针对FPC电镀孔无铜事件的分析
- 格式:doc
- 大小:18.00 KB
- 文档页数:4
FPC制程中常见不良因素一. 裁切裁剪是FPC原材料制作的首站,其品质问题对其后影响较大,而且也是成本的一个控制点,由于裁剪机械程度较高,对机械性能和保养尤为重要.且要求裁剪设备精度基本可以达到所裁剪物的精度,所以在对操作员操作技术熟练程度及责任心特别要求.A.产品常见不良:未数不足,压痕,摺痕,板翘,氧化,幅宽.1.未数不足:裁切公差引起,手工操作引起.2.压痕:材料本身,操作引起(裁切机转动引起).3.摺痕:卷曲包装材料与管轴连接处,材料的接点, 操作引起(裁切机转动引起).4.板翘: 卷曲包装材料的管轴偏小(77mm可换成152mm),冷藏的材料(Coverlay)冰箱里取出后回温四小时后亦会自然平整,过分干燥亦会引起材料翘板.5.氧化:材料的氧化主要与保存环境的湿度和保存时间有关.6.幅宽:产生材料的幅宽误差是与材料的分切设备.B. 认识原材料的编码:如铜箔类别;厂商代码;层别;单双面板;绝缘层类别;无绝缘层类别绝缘层厚度;绝缘层与铜片间有无粘着剂;铜皮厚度;铜皮处理;宽度码.C.生产工艺要求:1.操作者应带手套和指套,防止铜箔表面因接触手上之汗渍等氧化.2.正确的架料方式,防止邹折.3.不可裁偏,手对裁时不可破坏冲制定位孔和测试孔.如无特殊说明时裁剪公差为单面板为±1mm 双面板为±0.3mm4.裁剪尺寸时不能有较大误差,而且要注意其垂直性,即裁剪为张时四边应为垂直(<2°)5.材料品质,材料表面不可有皱折,污点,重氧化现象,所裁切材料不可有毛边,溢胶等.6.机械保养:严格按照<自动裁剪机保养检查纪录表>之执行.二. 钻孔(CNC)CNC是整个FPC流程的第一站,其品质对后续程序有很大影响.CNC基本流程:组板→打PIN→钻孔→退PIN.A.产品常见不良:扯胶,尺寸涨缩.1.扯胶:A.胶粘剂性能(胶粘剂的软化点是60-90℃),B.叠层数量(正常9张),受到的阻力,转速,孔径(⊙为3),钻孔条件(设备,垫板,进刀数,退刀数)(进刀数0.6M/分钟,转速7.5万/分钟,退刀数25M/分钟,切片后150℃烘烤1小时).2.尺寸涨缩:材料切片后150℃烘烤1小时钻孔,正常标准为0.1%的尺寸涨缩,一般情况下MD方向会收缩,TD方向会膨胀.B. 生产工艺要求选择盖板→组板→胶带粘合→打箭头(记号)1.基本组板要求:单面板 15张单一铜 10张或15张双面板 10张单一铜 10张或15张黄色Coverlay 10张或15张白色Coverlay 25张辅强板根据情况3-6张2.盖板主要作用:a.减少进孔性毛头.b.防止钻机和压力脚在材料面上造成的压伤.c.使钻尖中心容易定位避免钻孔位置的偏斜.d.带走钻头与孔壁摩擦产生的热量,减少钻头的扭断.3.钻针管制办法a.使用次数管制.b.新钻头之辨识方法.c.新钻头之检验方法.4.品质管控要点a.依据钻片及钻孔资料确认产品孔位与孔数的正确性,并检查断针,验视钻孔是否完全导通.b.外观品质不可有翘铜,毛边之不良现象.5.生产制程管控要点a.产品确认b.流程确认c.组合确认d.尺寸确认e.位置确认f.程序确认g.刀具确认h.坐标确认i.方向确认.6. 生产中操作常见不良表现和原因a.断针 :①钻机操作不当,②钻头存有问题,③进刀太快等b.毛边 :①盖板,垫板不正确,②钻孔条件不对,③静电吸附等等7. 影响到钻孔品质的主要原因:a. 操作人员;技术能力,责任心,熟练程度b. 钻针;材质,形状,钻数,钻尖c. 压板;垫板;材质,厚度,导热性d. 钻孔机;震动,位置精度,夹力,辅助性能e. 钻孔参数;分次/单次加工方法,转数,进刀退刀速.f. 加工环境;外力震动,噪音,温度,湿度三. 磨刷研磨是FPC制程中可能被多次利用的一个辅助制程,作为其它制程的预处理或后处理工序,一般先对板子进行酸洗,微蚀或抗氧化处理,然后利用尼龙轮刷对板子的表面进行刷磨以除去板子表面的杂质,黑化层,残胶等。
孔无铜分析
