电铸模具的制作工艺
- 格式:pdf
- 大小:299.41 KB
- 文档页数:2
"
电铸模具型腔
对形状复杂、 精度要求高的注塑模具型腔, 用传
统加工方法是十分困难的。电铸加工不需要图纸和 加工程序,可以直接用塑料制件作母模。母模应在 型腔深度方向加长 , + *00,以备电铸后端部粗糙 而割除。
#
电铸电极
电火花加工用的工具电极,可以采用电铸方法
制造。用电铸的工具电极进行电火花加工时,因为 局部过热, 铜层容易从基体上崩落下来, 为了保证导 热良好, 铜层厚度一般都需大于 (00。 ’ 孔庆华 ?- + ?@
加固,以防止变形。加固的方法一般是采用模套进 行衬背,衬背后再对电铸件进行脱模和机械加工。 脱模的方法视原模材料而定, 对于耐 久性原模采用 加力、 加热或冷却的方法分离, 对于临时性原模可采 用加热熔化或化学溶剂溶解的方法脱模。
三、 电铸工艺在制造中的应用
电铸工艺具有极高的复制精度和重复精度,可 用于形状复杂、 精度要求很高的空心零件, 厚度仅几 十微米的薄壁零件,高尺寸精度且表面粗糙度低于 !1-2 ’!0 的精密零件,各种具有复杂曲面轮廓或微 细尺寸的注塑模具,电火花型腔用电极等金属零件 的制造和复制, 现叙述于下。
!
模型制作
电铸模型又称母模, 其形状与所需型腔相反。
制作模型的材料可用金属材料如铝、 铜、 低碳钢以及 低熔点合金、 锌合金等, 也可用非金属材料如塑料、 石蜡、 石膏等。
"
表面处理
原模电铸前, 必须进行清洗, 以去掉表面的脏物
和油污,保证金属离子能电铸到原模表面上。还须 对金属原模表面要进行钝化处理,使金属表面形成 一层钝化膜, 以利于脱模; 而对非金属原模的表面, 必须进行导电化处理, 使模型具有导电能力。
!
脱模加固
电铸件成形后,因其强度低需用其它材料进行
四、 电铸工艺的新发展
因为电铸工艺是采用电镀原理,用电解的方法 使金属离子沉积在母模上,而获得模具型腔的制模 方法。近年来国内研究成功了一些新的电镀工艺, 推动了这项技术的发展。采用 3456 技术制作电铸 母模,用电铸工艺将铜沉积在母模表面生成铜质反 模, 脱模后反模经抛光整修, 在铜质外壳背面填充固 体材料衬垫后, 可以作为注塑模具使用, 有时为了脱 模方便, 可以用硅橡胶模过渡。 杭州桐庐电铸技术研究所于 7, 年底研制成功 此项技术已获国家专利。 89: ; ( 型新型电铸工艺, 89: ; ( 型新型电铸工艺弥补了常规电铸模型腔的 缺陷。福建二轻工业研究所最近完成的国家 “ 八五 ” 科技攻关项目 “ 电铸技术在注射模制造中的应用” 已 制造出符合光学镜面要求的高质量镜面型芯,并压 制出了光学塑料制品,在大型模具方面已制造出投 影面积为 ,---<0( 的大型电铸件,使电铸工艺日臻 完善。现在国内一般采用氨磺酸镍镀液和快速电铸 沉积工艺, 加入适量的添加剂、 活化剂以改善电铸层 型 的质量。国内电铸层厚度一般控制在 * + ’-00, 腔尺寸的精度、 表面粗糙度与母模完全一样, 复制精 度 可 达 -2 * !0, 硬 度 :3<(* + =-, 抗 拉 强 度 延伸率可达 (*> + ,-> 。 =--641,
!" 卷
第 #!" 期
!""# $ %
!"
