3-2 流水线技术
- 格式:ppt
- 大小:1.77 MB
- 文档页数:83

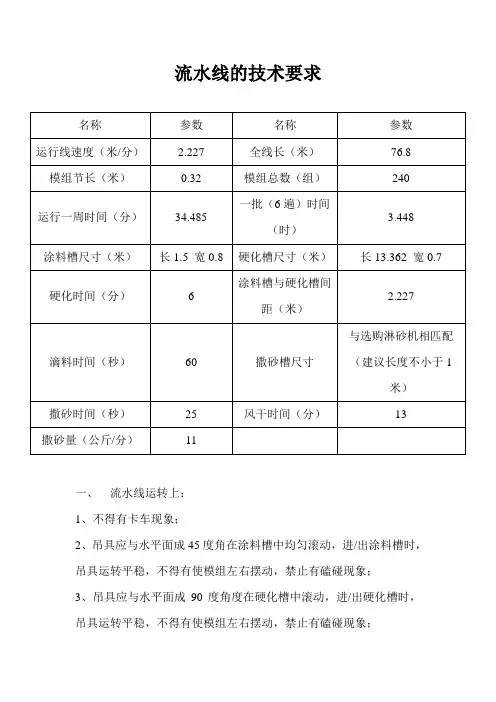
流水线的技术要求
一、流水线运转上:
1、不得有卡车现象;
2、吊具应与水平面成45度角在涂料槽中均匀滚动,进/出涂料槽时,吊具运转平稳,不得有使模组左右摆动,禁止有磕碰现象;
3、吊具应与水平面成90度角度在硬化槽中滚动,进/出硬化槽时,吊具运转平稳,不得有使模组左右摆动,禁止有磕碰现象;
4、吊具应与水平面下仰15度角在雨淋式撒砂机槽中滚动,撒砂均匀。
二、流水线环保要求:
1、粉尘/噪音应达到国家相关安全技术标准,粉尘量不大于100毫克/立方米,噪音小于85分贝。
2、室内减少氨气,现场设有排风扇,做到空气畅通;
3、周围环境、机动运行部位、用电部位应有安全防护栏,危险部位设有标识。
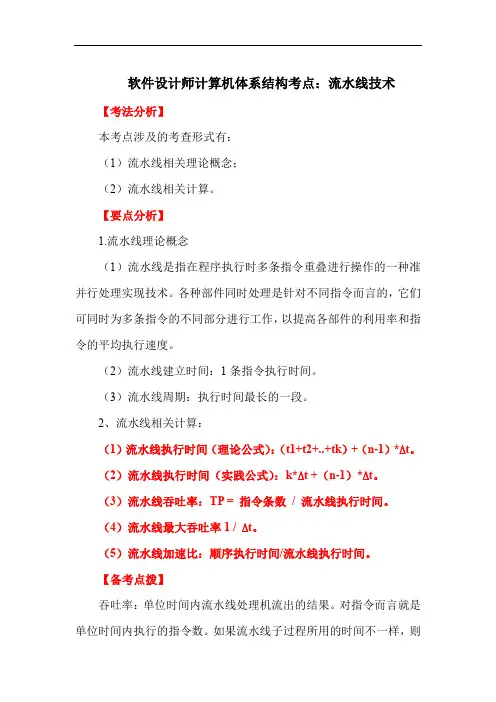
软件设计师计算机体系结构考点:流水线技术【考法分析】本考点涉及的考查形式有:(1)流水线相关理论概念;(2)流水线相关计算。
【要点分析】1.流水线理论概念(1)流水线是指在程序执行时多条指令重叠进行操作的一种准并行处理实现技术。
各种部件同时处理是针对不同指令而言的,它们可同时为多条指令的不同部分进行工作,以提高各部件的利用率和指令的平均执行速度。
(2)流水线建立时间:1条指令执行时间。
(3)流水线周期:执行时间最长的一段。
2、流水线相关计算:(1)流水线执行时间(理论公式):(t1+t2+..+tk)+(n-1)*∆t。
(2)流水线执行时间(实践公式):k*∆t +(n-1)*∆t。
(3)流水线吞吐率:TP = 指令条数/ 流水线执行时间。
(4)流水线最大吞吐率1 / ∆t。
(5)流水线加速比:顺序执行时间/流水线执行时间。
【备考点拨】吞吐率:单位时间内流水线处理机流出的结果。
对指令而言就是单位时间内执行的指令数。
如果流水线子过程所用的时间不一样,则吞吐率P应为(最长子过程的倒数)。
流水线开始工作,需要经过一段时间才能达到最大吞吐率。
【相关考题】1.下列关于流水线方式执行指令的叙述中,不正确的是()。
A.流水线方式可提高单条指令的执行速度B.流水线方式下可同时执行多条指令C.流水线方式提高了各部件的利用率D.流水线方式提高了系统的吞吐率2.流水线的吞吐率是指单位时间流水线处理的任务数,如果各段流水的操作时间不同,则流水线的吞吐率是()的倒数。
A. 最短流水段操作时间B. 各段流水的操作时间总和C. 最长流水段操作时间D. 流水段乘以最长流水段操作时间。
第二节流水作业一、流水作业法的经济效果通过对顺序作业法、平行作业法、流水作业法的比较,流水作业法是一种比较科学的施工组织方法,它建立在合理分工、紧密协作和大批量生产的基础上。
在公路工程施工过程中,将建筑产品施工的各道工序分配给不同的专业队依次去完成,每个专业队沿着一定的方向移动,在不同的时间相继对各个施工任务(施工段)进行相同的施工,由此形成专业队、施工机械和材料供应的移动路线,称为流水线。
公路工程施工现场规模较大,可容纳各种不同专业的工人、施工机具,在不同的位置进行施工生产,即将施工对象划分为若干个施工段,以流水形式组织施工作业,使整个施工过程始终连续、均衡、有节奏的施工。