一.造成孔无铜的原因很多,通常是干区与湿区两大制程造成;其次是镀铜过薄时,在工序经过的“微蚀”段过多、造成孔无铜(返工板最常见)。
二.沉铜气泡造成孔无铜:主要特征是二铜包一铜,断口铜是由薄变厚(沉铜时有气泡、孔内杂物、遥摆与振动幅度不够造成,主要是药水没有在孔内穿透、药水在孔内存在静置状态,板电时出现断续或连续断点现场,图电后形成二铜包一铜)。
孔粗及药水质量差也会造成此现象发生。
三.油墨入孔造成孔无铜:断口处的二铜没有将一铜包住,甚至有一铜底铜、无二铜;1印湿膜时,油墨在孔里严重堵塞、显影时无法全部显影掉,在图电时没有镀上铜造成,在后面的工序经过多个微蚀段的咬蚀、形成无孔铜,湿膜返工板最易造成油墨塞孔。
2或是干膜返工板,在片碱(NaOH)缸里的时间太久造成(片碱缸里存在大量的干膜碎与杂物质等,片碱缸长时间没有更换或干膜碎无清理)。
四.图电时孔内杂物或气泡造成孔无铜:孔铜断口处由薄变厚、但是距离短小,形成气泡弧形状,杂物规则不等,二铜无包住一铜。
主要体现是断口处的铜由薄变厚且距离短小(气泡或杂物下的一铜2-7UM,在生产过程中则会被微蚀工序咬蚀掉,返工板咬蚀的更多,孔铜断口处更长些)。
五.成品板客户投诉孔无铜:主要表现为过程镀铜偏薄、后工序生产时,微蚀过度或返工次数过多造成,通常是客户端上零件后,功能失效,原本有几个微米的铜,在上件后,经过大电流或强电流下,将薄的孔铜烧断开,造成过孔不通。
XX信息职业技术学院毕业设计(论文)说明书作者学号系部微电子工程系专业电子电路设计与工艺题目印制电路板生产中电镀铜工艺及常见故障分析指导教师评阅教师完成时间:2011年 5 月12 日题目:印制电路板生产中电镀铜工艺及常见故障分析摘要:镀铜层在空气中极易被氧化而失去光泽,铜柔软容易活化,能够与其他金属镀层形成良好的金属—金属间键合,从而获得镀层间良好的结合力。
因此,铜可以作为很多金属电沉积的底层,镀铜在印制板制作过程中占有重要位置。
印制电路板镀铜包括化学镀铜和电镀铜,其中电镀铜是PCB制作中的一个重要工艺。
文章主要介绍电镀铜的工艺技术,应注意的操作技术问题和一些常见故障的产生原因和处理方法。
关键词:印制电路板电镀铜分析Title:The copper plating and the common fault analyzing in the printed circuit board manufacturing processAbstract: Copper layer in the air by oxidation and lose luster, copper to activate, soft and other metal coating forming good metals - metal bonding, thus obtains good adhesion between the coating. Therefore, copper can be used as a lot of metal, the electrodeposition of copper in PCB manufacture occupies an important position in the process. PCB copper including electroless copper and copper plating copper plating, which is an important process of PCB production. This article mainly introduces the copper plating technology, should pay attention to the operation technical problems and some common failure causes and treatment method.Keywords: printed circuit board copper plating analyzing目录1 绪论2 电镀铜工艺2.1 电镀铜的作用和目的2.2 镀液中各成分作用2.3 镀液的配置2.4 镀液的维护2.5 浸酸2.6 全板电镀2.7 图形电镀2.8 孔金属化2.9 酸性除油2.10 微蚀3 电镀铜工艺的常见故障3.1 镀层发花或发雾3.2 镀层粗糙3.3 镀铜层上有麻点3.4 镀铜层上有条纹3.5 镀铜层光亮整平性不足结论致谢参考文献1 绪论印制板镀铜在我国已有三十余年的历史,镀铜技术也在日益成熟和完善。
