孔无铜控制方案
- 格式:doc
- 大小:38.00 KB
- 文档页数:2
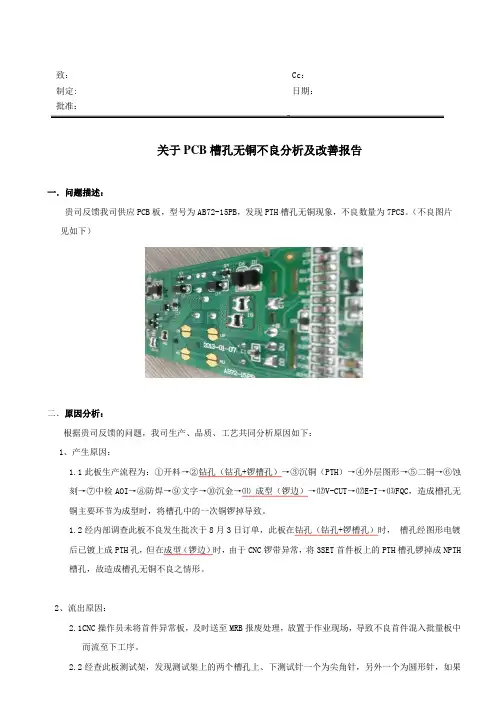
致:Cc:制定: 日期:批准:关于PCB槽孔无铜不良分析及改善报告一.问题描述:贵司反馈我司供应PCB板,型号为AB72-15PB,发现PTH槽孔无铜现象,不良数量为7PCS。
(不良图片见如下)二.原因分析:根据贵司反馈的问题,我司生产、品质、工艺共同分析原因如下:1、产生原因:1.1此板生产流程为:①开料→②钻孔(钻孔+锣槽孔)→③沉铜(PTH)→④外层图形→⑤二铜→⑥蚀刻→⑦中检AOI→⑧防焊→⑨文字→⑩沉金→⑾成型(锣边)→⑿V-CUT→⑿E-T→⒀FQC,造成槽孔无铜主要环节为成型时,将槽孔中的一次铜锣掉导致。
1.2经内部调查此板不良发生批次于8月3日订单,此板在钻孔(钻孔+锣槽孔)时,槽孔经图形电镀后已镀上成PTH孔,但在成型(锣边)时,由于CNC锣带异常,将3SET首件板上的PTH槽孔锣掉成NPTH 槽孔,故造成槽孔无铜不良之情形。
2、流出原因:2.1CNC操作员未将首件异常板,及时送至MRB报废处理,放置于作业现场,导致不良首件混入批量板中而流至下工序。
2.2经查此板测试架,发现测试架上的两个槽孔上、下测试针一个为尖角针,另外一个为圆形针,如果上、下治具合拢后,稍微有轻微偏移,尖角针就直接插入到槽孔中间,致使尖角针与圆形针接触在一起,形成回路状态,即短路,故导致槽孔无铜不良直接流至客户端。
(如下测试种针设计不合理图)三、改善对策:1.锣房及时纠正错误资料,由之前成型资料(锣槽孔+锣边),改正为锣边,无需锣槽孔,防止再次发生。
(8月5日已执行,改善前后对比如下)2. CNC首板制作:A.流程:单轴试机→初检→四轴wp首板成型→检板→量产。
B.锣板:首先模拟CNC程式路径,看是否有异常出现,然后在纸浆板上放1块待生产首件板,开动CNC单轴头进行锣板,经IPQC初检OK后,方可批量生产;若有不良,则要求重新制作锣板首件,同时,操作员必须将NG品送至MRB判定报废处理,不允许放置于现场,谨防混出。
孔无铜质量提升QC成果一、引言孔无铜(Kongwu Copper)是一家专注于铜材料生产的公司。
作为铜材料行业的领军企业之一,孔无铜一直致力于提供高质量的铜材料,以满足不同行业的需求。
为了确保产品质量,孔无铜从供应商选择、原材料检测到成品出厂等环节都进行严格的质量控制(Quality Control,QC)。
本文将介绍孔无铜通过质量提升QC成果所取得的一系列成就。
二、供应商选择与管理为了确保原材料的质量,孔无铜重视供应商的选择与管理。
公司制定了严格的供应商审核和管理制度,要求供应商提供详尽的资质证明和产品质量检测报告。
只有通过审核且能够满足公司标准的供应商才能与孔无铜建立长期合作关系。
通过这一举措,孔无铜在供应链上构建了一支素质过硬的供应商队伍。
供应商的品质管控水平和产品质量得到有效提升,对孔无铜整体产品质量的提升有着重要的影响。
