第四章 焊接接头详解
- 格式:ppt
- 大小:1.50 MB
- 文档页数:31
(四)焊接接头常用的形式和尺寸
(四) 焊接接头常用的形式和尺寸
1. 焊接接头的基本形式
- 直焊接头:两个要连接的零件在同一平面上进行焊接。
- 角焊接头:两个要连接的零件形成一个特定的角度,然后进
行焊接。
- 对接焊接头:两个要连接的零件的边缘相对平行,然后进行
焊接。
- 搭接焊接头:一个要连接的零件搭在另一个上面,然后进行
焊接。
2. 焊接接头的尺寸
- 焊缝长度:焊接接头的焊缝长度通常根据零件的要求来确定,可以根据设计规范或制造标准进行选择。
- 焊缝宽度:焊缝宽度通常由设计要求和焊接材料的特性来决定。
- 焊缝高度:焊缝高度是指焊接接头的焊缝在垂直方向上的尺寸,需要根据焊接工艺和所连接的材料来确定。
3. 其他常见的焊接接头形式和尺寸
- 矩形焊接接头:焊接接头的形状呈矩形,尺寸可以根据需要进行设计。
- U形焊接接头:焊接接头的形状呈U形,尺寸可以根据需要进行设计。
- V形焊接接头:焊接接头的形状呈V形,尺寸可以根据需要进行设计。
以上是焊接接头常用的形式和尺寸的简要介绍。
根据具体需求和材料特性,选择适当的焊接接头形式和尺寸对于确保焊接质量和连接强度至关重要。
《电焊工》第四章运条训练教案任课教师:胡国宁教学环节与时间分配教学内容师生活动设计意图导入新课(3分钟)讲授新课(10分钟)巩固练习(17分钟)归纳小结(5分钟)作业安排(5分钟)讲:焊接接头是连接构件的基础,焊接接头的好坏会影响构件的强度。
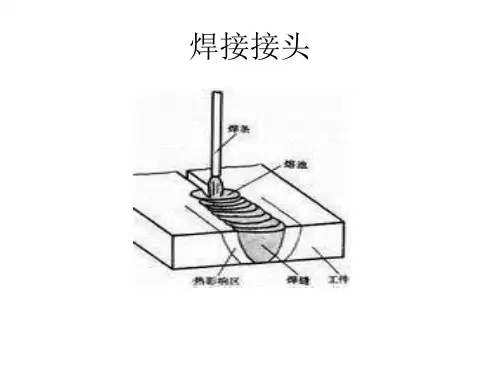
展示常见的焊接接头。
一、焊接接头形式教师讲解:用焊接方法连接的接头称为焊接接头(简称接头),焊接接头包括焊缝、熔合区和热影响区。
由于焊件的结构形状、厚度及技术要求不同,其焊接接头的形式及坡口形式也不相同。
常用的坡口形式有I形坡口、V形坡口、X形坡口和U形坡口。
对各种接头的介绍:实物展示1.对接接头两焊件端面相对平行的接头称为对接接头,见图4-1。
对接接头是各种焊接结构中采用最多的一种接头形式。
有两种形式:(1)不开坡口的对接接头(I形坡口的对接接头)钢板厚度在6mm以下的焊件,一般不开坡口,为使焊接时达到一定的熔透深度,留有1~2 mm的根部间隙。
(2)开坡口的对接接头开坡口的主要目的是保证接头根部焊透,以便于清除熔渣,获得优质的焊接接头,而且坡口还可以调节焊缝的熔合比(即母材金属在焊缝中占的比例)。
2.T形接头讲解定义:一焊件之端面与另一焊件表面构成直角或近似直角的接头,称为T形接头。
教师展示焊接接头构件,学生专心听讲。
教师实物展示,演示。
学生实操。
引入新课,培养学习兴趣。
3.角接接头讲解定义:两焊件端面间构成大于30小于135夹角的接头,如图4-3所示。
4.搭接接头讲:两焊件部分重叠构成的接头称为搭搓接头如图4-4所示。
二、坡口的选择原则讲:坡口的选择有什么要求?考虑那方面的因素?⑴保证焊件焊透;⑵坡口的形状容易加工;⑶尽可能节省焊接材料,提高生产率;⑷焊接后焊件变形尽可能小。
三、焊缝形式讲解:焊缝是构成焊接接头的主体部分,焊缝按不同的分类方法可有以下几种划分:1.按焊缝的空间位置分类,有平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
2.按焊缝的结构形式分类,有对接焊缝、角焊缝及塞焊缝三种形式。
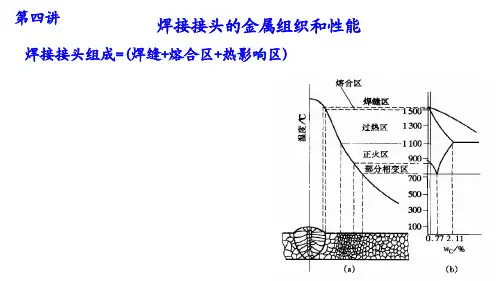
第四讲焊接接头的金属组织和性能焊接接头组成=(焊缝+熔合区+热影响区)
1. 焊缝的组织和性能
焊缝是由熔池金属结晶形成的焊件结合部分。
焊缝金属的结晶是从熔池底壁开始的,由于结晶时各个方向冷却速度不同,因而形成的晶粒是柱状晶,柱状晶粒的生长方向与最大冷却方向相反,垂直于熔池底壁。
焊缝金属的力学性能可高于母材金属。
思考:
为什么焊缝金属的力学性能可高于母材金属?