针对电镀近期孔无铜事件分析报告一、主要原因分析:1、活化处理不良,活化液活性不够,温度太低,孔内不清洁,药液受到污染。
2.活化剂中钯离子含量不足,导致在活化过程中无法形成足够的胶体钯沉积在基材表面,在后续沉铜过程中,缺少钯离子催化而导致孔壁沉铜不良,引起孔内无金属缺陷。
二.次要原因:1.生产中管理者安排不到位,没有人来监控与管理,生产线处于失控状态。
2..图形转移与COV前处理时,微蚀次数过多,咬蚀底铜。
3..预浸与活化比重无法分析,导致无添加依据比重严重超标。
4..工艺操作条件控制不在范围内.5..生产中化学铜的PH值过低,活性太弱,沉铜速率过慢,由于化学铜需要强碱条件下才能进行,PH过低时甲醛还原能力下降,影响沉铜反应速率,造成沉铜不良。
6..钻孔质量太差,由于钻头不锋利,在钻孔过程中有大量的覆箔板切屑和钻渣残留在孔壁上至使这些部位沉积不上铜。
7..化学镀铜液组分浓度配比失调,PTH药液和镀液负载过大.三.改善预防措施:改善时间:(10.18-10.21)1..将负载过大和以污染的预侵药水更换。
2.在PTH生产过程中,对于活化缸及沉铜缸,应保证缸内各个组分维持在正常的浓度范围内,以保证化学反应的有序进行,除此之外,缸内PTH值及温度等也会影响孔壁内侧沉铜效果,应持续对其监控,要求每班开班和生产中每4小时分析一次,并做好相关记录。
3.PTH生产过程中适当提高活化缸及沉铜缸电振幅度,将原来的19º调为23º。
4.严格管控钻孔钻刀的使用时间以减少孔内切屑与杂质。
(需要钻孔工序控制)5.立即申购比重计,每班分析一次预浸,活化的比重,调整比重范围,始终控制在17Beº以上。
6.PTH后板电流密度从原来的1.6ASF改为1.5ASF,采用小电流长时间镀法,以保证孔内铜离子足够,保证孔壁电镀效果达到最佳。
7.减少图形与COV前处理微蚀次少,返工次数控制在2次以下。
8.增强员工的专业技能培训,每月至少培训3次以上。
微孔无铜原因分析与改善周毅;崔青鹏;陈雯【摘要】文章主要分析了PCB制造过程中微孔出现孔无铜的各类原因以及改善预防措施,并且详细介绍了对于火山灰堵孔造成的微孔孔无铜的原因分析。
%Specially in Micro-hole,void in hole is a big trouble that bother PCB manufactures.With the development of Electric-production,hole in the PCB becomes smaller and smaller.So it is necessary to find the root cause and sum up the experience of the solution method in this field.By analyzing every possible cause in the PCB production,especially in front-process,this paper explained some key-points in process which are overlooked in manufacturing.【期刊名称】《印制电路信息》【年(卷),期】2012(000)009【总页数】4页(P33-36)【关键词】微孔;孔无铜;高纵横比产品【作者】周毅;崔青鹏;陈雯【作者单位】深圳崇达多层线路板有限公司,广东深圳518132;深圳崇达多层线路板有限公司,广东深圳518132;深圳崇达多层线路板有限公司,广东深圳518132【正文语种】中文【中图分类】TN411 前言随着电子行业的不断发展,印制线路板亦越来越精细,不仅表现在线宽/线距更细、更密集,层数更高,同时导通孔的孔径也越来越小,即厚径比越来越高,这不仅对钻孔工艺和设备提出了更高的要求,也对与导通相关的其他工艺如沉铜、线路、电镀等亦提出了更高的要求,由于孔径过小,很多钻孔后制程都可能对孔导通产生重要的影响。