三、原材料质量检测原材料质量是保证成品质量的基础,孔无铜在原材料进厂时进行严格的质量检测。
公司配备先进的化学分析仪器和物理性能测试设备,对原材料进行成分分析和物理性能测试。
通过检测结果,及时发现原材料中的异常情况,并采取相应措施进行处理。
在过去的几年里,孔无铜逐步引进了自动化检测设备,提高了检测效率和准确性。
同时,公司加强了检测人员的培训,提升了检测团队的技术水平。
这些举措使得原材料的质量问题得到有效控制,为后续生产工艺提供了可靠的保障。
四、生产工艺控制作为铜材料生产企业,孔无铜注重生产工艺的控制。
公司建立了完善的生产工艺流程,每个环节都有详细的操作规范和质量标准。
生产员工必须经过培训并严格按照操作规程进行生产。
为了提高生产的一致性和稳定性,孔无铜引进了自动化生产设备,减少了人工操作的因素对产品质量的影响。
公司还加强了对生产数据的收集和分析,利用数据驱动的方法进行生产工艺优化,提高产品的一致性和稳定性。
五、成品质量检测与控制成品质量是衡量企业产品竞争力的重要指标。
孔无铜在成品检测与控制方面倾注了大量的精力和资源。
针对电镀近期孔无铜事件分析报告一、主要原因分析:1、活化处理不良,活化液活性不够,温度太低,孔内不清洁,药液受到污染。
2.活化剂中钯离子含量不足,导致在活化过程中无法形成足够的胶体钯沉积在基材表面,在后续沉铜过程中,缺少钯离子催化而导致孔壁沉铜不良,引起孔内无金属缺陷。
二.次要原因:1.生产中管理者安排不到位,没有人来监控与管理,生产线处于失控状态。
2..图形转移与COV前处理时,微蚀次数过多,咬蚀底铜。
3..预浸与活化比重无法分析,导致无添加依据比重严重超标。
4..工艺操作条件控制不在范围内.5..生产中化学铜的PH值过低,活性太弱,沉铜速率过慢,由于化学铜需要强碱条件下才能进行,PH过低时甲醛还原能力下降,影响沉铜反应速率,造成沉铜不良。
6..钻孔质量太差,由于钻头不锋利,在钻孔过程中有大量的覆箔板切屑和钻渣残留在孔壁上至使这些部位沉积不上铜。
7..化学镀铜液组分浓度配比失调,PTH药液和镀液负载过大.三.改善预防措施:改善时间:(10.18-10.21)1..将负载过大和以污染的预侵药水更换。
2.在PTH生产过程中,对于活化缸及沉铜缸,应保证缸内各个组分维持在正常的浓度范围内,以保证化学反应的有序进行,除此之外,缸内PTH值及温度等也会影响孔壁内侧沉铜效果,应持续对其监控,要求每班开班和生产中每4小时分析一次,并做好相关记录。
3.PTH生产过程中适当提高活化缸及沉铜缸电振幅度,将原来的19º调为23º。
4.严格管控钻孔钻刀的使用时间以减少孔内切屑与杂质。
(需要钻孔工序控制)5.立即申购比重计,每班分析一次预浸,活化的比重,调整比重范围,始终控制在17Beº以上。
6.PTH后板电流密度从原来的1.6ASF改为1.5ASF,采用小电流长时间镀法,以保证孔内铜离子足够,保证孔壁电镀效果达到最佳。
7.减少图形与COV前处理微蚀次少,返工次数控制在2次以下。
8.增强员工的专业技能培训,每月至少培训3次以上。