专题报导
模型经过上述处理后,进行包扎并接通导线。 电铸常用的金属材料有铜、 镍、 铁, 与之相应的电铸 液有: 铜的电铸溶液有硫酸盐、 氟硼酸盐和焦磷酸盐 溶液; 镍的电铸溶液有硫酸盐、 氟硼酸盐和氨基磺酸 盐溶液;铁的电铸溶液主要有氯化物和氟硼酸盐溶 液。电铸成形采用直流电源, 电压一般在 ’() 以下, 并可调压, 电流密度一般在 ’* + ,-! . /0( 。 或断面复杂的异形孔, 用“ 切除去 ” 加工困难, 而采用 精密电铸加工就较容易。 其加工过程如图 (所示的剖 面, 具有一定斜度、 最大孔径达几十微米、 孔深数毫 米, 先根据加工孔的要求, 制造型芯, 然后用电镀的 方法在型芯周围制备电铸金属, 并对电铸金属的外 圆进行加工, 最后抽出型芯或溶解掉, 即可得到所需 的微孔。
$
式中
翻边力
! % !& ’ ! "!( ) # $ %* + 等效直径 %* % , ) &$ - ’$ + . $ / ! . $
参 考 文 献
郭景仪等 & 冲压模具设计与制造技术 & 北京出版 ! 陈炎嗣, 社, !00!& ’ $ 郭成等 & 冲压件废次品的产生与防止 & 机械工业出版社, 第一作者单位: 西安交通大学机械学院 邮政编码: 陕西・3!**’0 第二作者单位: 西安核技术研究所
专题报导
电铸模具的制作工艺
#
摘
李健心
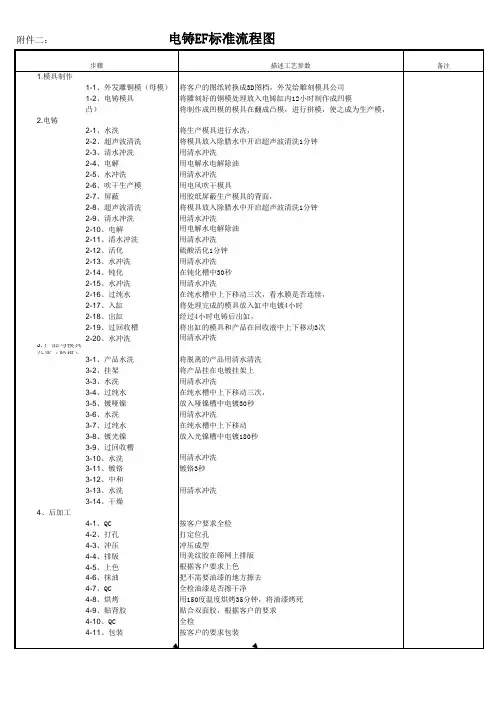
要:介绍了电铸成形原理及工艺过程, 并阐述了电铸工艺在模具制造中的应用和新发展。 模具制作 电铸设备主要由直流电源、 电铸槽、 搅拌和循环 过滤系统、 加热和冷却系统等部分组成, 电铸成形工 艺流程如图 ! 所示。
关键词:电铸
一、 电铸原理
电铸成形是利用电化学过程中的阴极沉积现象 来进行成形加工的。即用导电的原模作阴极,用于 电铸的金属作阳极,用电铸材料的金属盐溶液作为 电铸液。在直流电源的作用下,金属盐中的金属离 子在阴极获得电子沉积镀覆在阴极表面上,阳极的 金属原子失去电子而成为正的金属离子,源源不断 地补充到电铸液中,使电铸液的浓度保持基本不 变。当原模上的电铸层达到所需要的厚度时取出, 将电铸层与原模分离,获得与原模型相反的电铸 件。电铸成形工艺具有极高的复制精度和尺寸精 度, 电铸成形已在模具制造、 航空、 仪器仪表、 塑料、 精密机械、 微型机械等行业发挥了重要作用, 并作为 一项先进制造技术日益受到国内外的重视。
参 考 文 献
编著 2 特种加工 2 上海同济大学出版社, ’77?2
$
精密电铸
对于尺寸精度和表面质量要求都很高的微细孔
( 李志杰 2 目前电铸模具存在的缺陷及改进方法 2 中国模协 通讯, ’77A2 ’2 ’* + ’? 第七届 , 赵光庆2 快速经济模具在我国的应用与发展2 上海: 国际模展模具技术讲座资料汇编 , ’77A2 *2 ,, + =’ = 塑料模具技术手册编委会编 2 塑料模具技术手册 2 北京机 械工业出版社 , ’77?2 A=( + A=A B 编辑 作者单位: 山东潍坊高等专科学校 邮政编码: (@’-=’ 收稿日期: ’777 年 @ 月 栋 $ 林C
!"
!""# $ %
!" 卷
第 #!" 期
二、 电铸的工艺过程
#ห้องสมุดไป่ตู้
电铸成形
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
隙值可降低翻边力,相应的圆角半径大。边缘直筒 部分高度小。顶出锥度 !" # $"。
!00’& 1 1 , 日 / 中川威雄著 & 板料冲压加工 & 郭青山译 & 天津科学技 术出版社, !02$ ’ 肖景容等 & 冲压工艺学 & 机械工业出版社, !00* $ ) 编辑 其 路+