FPC沉铜线异常情况与处理方案由于生产过程中,总会出现沉铜不上铜或孔内无铜现象,因此困绕着同行,在此个人就在此行业内的多年经验发表一下相关论点,希望各位同仁多多指导,有不同关点也可相互探讨,相互学习。
孔无铜原因查找1、确认沉铜缸药水无异常,看挂具沉铜是否OK2、确认各药水缸药水浓度时间操作无误,加速缸时间会不会过久3、分析PI缸药水成份是否在控制范围,时间,温度是否正常,还可通过切片用40倍镜察看,如咬蚀过度,在镜下斜点角度可见有凹下,调整40倍镜可见星点铜光亮点,如还不能确认,就取4张试板,用2张板做缩短时间2分钟,2张板做延长3分钟,做完PI缸后插拖缸板一起做沉铜线处理,查看结果就能确认是咬蚀不够还是咬蚀过度了。
4、如是多层板,看压合是否压实,如是层压问题,在电镀时用1.4A电流电20分钟,良率会有所提高。
雾状花板现象1、确认板材是否有问题,取2张生产板过10秒微蚀,水洗后直接沉铜,如是基材问题,延长微蚀缸时间20-30秒,效果会好点,但不能完全解决2、看整孔缸药水是否有异常或污染严重,如不是加错药水的话,可用干净的阳极袋过滤3、跳缸试板看哪个缸污染了,再行处理.三、沉铜后板面有黑色水流印或花板现象1、检查挂具上是否有异物,注:胶类物很容易产生这各现象(PV胶线)2、分析药水浓度是否碱含量过高(8-13g/L)如在13g/L以上有可能出现反应过强,出现靠挂具面发黑现象.3、花板现象应检微蚀缸,加速缸各水洗缸及PI调整剂浓度:a.40℃时380ml/PI38-40g/L钾每分钟咬蚀PI0.036b.44℃时350ml/PI38-40g/L钾双面压延板6分钟c.44℃时380ml/PI40-42g/L钾4-5分钟OK电镀缸异常情况与处理方案电镀铜厚:1.5A镀14分钟厚度在8~12um;1.5A镀14分钟厚度在6~9um。
一、烧板现象1、进析,出板时电流是否调到10-20A2、钛蓝里的铜球是否空无3、光亮剂是否偏低,看没烧板区域光亮度如何?二、镀铜后孔口发白或拖尾现象1、调整光亮剂的次光亮剂,每1500L可加3g2、补加M开缸剂3、板边光亮中间亚而不亮,加次光亮剂调整4、光剂过剩三、镀铜后板面哑色或光亮度不亮1、分析氯离子浓度(40-70ppm)2、导电性是否正常,如导电不良应反工从沉铜线后重做,具体操场作,微蚀1分钟后做整孔,再微蚀20-60秒,试电铜板面情况而定,后处理正常做3、用哈氏槽打片,看光剂浓度是否正常四、电镀层铜的分层1、来料板面有胶或异物,检板退膜处理2、沉铜线整孔缸是否有污染(如板面整板出现不规则电镀铜分层时)显影剂加到整孔缸会出现以上现象,确认污染只能换缸五、电镀缸氯离子加多了后的处理方案1、清洗铜球;2、用拖缸板电解拖缸;3、较高情况时用锌粉处理,1g可降低60ppm;六、电镀板面出现铜颗粒1、更换滤心,是否长期未做处理(6-1年)2、不严重时加M剂调整,用小电流拖缸处理七、电镀后孔无铜1、下板时电流是否有开电流;(设15-30AH)2、检查处理沉铜板是否有铜3、检查正负极电流是否正常。
开料:裁剪是FPC原材料制作的首站,其品质问题对其后影响较大,而且也是成本的一个控制点,由于裁剪机械程度较高,对机械性能和保养尤为重要,且要求裁剪设备精度基本可以达到所裁剪的精度,所以在对操作员操作技术熟练程度及责任心特别要求。