针对电镀近期孔无铜事件分析报告一、主要原因分析:1、活化处理不良,活化液活性不够,温度太低,孔内不清洁,药液受到污染。
2.活化剂中钯离子含量不足,导致在活化过程中无法形成足够的胶体钯沉积在基材表面,在后续沉铜过程中,缺少钯离子催化而导致孔壁沉铜不良,引起孔内无金属缺陷。
二.次要原因:1.生产中管理者安排不到位,没有人来监控与管理,生产线处于失控状态。
2..图形转移与COV前处理时,微蚀次数过多,咬蚀底铜。
3..预浸与活化比重无法分析,导致无添加依据比重严重超标。
4..工艺操作条件控制不在范围内.5..生产中化学铜的PH值过低,活性太弱,沉铜速率过慢,由于化学铜需要强碱条件下才能进行,PH过低时甲醛还原能力下降,影响沉铜反应速率,造成沉铜不良。
6..钻孔质量太差,由于钻头不锋利,在钻孔过程中有大量的覆箔板切屑和钻渣残留在孔壁上至使这些部位沉积不上铜。
7..化学镀铜液组分浓度配比失调,PTH药液和镀液负载过大.三.改善预防措施:改善时间:(10.18-10.21)1..将负载过大和以污染的预侵药水更换。
2.在PTH生产过程中,对于活化缸及沉铜缸,应保证缸内各个组分维持在正常的浓度范围内,以保证化学反应的有序进行,除此之外,缸内PTH值及温度等也会影响孔壁内侧沉铜效果,应持续对其监控,要求每班开班和生产中每4小时分析一次,并做好相关记录。
3.PTH生产过程中适当提高活化缸及沉铜缸电振幅度,将原来的19º调为23º。
4.严格管控钻孔钻刀的使用时间以减少孔内切屑与杂质。
(需要钻孔工序控制)5.立即申购比重计,每班分析一次预浸,活化的比重,调整比重范围,始终控制在17Beº以上。
6.PTH后板电流密度从原来的1.6ASF改为1.5ASF,采用小电流长时间镀法,以保证孔内铜离子足够,保证孔壁电镀效果达到最佳。
7.减少图形与COV前处理微蚀次少,返工次数控制在2次以下。
8.增强员工的专业技能培训,每月至少培训3次以上。

FPC沉铜线异常情况与处理方案由于生产过程中,总会出现沉铜不上铜或孔内无铜现象,因此困绕着同行,在此个人就在此行业内的多年经验发表一下相关论点,希望各位同仁多多指导,有不同关点也可相互探讨,相互学习。
孔无铜原因查找1、确认沉铜缸药水无异常,看挂具沉铜是否OK2、确认各药水缸药水浓度时间操作无误,加速缸时间会不会过久3、分析PI缸药水成份是否在控制范围,时间,温度是否正常,还可通过切片用40倍镜察看,如咬蚀过度,在镜下斜点角度可见有凹下,调整40倍镜可见星点铜光亮点,如还不能确认,就取4张试板,用2张板做缩短时间2分钟,2张板做延长3分钟,做完PI缸后插拖缸板一起做沉铜线处理,查看结果就能确认是咬蚀不够还是咬蚀过度了。
4、如是多层板,看压合是否压实,如是层压问题,在电镀时用1.4A电流电20分钟,良率会有所提高。
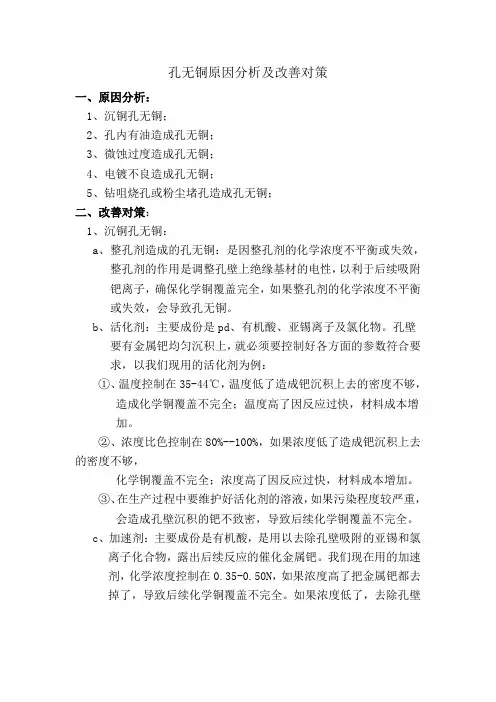