公路工程施工任务不论是分部、分项工程,还是基本建设项目,都可以组织流水作业,即小到一道工序大到一个基本建设项目,都可以按流水作业法组织施工。
流水作业的经济效果,可归纳为以下几点:(1)可以缩短工期,尽早交付使用,发挥投资效益;(2)有利于提高劳动生产率;(3)有利于提高工程质量;(4)有利降低成本,提高利润;(5)可以保证机械和劳动力得到充分、合理的利用;(6)可以减少现场管理费和物资消耗,提高综合经济效益。
二、流水作业的分类流水作业可分为:分项工程流水作业、分部工程流水作业、单位工程流水作业和群体工程流水作业等几种形式。
前两种流水作业组织的基本形式。
三、流水作业的基本方法组织流水作业的基本方法如下:1.划分施工段划分施工段就是把劳动对象(工程项目)按自然形成或人为地划分成劳动量大致相等的若干段。
如:一个标段上有若干道小涵洞,可以把每一个小涵洞看作是一个施工段,这就自然形成了若干施工段。
如果把一个标段的路线工程部分,划分成1Km一段,就属于人为地把劳动对象划分成了若干施工段。
2.划分工序划分工序就是把劳动对象(工程项目)的施工过程,划分成若干道工序或操作过程,每道工序或操作过程分别按工艺原则建立专业班组,即有几道工序,原则上就应该有几个专业施工队。
在高性能计算中,流水线技术是一种重要的优化手段,可以提高计算效率和性能。
本文将从流水线技术的基本原理、流水线相关的问题以及流水线技术的应用等几个方面进行分析。
1. 流水线技术的基本原理流水线技术是将一项复杂的任务分解为多个子任务,并将它们分别在不同的处理阶段进行处理,从而实现并行计算。
流水线中的每个阶段都有专门的功能和任务,每个阶段的输出作为下一个阶段的输入,形成了一条流水线的运行模式。
流水线技术的基本原理是时间重叠和空间共享。
通过将一个任务划分为多个阶段,在每个阶段的同时进行处理,可以充分利用硬件资源,加快计算速度。
同时,由于每个阶段的处理结果会在下一个阶段使用,可以保持计算流程的连续性,提高整体性能。
2. 流水线相关的问题尽管流水线技术可以提高计算效率,但也存在一些问题需要解决。
首先是数据依赖性问题,即某个阶段的计算结果依赖于前面阶段的计算结果。
一旦前面的计算结果尚未完成,后续的计算就无法进行,从而导致流水线停顿,降低了整体性能。
此外,流水线中的每个阶段都需要有足够的处理时间,否则就会出现阶段饱和的情况。
而某些任务可能会引起阶段的处理时间不均匀,从而导致流水线的性能下降。
3. 流水线技术的应用流水线技术在高性能计算中有着广泛的应用,尤其是在图像处理、模拟计算、数据压缩等领域。
以图像处理为例,流水线可以将图像的不同处理任务划分为多个阶段,从而实现并行计算,提高图像处理的速度和效率。
此外,在模拟计算中,流水线技术可以将复杂的数值计算过程分解为多个阶段,并分别在不同的处理器上进行计算,从而实现并行计算,提高计算效率。
在数据压缩方面,流水线技术可以将压缩的不同处理步骤划分为多个阶段,每个阶段负责一个处理步骤,从而加快数据压缩的速度。
总之,流水线技术作为一种重要的优化手段,在高性能计算中发挥着重要作用。
通过合理地使用流水线技术,可以提高计算效率和性能,进而满足不同领域对计算速度和效率的需求。
对流水线技术的进一步研究和改进,有助于更好地发挥高性能计算的潜力,推动科学技术的发展。
第2章流水线技术流水线是计算机体系结构设计中普遍应用的技术。
本章介绍流水线的基本概念、表示方法、和分类,讨论流水线实现的基本结构、线性流水线的性能与非线性流水线的调度策略,分析流水线的相关及其处理方法。