1、开料前要注意检查:1>、取出来的材料型号是否与MI是否一致2>、确保材料在生产日期之内3>、检查材料对否因为存储环境导致变质2、产品常见不良及预防:未数不足、压痕、折痕、板翘、氧化、幅宽。
1>、未数不足:裁切公差引起,手工操作引起。
2>、压痕:材料本身,操作引起(裁切机转动引起)。
3>、折痕:卷曲包装材料与管轴连接处,材料的接点,操作引起(裁切机转动引起)。
4>、板翘:卷曲包装材料的管轴偏小(77mm可换成152mm),冷藏的材料(Coverlay)。
冰箱里取出后回温四小时后亦会自然平整,过分干燥亦会引起材料翘板。
5>、氧化:材料的氧化主要与保存环境的湿度和保存时间有关。
6>、幅宽:产生材料的幅宽误差是与材料的分切设备有关。
3、控制不良方法:上述大部分不良都与员工操作有关,即认为因素。
针对此,采取以下解决方法。
1>、操作者应带手套和指套,防止铜箔表面因接触手上的汗渍等氧化。
2>、正确的架料方式,防止邹折。
3>、不可裁偏,手对裁时不可破坏冲制定位孔和测试孔。
如无特殊说明时裁剪公差为单面板为±1mm ,双面板为±0.3mm。
4>、裁剪尺寸时不能有较大误差,而且要注意其垂直性,即裁剪为张时四边应为垂直(<2°)。
5>、材料品质,材料表面不可有皱折、污点、重氧化现象,所裁切材料不可有毛边、溢胶等。
6>、机械保养:严格按照<自动裁剪机保养检查纪录表>之执行。
钻孔:有时为了让一般的线路板符合客户的要求,常常要钻出不同用途的孔,例如,测试孔、定位孔、导通孔(双面板、多面板)、零件孔、识别孔等。
PCB电镀铜常见问题以及排除方法现代电镀网讯:目前国内电镀越来越先进,光亮镀铜是以硫酸铜和硫酸作为基本成分,引入适量添加剂或其他光亮剂,使镀液的工艺特性得以改善和提高,并直接获得镜面光亮铜层[1]。
其广泛用于装饰性多层电镀中间层及印刷线路板镀铜层,省去机械抛光。
但是,生产中有时会出现镀层不亮现象。
造成这种情况的因素较多,多样多化在新配镀液时所用的普通硫酸铜、硫酸是不纯的,如工业硫酸的质量分数≥92.5%,含有很多的铁和有机杂质,若不进行处理,电镀时会使镀层不亮。
即便是用试剂级硫酸,如果不处理也会出现这种情况,因为硫酸铜或多或少也有杂质。
可在尚未添加硫酸之前,在已溶解的硫酸铜溶液中(pH值为4)加入质量分数为30%的H2O21~2mL/L和活性炭0.5~1.0g/L联合处理。
利用三价铁的氢氧化物容易沉淀的性质除去铁杂质;加入活性炭吸附,可以同时消除有机杂质的影响。
这样开始电镀,就能镀得光亮铜层。
镀液经长期使用所产生的金属杂质和有机杂质将越积越多,显然,该镀液是不纯的。
如果不按工艺要求做定期处理,当铁杂质的质量浓度达到10g/L以上时,电流效率和镀层亮度明显下降。
例如:某厂一镀槽电流开不大,镀层薄而不亮,镀件边角易烧焦,曾一度无法正常生产。
在笔者建议下取样分析,但由于溶液中铁的质量浓度高,对分析硫酸铜、硫酸终点产生干扰而无法显示数据,于是分析铁离子竟高达40g/L。
根据观察,镀液颜色浅,在确认镀液中各成分的质量浓度偏低的情况下,补充40g/L硫酸铜和15g/L硫酸,以降低铁杂质的影响;然后按常规进行处理,使镀槽恢复了正常,镀出了全光亮铜层。
2.光亮剂消耗酸性光亮镀铜液中光亮剂的消耗情况与很多因素有关,如工件种类、形状、表面状态以及镀液中无机、有机杂质和硫酸铜的质量浓度等。
特别是Cl-不足,即便是光亮剂在正常范围内也难以获得整平性好的光亮镀层;当Cl-的质量浓度过高时,将加快光亮剂的消耗。
长期使用的镀液,一部分光亮剂随着工件的带出和镀层的夹杂作用而消耗掉;一部分将分解成有机杂质;还有一部分留在镀液中而使光亮剂本身的组分发生变化。
字号:大中小PCB金属化孔镀层缺陷成因分析及对策1 前言金属化孔质量与多层板质量及可靠性息息相关。
金属化孔起着多层印制线路电气互连的作用。
孔壁镀铜层质量是印制板质量的核心,不仅要求镀层有合适的厚度、均匀性和延展性,而且要求镀层在288℃热冲击10秒不能产生断裂。
因为孔壁镀铜层热冲击断裂是一种致命的缺陷,它将造成内层线路间和内层与外层线路之间断路;轻者影响线路断续导电,重者引起多层板报废。