雾状花板现象1、确认板材是否有问题,取2张生产板过10秒微蚀,水洗后直接沉铜,如是基材问题,延长微蚀缸时间20-30秒,效果会好点,但不能完全解决2、看整孔缸药水是否有异常或污染严重,如不是加错药水的话,可用干净的阳极袋过滤3、跳缸试板看哪个缸污染了,再行处理.三、沉铜后板面有黑色水流印或花板现象1、检查挂具上是否有异物,注:胶类物很容易产生这各现象(PV胶线)2、分析药水浓度是否碱含量过高(8-13g/L)如在13g/L以上有可能出现反应过强,出现靠挂具面发黑现象.3、花板现象应检微蚀缸,加速缸各水洗缸及PI调整剂浓度:a.40℃时380ml/PI38-40g/L钾每分钟咬蚀PI0.036b.44℃时350ml/PI38-40g/L钾双面压延板6分钟c.44℃时380ml/PI40-42g/L钾4-5分钟OK电镀缸异常情况与处理方案电镀铜厚:1.5A镀14分钟厚度在8~12um;1.5A镀14分钟厚度在6~9um。
一、烧板现象1、进析,出板时电流是否调到10-20A2、钛蓝里的铜球是否空无3、光亮剂是否偏低,看没烧板区域光亮度如何?二、镀铜后孔口发白或拖尾现象1、调整光亮剂的次光亮剂,每1500L可加3g2、补加M开缸剂3、板边光亮中间亚而不亮,加次光亮剂调整4、光剂过剩三、镀铜后板面哑色或光亮度不亮1、分析氯离子浓度(40-70ppm)2、导电性是否正常,如导电不良应反工从沉铜线后重做,具体操场作,微蚀1分钟后做整孔,再微蚀20-60秒,试电铜板面情况而定,后处理正常做3、用哈氏槽打片,看光剂浓度是否正常四、电镀层铜的分层1、来料板面有胶或异物,检板退膜处理2、沉铜线整孔缸是否有污染(如板面整板出现不规则电镀铜分层时)显影剂加到整孔缸会出现以上现象,确认污染只能换缸五、电镀缸氯离子加多了后的处理方案1、清洗铜球;2、用拖缸板电解拖缸;3、较高情况时用锌粉处理,1g可降低60ppm;六、电镀板面出现铜颗粒1、更换滤心,是否长期未做处理(6-1年)2、不严重时加M剂调整,用小电流拖缸处理七、电镀后孔无铜1、下板时电流是否有开电流;(设15-30AH)2、检查处理沉铜板是否有铜3、检查正负极电流是否正常。
To :正天伟/朱副总Cc :冉总Fm :正天伟客服/唐永生Date :2012-1-9APP :NO :HY120101SUB :孔无铜原因分析及跟进报告一、 目的为贵司找出孔无铜的根本原因,提高品质合格率。
增加与贵司良好的合作关系。
二、问题描述据贵司反馈近段时间生产板孔无铜的问题比较频繁。
三、现场了解情况2012 年 1 月 6 日下午赶到贵司首先查看孔无铜板的具体状况。
经了解,主要有D28010、D26931、D26485 三个料号产生孔无铜。
经观察,孔径为 0.4mm 的小孔孔无铜比例占 90%,孔径为 1.0 以上的大孔孔无铜比例占 10%。
平均 1PCS 上孔无铜达 2-5 个孔数。
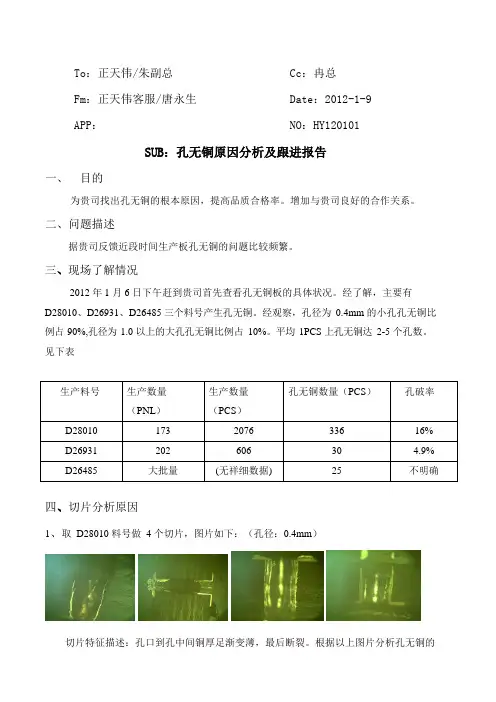