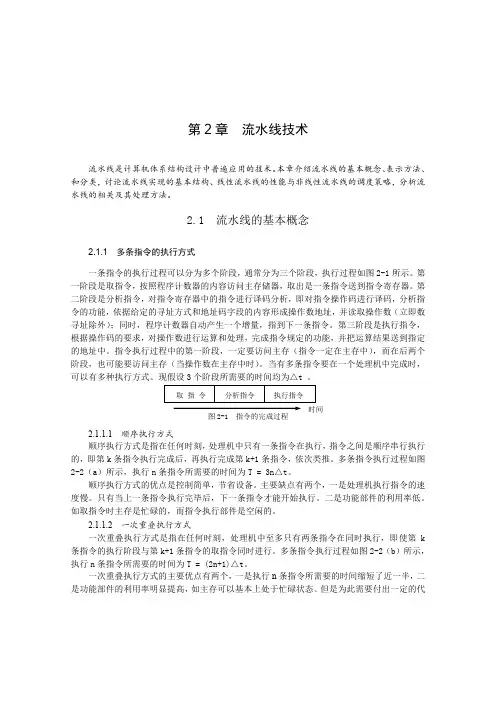
2.1 流水线的基本概念2.1.1 多条指令的执行方式一条指令的执行过程可以分为多个阶段,通常分为三个阶段,执行过程如图2-1所示。
第一阶段是取指令,按照程序计数器的内容访问主存储器,取出是一条指令送到指令寄存器。
第二阶段是分析指令,对指令寄存器中的指令进行译码分析,即对指令操作码进行译码,分析指令的功能,依据给定的寻址方式和地址码字段的内容形成操作数地址,并读取操作数(立即数寻址除外);同时,程序计数器自动产生一个增量,指到下一条指令。
第三阶段是执行指令,根据操作码的要求,对操作数进行运算和处理,完成指令规定的功能,并把运算结果送到指定的地址中。
指令执行过程中的第一阶段,一定要访问主存(指令一定在主存中),而在后两个阶段,也可能要访问主存(当操作数在主存中时)。
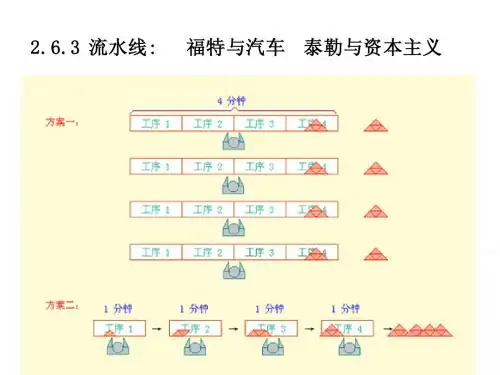
当有多条指令要在一个处理机中完成时,可以有多种执行方式。
现假设3个阶段所需要的时间均为△t 。
2.1.1.1 顺序执行方式顺序执行方式是指在任何时刻,处理机中只有一条指令在执行,指令之间是顺序串行执行的,即第k条指令执行完成后,再执行完成第k+1条指令,依次类推。
多条指令执行过程如图2-2(a)所示,执行n条指令所需要的时间为T = 3n△t。
顺序执行方式的优点是控制简单,节省设备。
主要缺点有两个,一是处理机执行指令的速度慢。
只有当上一条指令执行完毕后,下一条指令才能开始执行。
二是功能部件的利用率低。
如取指令时主存是忙碌的,而指令执行部件是空闲的。
2.1.1.2 一次重叠执行方式一次重叠执行方式是指在任何时刻,处理机中至多只有两条指令在同时执行,即使第k 条指令的执行阶段与第k+1条指令的取指令同时进行。
多条指令执行过程如图2-2(b)所示,执行n条指令所需要的时间为T = (2n+1)△t。
流水线技术流水线技术是一种高效的生产工艺,能够大大提高生产效率和降低成本。
它被广泛应用于各种制造行业,如汽车制造、电子产品制造、食品加工等。
本文将对流水线技术的原理、优势和应用进行详细介绍。
一、流水线技术原理流水线技术的核心原理是将整个生产过程划分为若干个连续的独立工作站,每个工作站负责完成一项具体的任务或工序。
产品在流水线上按照固定的顺序经过各个工作站,每个工作站只需完成相应的工序,然后将产品传递给下一个工作站。
流水线技术的顺序流程可以按照产品的不同特性和工艺要求来设计。
有些产品需要按照指定的工序顺序进行处理,而有些产品则需要在流水线上经过多个不同的工作站进行加工,以达到最终的成品要求。
二、流水线技术的优势1. 提高生产效率:通过将生产过程进行细分并利用并行处理,流水线技术可以大大提高生产效率。
工作站之间的协调和衔接使得产品在不间断流动的情况下进行加工,从而减少了非价值增加的等待时间。
2. 降低生产成本:在流水线上,人力资源的利用更加高效,无需每个工人都掌握所有工序的技能,只需要专注于自己所负责的工序。
这不仅可以提高工人的专注度,还可以降低培训成本。
3. 简化管理:流水线技术可以将复杂的制造过程分解成若干个简单的工序,每个工序由专人负责,使得生产管理更加简化。
管理者只需监控整个流水线的运行情况和协调各个工序的衔接,而不需要详细了解每个具体工序的细节。