2.熔合区(半熔化区)
是焊接接头中焊缝与母材交接的过渡区,也叫半熔化区。
组织不均匀(铸态组织+过热组织),性能差,是焊接接头的薄弱环节之一。
3.热影响区的组织和性能
在焊接热作用下,焊缝两侧处于固态的母材发生组织和性能变化的区域,称为焊接热影响区。
按组织变化特征,可分为过热区、正火区和部分相变区。
4. 改善焊接接头组织性能的方法
正确选择焊接工艺方法、焊后热处理。
思考:哪一种热处理工艺可改善焊接接头组织性能?() A、淬火;B、正火;C、退火;D、回火
下一讲我们将学习焊接应力与变形。
下节预告。
第四章焊接接头组织性能分析焊接过程是个局部快速加热到高温并随后冷却的过程,整个焊件的温度随时间和空间急剧变化,易形成在时间和空间域内梯度都很大的不均匀温度场,温度场的分布决定着焊缝区和热影响区的范围,对焊接接头的质量有着直接影响。
由于焊接过程中的特殊传热过程,焊接所连接的材料上距离热源的远近不同,其组织和性能也各有差异。
通常将受到焊接热作用后组织和性能相对于基材发生改变的区域称为焊接接头。
焊接接头不仅包括结合区,也包括其周围区域。
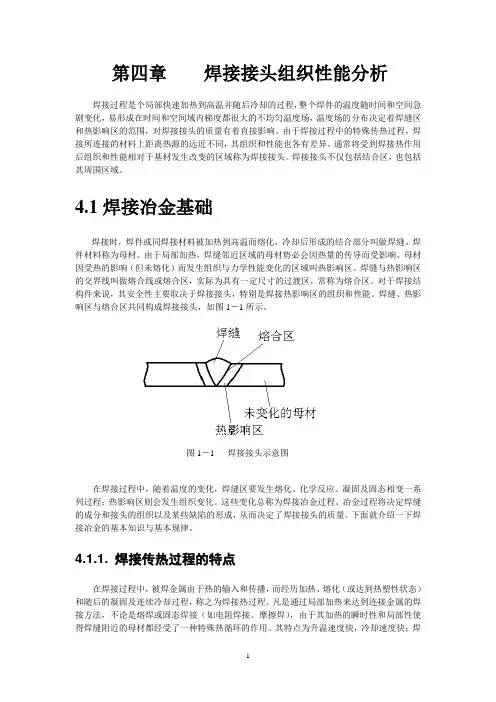
4.1焊接冶金基础焊接时,焊件或同焊接材料被加热到高温而熔化,冷却后形成的结合部分叫做焊缝。
焊件材料称为母材。
由于局部加热,焊缝邻近区域的母材势必会因热量的传导而受影响。
母材因受热的影响(但未熔化)而发生组织与力学性能变化的区域叫热影响区。
焊缝与热影响区的交界线叫做熔合线或熔合区,实际为具有一定尺寸的过渡区,常称为熔合区。
对于焊接结构件来说,其安全性主要取决于焊接接头,特别是焊接热影响区的组织和性能。
焊缝、热影响区与熔合区共同构成焊接接头,如图1-1所示。
图1-1 焊接接头示意图在焊接过程中,随着温度的变化,焊缝区要发生熔化、化学反应、凝固及固态相变一系列过程;热影响区则会发生组织变化。
这些变化总称为焊接冶金过程。
冶金过程将决定焊缝的成分和接头的组织以及某些缺陷的形成,从而决定了焊接接头的质量。
下面就介绍一下焊接冶金的基本知识与基本规律。
4.1.1. 焊接传热过程的特点在焊接过程中,被焊金属由于热的输入和传播,而经历加热、熔化(或达到热塑性状态)和随后的凝固及连续冷却过程,称之为焊接热过程。
凡是通过局部加热来达到连接金属的焊接方法,不论是熔焊或固态焊接(如电阻焊接、摩擦焊),由于其加热的瞬时性和局部性使得焊缝附近的母材都经受了一种特殊热循环的作用。
其特点为升温速度快,冷却速度快;焊接加热的另一个特点为热场分步极不均匀,紧靠焊缝的高温区内接近熔点,远离焊缝的低温区内接近室温,这一加热特点也造成焊件的温度分布不均匀,并随时间而不断变化,参见图1-2。
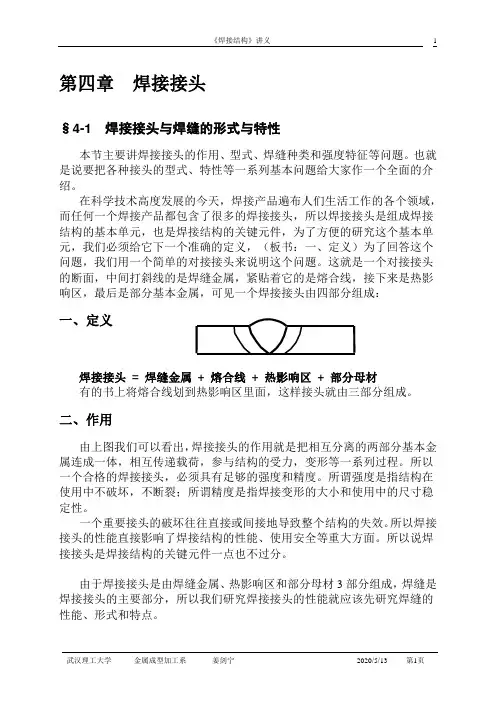
第四章焊接接头§4-1 焊接接头与焊缝的形式与特性本节主要讲焊接接头的作用、型式、焊缝种类和强度特征等问题。
也就是说要把各种接头的型式、特性等一系列基本问题给大家作一个全面的介绍。
在科学技术高度发展的今天,焊接产品遍布人们生活工作的各个领域,而任何一个焊接产品都包含了很多的焊接接头,所以焊接接头是组成焊接结构的基本单元,也是焊接结构的关键元件,为了方便的研究这个基本单元,我们必须给它下一个准确的定义,(板书:一、定义)为了回答这个问题,我们用一个简单的对接接头来说明这个问题。