目前,印制板生产中经常出现的金属化孔镀层缺陷主要有:金属化孔内镀铜层空洞、瘤状物、孔内镀层薄、粉红圈以及多层板孔壁与内层铜环连接不良等。
这些缺陷的绝大多数将导致产品报废,造成严重的经济损失,影响交货期。
2 金属化孔镀层主要缺陷的产生原因及相应对策我们首先简单回顾一下多层印制板的制造工艺过程。
下料制板蚀刻黑化层压钻孔去沾污及凹蚀处理孔金属化全板电镀制板图形电镀脱膜蚀刻丝印阻焊热风整平丝印字符本文将从钻孔工序、孔壁去树脂沾污及凹蚀处理工序、电镀及多层板层压工序等几个方面,分析金属化孔镀层的主要缺陷及产生原因,阐述如何优化工艺参数,进行严格的工艺及生产管理,以保证孔化质量。
2.1 钻孔工序大多数镀层空洞部位都伴随出现钻孔质量差引起的孔壁缺陷,如孔口毛刺、孔壁粗糙、基材凹坑及环氧树脂腻污等。
由此造成孔壁镀铜层空洞,孔壁基材与镀层分离或镀层不平整。
下面,将对孔壁缺陷的成因及所采取的措施进行阐述:2.1.1 孔口毛刺的产生及去除无论是采用手工钻还是数控钻,也无论是采用何种钻头和钻孔工艺参数,覆铜箔板在其钻孔过程中,产生毛刺总是不可避免的。
孔口毛刺对于金属化孔质量的影响历来不被人们所重视,但对于高可靠性印制板的金属化孔质量来讲,它却是一个不可忽视的因素。
首先,孔口毛刺会改变孔径尺寸,导致孔径入口处尺寸变小,影响元器件的插入。
其次,凸起或凹陷进入孔内的铜箔毛刺,将影响孔金属化过程中电镀时的电力线分布,导致孔口镀层厚度偏薄和应力集中,从而使成品印制板的孔口镀铜层在受到热冲击时,极易因基板热膨胀所引起的轴向拉伸应力造成断裂现象。
To :正天伟/朱副总Cc :冉总Fm :正天伟客服/唐永生Date :2012-1-9APP :NO :HY120101SUB :孔无铜原因分析及跟进报告一、 目的为贵司找出孔无铜的根本原因,提高品质合格率。
增加与贵司良好的合作关系。
二、问题描述据贵司反馈近段时间生产板孔无铜的问题比较频繁。
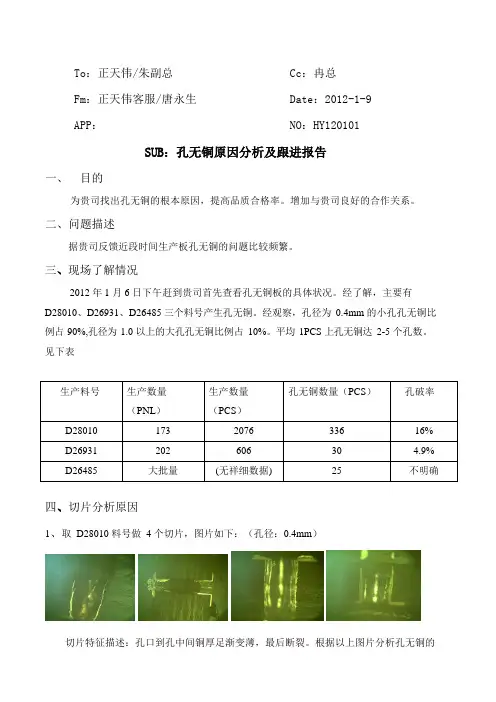
三、现场了解情况2012 年 1 月 6 日下午赶到贵司首先查看孔无铜板的具体状况。
经了解,主要有D28010、D26931、D26485 三个料号产生孔无铜。
经观察,孔径为 0.4mm 的小孔孔无铜比例占 90%,孔径为 1.0 以上的大孔孔无铜比例占 10%。
平均 1PCS 上孔无铜达 2-5 个孔数。
见下表生产料号 生产数量 (PNL )生产数量 (PCS )孔无铜数量(PCS ) 孔破率D28010 173 2076 336 16% D26931 202 606 30 4.9% D26485大批量(无祥细数据)25不明确四、切片分析原因1、取 D28010 料号做 4 个切片,图片如下:(孔径:0.4mm )切片特征描述:孔口到孔中间铜厚足渐变薄,最后断裂。
根据以上图片分析孔无铜的孔内残留油墨磨板过度导致孔口无铜钻孔粗糙度达钻孔粗糙度达钻孔粗糙度达钻孔粗糙度达钻孔粗糙度达蓝色为孔内残留油蓝色为孔内残留油原因为镀铜深镀不良或显影不净。
但把图片放大400 倍后观察孔内状况,各孔内均有钻孔粗糙度过大的问题。
2、取D26931 料号做4 个切片,图下如下:根据以上图片分析孔无铜的原因有油墨入孔,蚀刻后磨板过度,钻孔粗糙度过大导致沉不上铜而最终产生孔无铜。
3、取D26485 料号做8 个切片,图片如下:切片特征描述:断裂位在于孔中间或孔口处,且孔铜呈对称平行状断裂现象。
根据以上图片分析孔无铜主要因油墨入孔所致,且部份切片用肉眼可明显看到有油墨在孔内残留。
另在现场跟进过程中,发现此料号显影后的板孔内也有大量油墨在孔内残留。