4. 质量可控性强:流水线上的每个工序都可以进行专门的检测和控制,确保产品在各个工序中的质量。
一旦出现质量问题,可以及时追溯到具体的工序和责任人,以便进行纠正和改进。
三、流水线技术的应用1. 汽车制造:汽车生产过程中各个工序的高度标准化和流程化使得流水线技术成为汽车制造的理想选择。
从焊接、涂装到总装,每个工作站都有专业的操作人员,确保汽车制造过程的高效和质量。
2. 电子产品制造:电子产品制造过程中需要经过多个工序,如组装、焊接、测试等。
流水线技术可以有效地管理这些工序,提高生产效率和保证产品质量。
高压隔离开关 GW4-40.5、72.5 、126整体装配流水线设备使用说明书目录设备简介 (3)概述 (3)设备简介 (3)安装及使用 (6)2-1 设备安装 (6)一、连接设备 (6)二、准备工序 (8)2-2 各工位装配工艺 (18)一、上线工位 (18)二、底架安装工位 (19)三、绝缘子检测工位 (22)四、导电安装 (24)五、隔离开关分合闸角度检测磨合试验及回路电阻测试工位 (26)2-3 生产进度显示及装配数据记录 (27)一、生产进度显示 (27)二、装配数据记录 (28)故障诊断 (31)设备使用时注意事项 (32)售后服务 (34)设备简介概述设备简介本使用说明书适应于高压隔离开关GW4-40.5、GW4-72.5、GW4-126此三种高压隔离开关整体装配、检测装配线设备操作、保养维护指导,总体上达到装配、检测一体化、检测数据信息化管理。
生产线总体工作流程图如下:产品下线产品检测导电安装瓷瓶安装底架安装装配小车2000mm2750mm2000mm2750mm2750mm2000mm工位6工位5工位4工位3工位2工位1总装线导电分装工位图 1 装配线工作流程图一、总装线功能简介:①GW4-40.5、GW4-72.5、GW4-126高压隔离开关整体装配、检测流水线以轨道为支撑,装配小车作为装配载体,人工推动小车进行工序间流转;②总装线由装配、检测线和装配小车回程线两部分组成,装配、检测线上设置以下六个工位:上线工位、底架装配工位、瓷瓶检测工位、导电安装工位、隔离开关分合闸角度检测磨合试验及回路电阻测试工位,六处分步装配在同一个装配周期内完成;③1 处:工装推动到回程线,装配小车从回程线滑动至装配始端,减速电机拖动工装至总装线;④ 2 处:在装配小车上完成底架装配,使用专用工装保证轴承座杠杆端面水平,中心距一致;⑤ 3 处:在装配小车上完成瓷瓶安装,垂直度测量;⑥ 4 处:在装配小车上完成导电安装;⑦ 5 处:在装配小车上完成出厂分合闸角度和回路电阻检测及产品磨合试验;⑧ 6 处:产品下线,吊装产品下线,装配小车从回程线返回至装配线始端;⑨传输周期: 6 处分步装配全部完成,分步完成按钮全部按下,所有装配小车方可推动至下一工位,在传输过程中完成数据采集(详见数据采集),开始下一节拍装配。