这就是一个对接接头的断面,中间打斜线的是焊缝金属,紧贴着它的是熔合线,接下来是热影响区,最后是部分基本金属,可见一个焊接接头由四部分组成:一、定义焊接接头= 焊缝金属+ 熔合线+ 热影响区+ 部分母材有的书上将熔合线划到热影响区里面,这样接头就由三部分组成。
二、作用由上图我们可以看出,焊接接头的作用就是把相互分离的两部分基本金属连成一体,相互传递载荷,参与结构的受力,变形等一系列过程。
所以一个合格的焊接接头,必须具有足够的强度和精度。
所谓强度是指结构在使用中不破坏,不断裂;所谓精度是指焊接变形的大小和使用中的尺寸稳定性。
一个重要接头的破坏往往直接或间接地导致整个结构的失效。
所以焊接接头的性能直接影响了焊接结构的性能、使用安全等重大方面。
所以说焊接接头是焊接结构的关键元件一点也不过分。
由于焊接接头是由焊缝金属、热影响区和部分母材3部分组成,焊缝是焊接接头的主要部分,所以我们研究焊接接头的性能就应该先研究焊缝的性能、形式和特点。
三、焊缝的形式和特点焊缝是组成焊接接头的主体部分,对接焊缝和角焊缝是焊缝的两种基本型式 1、 对接焊缝1)、尺寸要素熔宽(B )、熔深(H )、加厚高(e ), 叫焊缝形状系数(B/H )2)、坡口形式一个合格的焊接接头必须具有足够的强度,为了保证足够的强度,一般要求焊缝熔透,而对于薄板结构又要求不焊穿,为了满足这些要求,就需要对焊接边缘进行一些加工,通常叫做开坡口,对接焊缝的坡口常用的有卷边坡口、平对坡口、V型坡口、X 型坡口、K 型坡口和U 型坡口……等,如图2-21所示。
关于焊接接头的介绍焊接接头是指两个或两个以上零件要用焊接组合的接点。
或指两个或两个以上零件用焊接方法连接的接头,包括焊缝、熔合区和热影响区。
一、焊接接头的形式焊接接头的形式一般按照被焊接两金属件的相互结构位置来分类。
主要有以下四种:对接接头、T型接头、角接接头和搭接接头。
1、对接接头是最常见最合理的接头形式。
两焊件面相对平行的接头称为对接接头,是现在焊接结构中采用最多的一种接头形式。
根据焊件厚度、焊接方法和坡口准备等条件,对接接头可分为不开坡口的对接接头和开坡口的对接接头两种。
(1)不开坡口的对接接头当钢板厚度在6mm以下时,一般可不开坡口,只留有1-2mm的装配间隙。
但这并不是绝对的,在重要的焊接结构中,当工件厚度大于3mm时,即要求开坡口。
(2)开坡口的对接接头开坡口就是用机械,火焰或电弧等方法将焊接处加工成一定的几何形状(坡口)再进行焊接的接头。
开坡口的目的是为了保证电弧能伸到接头根部,使接头根部焊透和便于清除熔渣,获得良好的焊缝成形。
而且坡口能起到调节焊缝金属中母材和填充金属比例的作用。
钝边(焊件开坡口时,沿焊件厚度方向留有端面部分)是为了保证接头根部焊透。
● V形坡口钢板厚度超过7mm时,一般采用V形坡口。
V形坡口的形式有:不带钝边的V形坡口,带钝边的V形坡口,单边钝边V形坡口及单边坡口4种。
V形坡口的特点是加工容易,但焊后角变形较大。
● Χ形坡口钢板厚度超过12mm时要采用Χ形坡口,也称为双面V形超口,Χ形坡口与V形坡口相比较能减少焊着金属量约1/2。
焊后变形和产生的内应力也较小,因此,这种坡口多用于大厚度及要求控制焊接变形量的结构中。
