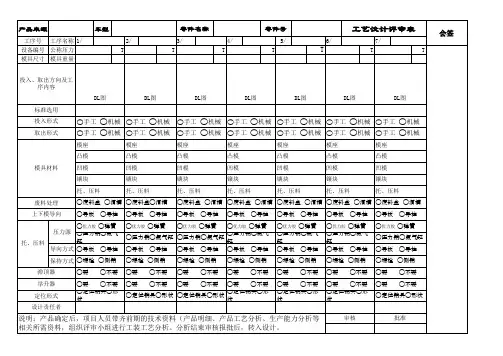
新产品工艺评审表
注:
1、要求机插电容设计5mm跨距;跳线、1/4w以下电阻、二极管建议设计成10mm 跨距。
2、过孔或测试点不在贴片焊盘上,应距离0.4mm以上。
3、贴片电阻、电容、二极管、三极管放置方向应与波峰焊方向垂直。
4、机插元件与贴片焊盘之间保持3mm安全距离。
5、贴片QFP采用点胶工艺,必须45º放置。
6、瓷片电容、三极管等径向元件应尽量设计成贴片,以提高生产效率;若该产品已含有贴片工序,则瓷片电容、三极管径向元件一定设计为贴片。
工艺评审报告
过程有效性评价表
新工艺/设备评审报告表
工艺更改评审表
新项目工艺评审表
评审/注意事项(注塑工艺部分):
评审注意事项(涂装工艺部分):
评审注意事项(装配工艺部分):
备注:涉及工艺评审的,要求根据“评审注意事项”对每个相关加工要求仔细评审,有问题或工艺有困难的要在评审表中特别注明,属特殊工艺的要特别标注,尽可能用图片加说明的方式把问题点提出来。
新项目评审记录表后要附上项目(产品)的加工要求表,并在加工要求表中注明哪些工艺已评审,以便审核、批准。
首件完工产品工艺过程评审记录表
编号:
首件完工产品工艺过程评审记录表
编号:。