见下表生产料号 生产数量 (PNL )生产数量 (PCS )孔无铜数量(PCS ) 孔破率D28010 173 2076 336 16% D26931 202 606 30 4.9% D26485大批量(无祥细数据)25不明确四、切片分析原因1、取 D28010 料号做 4 个切片,图片如下:(孔径:0.4mm )切片特征描述:孔口到孔中间铜厚足渐变薄,最后断裂。
根据以上图片分析孔无铜的孔内残留油墨磨板过度导致孔口无铜钻孔粗糙度达钻孔粗糙度达钻孔粗糙度达钻孔粗糙度达钻孔粗糙度达蓝色为孔内残留油蓝色为孔内残留油原因为镀铜深镀不良或显影不净。
但把图片放大400 倍后观察孔内状况,各孔内均有钻孔粗糙度过大的问题。
2、取D26931 料号做4 个切片,图下如下:根据以上图片分析孔无铜的原因有油墨入孔,蚀刻后磨板过度,钻孔粗糙度过大导致沉不上铜而最终产生孔无铜。
3、取D26485 料号做8 个切片,图片如下:切片特征描述:断裂位在于孔中间或孔口处,且孔铜呈对称平行状断裂现象。
根据以上图片分析孔无铜主要因油墨入孔所致,且部份切片用肉眼可明显看到有油墨在孔内残留。
另在现场跟进过程中,发现此料号显影后的板孔内也有大量油墨在孔内残留。
孔无铜原因分析及改善对策一、原因分析:1、沉铜孔无铜;2、孔内有油造成孔无铜;3、微蚀过度造成孔无铜;4、电镀不良造成孔无铜;5、钻咀烧孔或粉尘堵孔造成孔无铜;二、改善对策:1、沉铜孔无铜:a、整孔剂造成的孔无铜:是因整孔剂的化学浓度不平衡或失效,整孔剂的作用是调整孔壁上绝缘基材的电性,以利于后续吸附钯离子,确保化学铜覆盖完全,如果整孔剂的化学浓度不平衡或失效,会导致孔无铜。
b、活化剂:主要成份是pd、有机酸、亚锡离子及氯化物。
孔壁要有金属钯均匀沉积上,就必须要控制好各方面的参数符合要求,以我们现用的活化剂为例:①、温度控制在35-44℃,温度低了造成钯沉积上去的密度不够,造成化学铜覆盖不完全;温度高了因反应过快,材料成本增加。
②、浓度比色控制在80%--100%,如果浓度低了造成钯沉积上去的密度不够,化学铜覆盖不完全;浓度高了因反应过快,材料成本增加。
③、在生产过程中要维护好活化剂的溶液,如果污染程度较严重,会造成孔壁沉积的钯不致密,导致后续化学铜覆盖不完全。
c、加速剂:主要成份是有机酸,是用以去除孔壁吸附的亚锡和氯离子化合物,露出后续反应的催化金属钯。
我们现在用的加速剂,化学浓度控制在0.35-0.50N,如果浓度高了把金属钯都去掉了,导致后续化学铜覆盖不完全。
如果浓度低了,去除孔壁吸附的亚锡和氯离子化合物效果不良,导致后续化学铜覆盖不完全。
d、化学铜参数的控制是关系到化学铜覆盖好坏的关键,以我司目前所使用的药水参数为例:①、温度控制在25--32℃,温度低了药液活性不好,造成孔无铜;如果温度超过38℃时,因药液反应快,铜离子释出也快,造成板面铜粒而返工甚至报废,这样沉铜药液要立即进行过滤,否则药液有可能造成报废。
②、Cu2+控制在1.5—3.0g/L,Cu2+含量低了药液活性不好,造成孔化不良;如果浓度超过3.5g/L时,因药液反应快,铜离子释出也快,造成板面铜粒而返工甚至报废,这样沉铜药液要立即进行过滤,否则药液有可能造成报废。