● U形坡口U形坡口有单面,单边U形坡口、双面U形坡口之分。
U形坡口当钢板最度为20—60mm时,采用单边U形坡口。
当板厚度为40—60mm时,采用双面U形坡口。
U形坡口的特点是填充金属量少,焊件变形小,焊缝金属中母材金属占的比例也小,但这种坡口加工较难,一般应用在较重要的焊接结构中。
焊接接头1、焊接接头:在焊件需连接的部位,用焊接方法制造而成的接头。
熔焊焊接接头应用最广。
2、熔焊焊接接头:是在高温移动热源局部加热、快速冷却下形成的。
分为焊缝金属、熔合区、热影响区、母材。
3、影响焊接接头性能因素:①力学方面因素(接头形状不连续性、焊接缺陷、残余应力、焊接变形)、②材质方面因素(焊接热循环引起的组织变化、焊接材料引起的焊缝化学成分变化、焊接过程中的热塑性变形循环产生的材质变化、焊后热处理引起的组织变化及矫正变形引起的加工硬化)。
4、热输入对焊缝金属的影响:①用较小的热输入进行单层焊时,由于冷却速率大,焊缝金属的组织细化,焊缝金属变硬,强度升高;②增加焊接热输入、提高曾间预热温度对高强度钢施焊,由于焊前增加预热,冷却减慢,焊缝金属组织比较粗大,因此强度和韧性明显下降。
5、焊缝形式:①对接焊缝(卷边、平对接);②角焊缝(平角焊缝、凹~、凸~、不等腰~)。
6、对接焊缝坡口形式:V形、U形、X形、K形。
目的:为了焊透金属,确保接头质量及经济性。
形式选择取决于板厚、焊接方法、工艺过程。
坡口选择考虑:①可焊到性或便于施焊;②降低焊接材料的消耗量;③坡口易加工;④减小或控制焊接变形。
角度:60°左右。
7、接头形式:对接接头、搭接接头、丁字接头、角接头。
8、对接接头:两焊件表面构成大于或等于135°、小于或等于180°夹角,即两板件相对端面焊接而形成的接头。
从力学角度看是比较理想的接头形式,应用广泛。
9、搭接接头:两板件部分重叠起来进行焊接所形成的接头。
应力分布极不均匀,疲劳强度较低,不是最理想的接头形式,但焊前准备和装配工作比对接接头简单的多,横向收缩量也较小,在受力较小的焊接结构中应用叫广。
10、T形接头:将相互垂直的被连接件用角焊缝连接起来的接头。
是典型的电弧焊接头,能承受各种方向的力和力矩。
避免采用单面角焊缝,因其根部有很深的缺口,承受能力很低。
11、角接接头:两板件端面构成为直角的焊接接头。
焊接接头名词解释焊接接头是指在金属物体上,使用各种热焊接和冷焊接技术,将两个或几个金属部件组装在一起的结构。
焊接接头也可以用于将金属与非金属物体连接起来,例如纸和塑料。
焊接接头的种类繁多,其中包括搭接、拉接、滚接、穿接、折接、压接和粘接等。
1、搭接:搭接是指利用金属片的重叠和压缩,使焊缝紧密贴合,以实现焊接连接的一种焊接方法。
搭接可以实现结构强度高、密封性能良好、通风性能良好和热收缩性能好的焊接接头。
2、拉接:拉接是指金属片的一端固定,另一端拉伸,形成拉伸焊缝,然后压紧,以实现焊接连接的一种焊接方法。
拉接可以实现结构强度高、密封性能良好、热收缩性能好的焊接接头。
3、滚接:滚接是指将金属片通过滚筒滚动形成焊缝,以实现焊接连接的一种焊接方法。
滚接可以实现结构强度高、密封性能良好、热收缩性能好的焊接接头。
4、穿接:穿接是指将金属片通过一定温度和压力将其穿入另一片金属片,形成一个连接焊缝,以实现焊接连接的一种焊接方法。
穿接可以实现结构强度高、密封性能良好、热收缩性能好的焊接接头。