第三章答案三、流水线技术(80空)1、对阶尾数相加2、求阶差规格化3、时间流水线的各段4、尽量相等流水线的瓶颈5、通过时间大量重复的时序输入端能连续地提供任务6、静态动态7、部件级处理机级8、标量流水处理机向量流水处理机9、线性流水线非线性流水线10、执行/有效地址计算周期存储器访问/分支完成周期11、译码读寄存器12、ALUoutput←A op B ALUoutput←NPC + Imm13、分支 STORE指令14、ALU指令 LOAD指令15、单周期多周期16、重复设置指令执行功能部件流水17、吞吐率等功能非流水线18、通过时间排空时间19、流水线寄存器的延迟时钟扭曲20、数据相关控制相关21、结构相关数据相关22、结构数据23、硬件开销功能单元的延迟24、写后读读后写写后读25、写后读读后写26、PC值改变为分支转移的目标地址 PC值保持正常(等于当前值加4)27、目标地址分支转移条件不成立28、8 存储器29、多功能线性 830、水平处理方式垂直处理方式31、纵向处理方式纵横处理方式32、存储器向量寄存器33、访问存储器的次数对存储器带宽的要求34、每秒执行多少指令(MIPS)每秒取得多少个浮点运算结果(MFLOPS)35、512 836、链接技术向量循环或分段开采技术37、源向量结果向量38、向量功能部件标量寄存器向量寄存器块39、向量寄存器向量功能部件3.1 流水线的基本概念1、流水线:将一个重复的时序过程,分解为若干个子过程,而每一个子过程都可有效地在其专用功能段上与其他子过程同时执行。
2、单功能流水线:只能完成一种固定功能的流水线。
3、多功能流水线:流水线的各段可以进行不同的连接,从而使流水线在不同的时间,或者在同一时间完成不同的功能。
4、静态流水线:同一时间内,流水线的各段只能按同一种功能的连接方式工作。
5、动态流水线:同一时间内,当某些段正在实现某种运算时,另一些段却在实现另一种运算。
第3章流水线技术3.1解释下列术语流水线:将一个重复的时序过程,分解成为若干个子过程,而每一个子过程都可有效地在其专用功能段上与其它子过程同时执行。
单功能流水线:指流水线的各段之间的连接固定不变、只能完成一种固定功能的流水线。
多功能流水线:指各段可以进行不同的连接,以实现不同的功能的流水线。
静态流水线:指在同一时间内,多功能流水线中的各段只能按同一种功能的连接方式工作的流水线。
当流水线要切换到另一种功能时,必须等前面的任务都流出流水线之后,才能改变连接。
动态流水线:指在同一时间内,多功能流水线中的各段可以按照不同的方式连接,同时执行多种功能的流水线。
它允许在某些段正在实现某种运算时,另一些段却在实现另一种运算。
部件级流水线:把处理机中的部件进行分段,再把这些部件分段相互连接而成。
它使得运算操作能够按流水方式进行。
这种流水线也称为运算操作流水线。
处理机级流水线:又称指令流水线。
它是把指令的执行过程按照流水方式进行处理,即把一条指令的执行过程分解为若干个子过程,每个子过程在独立的功能部件中执行。
处理机间流水线:又称为宏流水线。
它是把多个处理机串行连接起来,对同一数据流进行处理,每个处理机完成整个任务中的一部分。
前一个处理机的输出结果存入存储器中,作为后一个处理机的输入。
线性流水线:指各段串行连接、没有反馈回路的流水线。
数据通过流水线中的各段时,每一个段最多只流过一次。
非线性流水线:指各段除了有串行的连接外,还有反馈回路的流水线。
顺序流水线:流水线输出端任务流出的顺序与输入端任务流入的顺序完全相同。
乱序流水线:流水线输出端任务流出的顺序与输入端任务流入的顺序可以不同,允许后进入流水线的任务先完成。
这种流水线又称为无序流水线、错序流水线、异步流水线。
吞吐率:在单位时间内流水线所完成的任务数量或输出结果的数量。
流水线的加速比:使用顺序处理方式处理一批任务所用的时间与按流水处理方式处理同一批任务所用的时间之比。