FPC制程中常见不良因素一. 裁切裁剪是FPC原材料制作的首站,其品质问题对其后影响较大,而且也是成本的一个控制点,由于裁剪机械程度较高,对机械性能和保养尤为重要.且要求裁剪设备精度基本可以达到所裁剪物的精度,所以在对操作员操作技术熟练程度及责任心特别要求.A.产品常见不良:未数不足,压痕,摺痕,板翘,氧化,幅宽.1.未数不足:裁切公差引起,手工操作引起.2.压痕:材料本身,操作引起(裁切机转动引起).3.摺痕:卷曲包装材料与管轴连接处,材料的接点, 操作引起(裁切机转动引起).4.板翘: 卷曲包装材料的管轴偏小(77mm可换成152mm),冷藏的材料(Coverlay)冰箱里取出后回温四小时后亦会自然平整,过分干燥亦会引起材料翘板.5.氧化:材料的氧化主要与保存环境的湿度和保存时间有关.6.幅宽:产生材料的幅宽误差是与材料的分切设备.B. 认识原材料的编码:如铜箔类别;厂商代码;层别;单双面板;绝缘层类别;无绝缘层类别绝缘层厚度;绝缘层与铜片间有无粘着剂;铜皮厚度;铜皮处理;宽度码.C.生产工艺要求:1.操作者应带手套和指套,防止铜箔表面因接触手上之汗渍等氧化.2.正确的架料方式,防止邹折.3.不可裁偏,手对裁时不可破坏冲制定位孔和测试孔.如无特殊说明时裁剪公差为单面板为±1mm 双面板为±0.3mm4.裁剪尺寸时不能有较大误差,而且要注意其垂直性,即裁剪为张时四边应为垂直(<2°)5.材料品质,材料表面不可有皱折,污点,重氧化现象,所裁切材料不可有毛边,溢胶等.6.机械保养:严格按照<自动裁剪机保养检查纪录表>之执行.二. 钻孔(CNC)CNC是整个FPC流程的第一站,其品质对后续程序有很大影响.CNC基本流程:组板→打PIN→钻孔→退PIN.A.产品常见不良:扯胶,尺寸涨缩.1.扯胶:A.胶粘剂性能(胶粘剂的软化点是60-90℃),B.叠层数量(正常9张),受到的阻力,转速,孔径(⊙为3),钻孔条件(设备,垫板,进刀数,退刀数)(进刀数0.6M/分钟,转速7.5万/分钟,退刀数25M/分钟,切片后150℃烘烤1小时).2.尺寸涨缩:材料切片后150℃烘烤1小时钻孔,正常标准为0.1%的尺寸涨缩,一般情况下MD方向会收缩,TD方向会膨胀.B. 生产工艺要求选择盖板→组板→胶带粘合→打箭头(记号)1.基本组板要求:单面板 15张单一铜 10张或15张双面板 10张单一铜 10张或15张黄色Coverlay 10张或15张白色Coverlay 25张辅强板根据情况3-6张2.盖板主要作用:a.减少进孔性毛头.b.防止钻机和压力脚在材料面上造成的压伤.c.使钻尖中心容易定位避免钻孔位置的偏斜.d.带走钻头与孔壁摩擦产生的热量,减少钻头的扭断.3.钻针管制办法a.使用次数管制.b.新钻头之辨识方法.c.新钻头之检验方法.4.品质管控要点a.依据钻片及钻孔资料确认产品孔位与孔数的正确性,并检查断针,验视钻孔是否完全导通.b.外观品质不可有翘铜,毛边之不良现象.5.生产制程管控要点a.产品确认b.流程确认c.组合确认d.尺寸确认e.位置确认f.程序确认g.刀具确认h.坐标确认i.方向确认.6. 生产中操作常见不良表现和原因a.断针 :①钻机操作不当,②钻头存有问题,③进刀太快等b.毛边 :①盖板,垫板不正确,②钻孔条件不对,③静电吸附等等7. 影响到钻孔品质的主要原因:a. 操作人员;技术能力,责任心,熟练程度b. 钻针;材质,形状,钻数,钻尖c. 压板;垫板;材质,厚度,导热性d. 钻孔机;震动,位置精度,夹力,辅助性能e. 钻孔参数;分次/单次加工方法,转数,进刀退刀速.f. 加工环境;外力震动,噪音,温度,湿度三. 磨刷研磨是FPC制程中可能被多次利用的一个辅助制程,作为其它制程的预处理或后处理工序,一般先对板子进行酸洗,微蚀或抗氧化处理,然后利用尼龙轮刷对板子的表面进行刷磨以除去板子表面的杂质,黑化层,残胶等。