5、折接:折接是指将金属片的一端折叠,形成焊缝,以实现焊接连接的一种焊接方法。
折接可以实现结构强度高、密封性能良好、热收缩性能好的焊接接头。
6、压接:压接是指将金属片的两端用螺钉或螺栓固定,然后压紧,以实现焊接连接的一种焊接方法。
压接可以实现结构强度高、密封性能良好、热收缩性能好的焊接接头。
7、粘接:粘接是指将金属片两端的表面用接头胶粘合,以实现焊接连接的一种焊接方法。
粘接可以实现结构强度高、密封性能良好、热收缩性能好的焊接接头。
以上就是焊接接头的名词解释,焊接接头是工程中重要的一部分,它可以将金属物体或非金属物体连接在一起,形成一个牢固的结构。
焊接接头的种类繁多,各种焊接方法可以实现结构强度高、密封性能良好、热收缩性能好的焊接接头。
焊接技术是一种重要的工艺,它可以用来制造金属零件或组装金属结构。
它的应用范围很广,可以用于制造航空、航天、汽车、机械、电子和电气等行业的零部件。
焊接接头的种类及接头型式焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。
焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。
(一)对接接头两件表面构成大于或等于135°,小于或等于18焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。
焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。
(一)对接接头两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。
在各种焊接结构中它是采用最多的一种接头型式。
钢板厚度在6mm以下,除重要结构外,一般不开坡口。
厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—2规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—8所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。
图1—8 不同厚度板材的对接(a)单面削薄,(b)双面削薄表1-2(二)角接接头两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—9。
这种接头受力状况不太好,常用于不重要的结构中。
图1—9 角接接头(a)I形坡口;(b)带钝边单边V形坡口(三)T形接头一件之端面与另一件表面构成直角或近似直角的接头,叫做T形接头,见图1—1 0。
图1—10 T形接头(四)搭接接头两件部分重叠构成的接头叫搭接接头,见图1—11。
图1—11 搭接接头(a)I形坡口,(b)圆孔内塞焊;(c)长孔内角焊搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—11。
I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双面焊接。
这种接头用于不重要的结构中。
当遇到重叠部分的面积较大时,可根据板厚及强度要求,分别采用不同大小和数量的圆孔内塞焊或长孔内角焊的接头型式。