PCB板电镀无铜孔异常影响因素及改善措施概述采用不同树脂系统和材质基板,树脂系统不同,会导致沉铜处理时活化效果和沉铜时明显基板前处理问题:一些基板可能会吸潮和本身在压合成基板时部分树脂固化不良,这样在钻孔时可能会因为树脂本身强度不够而造成钻孔质量很差,钻污多或孔壁树脂撕挖严重等,因此开料时进行必要烘烤是应该。
此外一些多层板层压后也可能会出现PP半固化片基材区树枝固化不良状况,也会直接影响钻孔和除胶渣活化沉铜等。
钻孔状况太差,主要表现为:孔内树脂粉尘多,孔壁粗糙,空口毛刺严重,孔内毛刺,内层铜箔钉头,玻璃纤维区撕扯断面长短不齐等,都会对化学铜造成一定质量隐患。
下,同时也起到清洗除去孔内粉尘作用。
特别是多一些不经过除胶渣工艺处理双面板来说就更为重要。
还有一点要说明,大家不要认为有了除胶渣就可以出去孔内胶渣和粉尘,其实很多情况下,除胶渣工艺对粉尘处理效果极为有限,因为在槽液中粉尘会形成小胶团,使槽液很难处理,这个胶团吸附在孔壁上可能形成孔内镀瘤,也有可能在后续加工过程中从孔壁脱落,这样也可能造成孔内点状无铜,因此对多层和双面板来讲,必要机械刷板和高压清洗也是必需,特别面临着行业发展趋势,小孔板和高纵横比板子越来越为普遍状况下。
甚至有时超声波清洗除去孔内粉尘也成为趋势。
适当除胶渣工艺,可以大大增加孔比结合力和内层连接可靠性,但是除胶工艺以及相关槽液之间协调不良问题也会带来一些偶然问题。
除胶渣不足,会造成孔壁微孔洞,内层结合不良,孔壁脱离,吹孔等质量隐患;除胶过度,也可能造成孔内玻璃纤维突出,孔内粗糙,玻璃纤维截点,渗铜,内层楔形孔破内层黑化铜之间分离造成孔铜断裂或不连续或镀层皱褶镀层应力加大等状况。
另外除胶几个槽液之间协调控制问题也是非常重要原因。
膨松/溶胀不足,可能会造成除胶渣不足;膨松/溶胀过渡而出较为能除尽已蓬松树脂,则改出在沉铜时也会活化不良沉铜不上,即使沉上铜也可能在后工序出现树脂下陷,孔壁脱离等缺陷;对除胶槽来讲,新槽和较高处理活性也可能会一些联结程度较低单功能树脂双功能树脂和部分三功能树脂出现过度除胶现象,导致孔壁玻璃纤维突出,玻璃纤维较难活化且与化学铜结合力较与树脂之间更差,沉铜后因镀层在极度不平基底上沉积,化学铜应力会成倍加大,严重可以明显看到沉铜后孔壁化学铜一片片从孔壁上脱落,造成后续孔内无铜产生。
浅谈孔壁镀层空洞的成因及对策[作者:pcbsmt] 2008-4-25 23:11:23 本文被阅读2684次关键词:化学沉铜、孔壁镀层空洞、图形电镀、全板电镀摘要:化学沉铜是印制电路板孔金属化过程中,一个非常重要的步骤,其目的是在孔壁以及铜面上,形成极薄的导电铜层,为后面的电镀做准备。
而孔壁镀层的空洞是印制电路板孔金属化常见的缺陷之一,也是易引起印制电路板批量报废的项目之一,因此解决印制电路板镀层空洞问题是印制板厂家重点控制的一项内容,但由于造成其缺陷的原因多种多样,只有准确的判断其缺陷的特征才能有效的找出解决的方案。
1、PTH造成的孔壁镀层空洞PTH造成的孔壁镀层空洞主要是点状的或环状的空洞,具体产生的原因如下:(1)沉铜缸铜含量、氢氧化钠与甲醛的浓度铜缸的溶液浓度是首先要考虑的。
一般来说,铜含量、氢氧化钠与甲醛的浓度是成比例的,当其中的任何一种含量低于标准数值的10%时都会破坏化学反应的平衡,造成化学铜沉积不良,出现点状的空洞。
所以优先考虑调整铜缸的各药水参数。
(2)槽液的温度槽液的温度对溶液的活性也存在着重要的影响。
在各溶液中一般都会有温度的要求,其中有些是要严格控制的。
所以对槽液的温度也要随时关注。
(3)活化液的控制二价锡离子偏低会造成胶体钯的分解,影响钯的吸附,但只要对活化液定时的进行添加补充,不会造成大的问题。
活化液控制的重点是不能用空气搅拌,空气中的氧会氧化二价锡离子,同时也不能有水进入,会造成SnCl2的水解。
(4)清洗的温度清洗的温度常常被人忽视,清洗的最佳温度是在20℃以上,若低于15℃就会影响清洗的效果。
在冬季的时候,水温会变的很低,尤其是在北方。
由于水洗的温度低,板子在清洗后的温度也会变的很低,在进入铜缸后板子的温度不能立刻升上来,会因为错过了铜沉积的黄金时间而影响沉积的效果。
所以在环境温度较低的地方,也要注意清洗水的温度。
(5)整孔剂的使用温度、浓度与时间药液的温度有着较严格的要求,过高的温度会造成整孔剂的分解,使整孔剂的浓度变低,影响整孔的效果,其明显的特征是在孔内的玻璃纤维布处出现点状空洞。
TO:程副总FROM:MEDATE:2/29/08PTH孔无铜及吹孔改善一.背景自2007年3月至7月以来孔无铜及吹孔所导致的品质异常呈上升趋势,因吹孔及孔无铜造成客户投诉率在最高峰7月份时已经达到每周7次,造成客户大量退货及投诉,严重影响产品品质。
二,目的为改善PTH工序孔无铜及吹孔异常,跟进沉铜孔无铜及吹孔形成原因,找出相关参数之间的内在联系,以便提供具体有效的控制方案,从而稳定生产,提升品质。
二.分析改善过程树脂无铜及吹孔改善关于吹孔吹孔,电子厂也叫元件脚气孔,是插件过波峰焊时,孔内气体因高温而从焊锡中喷出,使焊锡中形成的空洞。
主要原因有以下几点:1、有机污染物,电路板和电子元件若被有机污染,污染物经高温而挥发造成气孔。
2、绝大部分是因为电路板内湿气,此问题往往是因钻孔粗糙和沉铜问题导致孔壁有空洞造成基材所吸水份在高温情况下通过孔壁空洞喷发而形成。
PCB产生吹孔的因素:1)、孔壁粗糙度过大,造成孔壁水气残留,铜厚没达客户要求;2)、孔壁有Void。
对客户处提供之吹孔异常板进行分析发现焊点不良区域焊点表面光亮(焊接面),焊料对焊盘湿润良好,但焊点中存在吹孔。
对客户异常板进行切片分析,切片显示造成吹孔的原因为板内水份所致,该水分的来源为沉铜的孔壁空洞。
孔壁空洞造成基板内残留有水分,客户过锡炉时板因孔铜壁有破窟窿(Void)存在,出现大量水蒸气自破口处喷出,从而形成吹孔。
切片图如下:放大图镀铜空洞从金相切片分析镀铜空洞处为孔壁树脂上铜层空洞,且空洞处呈圆弧型,此种树脂上铜层空洞因背光不良引起,较严重的空洞会形成孔壁环切,造成孔壁镀铜断裂,电流不能导通;轻微的形成镀层空洞,在客户过高温炉时因镀铜空洞内容易藏水气引起吹孔上锡不良。
解决吹孔即为解决PTH树脂无铜,而解决背光不良为解决PTH树脂无铜的决定性因素。
我们可以从沉铜反应机理来分析影响背光效果的相关因素以期找出解决背光不良的相关控制解决方案。
沉铜的化学机理一)、流程:除油→微蚀→预活化→活化→加速→化学沉铜二)、流程步骤说明:除油:1)、Desmear后孔内呈两极现象,其中CU呈现高电位正点,环氧树脂及玻璃纤维呈负电。
To :DF 、QA 、SE CC :罗生、林生、霍生、王生、朱生、刘生 Fr :ME/李裕鹏 Ref :GR-07-071 APP :刘涛 Date :7 FEB 2007* * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * *S U B :D F 孔内铜改善措施一、 背景:长期以来,DF 工序在我司总体孔内无铜缺陷中所占比例时高时低,且出现数量较大,造成生产板报废及不良品客诉隐患。
二、 目的:统计长期以来DF 工序所产生孔内无铜产生原因,并制定详细改善方案。
三、 定义:因DF 工序干膜以各种不同形态存在于导通孔内,并且在图电镀铜前未能去除掉,电镀不上铜锡,及影响到电镀药液不能贯通孔内,造成电镀不上(或不完整),蚀刻后导通孔程开路(或孔内破洞),我司称为DF 孔内无铜。
四、 分类:根据孔内无铜所造成的不同后果,从切片图形分为:干膜流胶入孔、膜碎入孔、返洗不净、擦花压伤入孔四类。
A d d r e s s : S h e n S h a n E c o n o m i c D e v e l o p m e n t Z o n e ,B a i Y u n R e g i o n ,G u a n g z h o u ,C h i n a . 地址:中国广州市白云区神山镇工业开发区大岭路口 电话:(020)86608190 传真:(020)86060573广 州 本 立 电 子 有 限 公 司M I S S I O N (G UA N G Z H O U ) L T D .E92552五、 原因分析:、干膜流胶入孔: 1)磨板速度快、温度低,风刀排例不规范、风量不足、叠板、板面积超出有效风干范围,所致小孔内水份(水气)未烘干,水气溶解干膜,并流胶入孔口以内;2)贴膜后到冲板前放置时间过长,干膜因本身为液态单体结构,在长时间内缓慢流入孔口以内;、膜碎入孔: 显影时在液压下,膜碎及溶解后的结晶体杂物被冲入孔内,水洗段时未能洗掉; 、返洗不净: 1)曝光返洗板通常为擦花干膜、干膜起皱等缺陷,显影一次或两次均不能冲干净堆积于孔口干膜;2)曝光后返洗板由于镀通孔Ring 为设计不曝光,干膜存在超时流胶入孔现象和返洗过程中膜碎入孔现象;、擦花压伤干膜入孔:贴膜压力过大、温度过高、热辘清洁不够、贴膜后未散热堆叠,造成干膜挤压入孔口以内;七、小结:综上所述,为我司长期以来累积下来的DF孔内无铜改善措施,其中80%在WI文件上有详细介定,另部份内容为ME新增措施,下步ME加入系统文件。