各制程的制作要点自动裁剪裁剪是整个FPQM材料制作的首站,其质量问题对后其影响较大,而且是成本的一个控制点,由于裁剪机械程度较高,对机械性能和保养大为重要.而且裁剪机设备精度基本可以达到所裁剪物的精度要求,所以在对操作员操作技术及熟练程度和责任心提高为重点^1.原材料编码的认识如;B08NN00R1B250B铜箔类08:厂商代码1N层别,N,铜片S,单面板D,双面板2N绝缘层类别N.无绝缘层类别K.kapthonP.polyster10绝缘层厚度0,无1:1mil2:2mil20绝缘层与铜片间有无粘着剂0;无1;有R,铜皮类别A:铝箔H:高延展性电解铜R:压延铜E:电解铜1,铜皮厚度B,铜皮处理R:棕化G:normal250,宽度码Coverlay编码原则2.制程质量控制根据首件A.操作者应带手套和指套,防止铜箔表面因接触手上之汗渍等氧化.B.正确的架料方式,防止邹折.C.不可裁偏,手对裁时不可破坏冲制定位孔和测试孔.如无特殊说明裁剪公差为张裁时在土1mm条D.裁时在0.3mm^E.裁剪尺寸时不能有较大误差,而且要注意其垂直性,即裁剪为张时四边应为垂直(<2°)G.材料质量,材料表面不可有皱折,污点,重氧化现象,所裁切材料不可有毛边,溢胶等.3.机械保养严格按照〈自动裁剪机保养检查纪录表>之执行.CNCCNO整个FPC^程的第一站,其质量对后续程序有很大影响.CNC®本流程:组板-打PIN-钻孔-退PIN.1.组板选择盖板-组板-胶带粘合-打箭头(记号)基本组板要求:单面板15张单一铜10张或15张双面板10张单一铜10张或15张黄色Coverlay10张或15张白色Coverlay25张辅强板根据,ff况3-6张盖板主要作用:A:减少进孔性毛头B:防止钻机和压力脚在材料面上造成的压伤.C:使钻尖中心容易定位避免钻孔位置的偏斜D:带走钻头与孔壁摩擦产生的热量.减少钻头的扭断.2.钻针管制办法a.使用次数管制b.新钻头之辨识方法c.新钻头之检验方法3.品质管控点a.正确性;依据对b.钻片及钻孔数据确认产品孔位与c.孔数的正确性,并check断针监视孔是否完全导通.d.外观质量;不e.可有翘铜,毛边之不f.良现象.4.制程管控a.产品确认b.流程确认c.组合确认d.尺寸确认e.位置确认f.程序确认g.刀具确认h.坐标确认i.方向确认.5.常见不良表现即原因断针a.钻机操作不当b.钻头存有问题c.进刀太快等毛边a.盖板,垫板不正确b.钻孔条件不对c.静电吸附等等7.良好的钻孔质量a.操作人员;技术能力,责任心,熟练程度b.钻针;材质,形状,钻数,钻尖c.压板;垫板;材质,厚度,导热性d.钻孔机;震动,位置精度,夹力,辅助性能e.钻孔参数;分次/单次加工方法,转数,进刀退刀速f.加工环境;外力震h.动,噪音,温度,湿度相关连接;我司28日,机种F5149-001-CO1由于程序的使用误用,造成钻孔‘不良’2700张,虽然两公司都有工作上的疏忽,但对于我司的质量要求,故也要对程序要有个相对完善的管理方案.P.T.H站1.PTH原理及作用PTHIR在不外加电流的情况下,通过镀液的自催化(铝和铜原子作为催化剂)氧化还原反应,使铜离子析镀在经过活化处理的孔壁及铜箔表面上的过程,也称为化学镀铜或自催化镀铜,化学反应方程式:2.PHT流程及各步作用整孔—水洗—微蚀—水洗―酸洗—水洗—水洗—预浸—活化—水洗—速化—水洗—水洗―化学铜—水洗. a.整孔;清洁板面,将孔壁的负电荷极化为政电荷,已利与带负电荷的铝胶体粘附b.微蚀;清洁板面;粗化铜fI表面,以增加镀层的附着性.c.酸洗;清洁板面;除去氧化层,杂质.d.预浸;防止对活化槽的污染.e.活化;使铝胶体附着在孔壁.f.速化;将Pd离子还原成Pd原子,使化学铜能锡镀上去。
孔口铜丝问题的原因分析与改善孔化与电镀 & 印制电路信息 .子口铜丝问题的原因分析与改善戴勇陈家逢邓峻袁国东王颇臣深圳市崇达电路技术股份有限公司,广东深圳摘要电镀工艺能够增加面铜厚度并实现不同层次的导电连接而被广泛的应用于行业。
然而,针对该工艺的品质保证绝非易事。
电镀工艺受钻孔效果、沉铜前处理、电镀参数等因素的影响,在品质上容易出现铜丝铜粒等不良问题本文从电镀基本原理出发,初步分析了电镀工艺铜丝的产生原因,并通过试验验证了铜丝产生的原因,得出了有效的改善措施。
关键词线路板;电镀;钻孔;铜丝中图分类号: 文献标识码: 文章编号: ?】 ? ? ? ?. , . , ,. ..;;;因,并通过试验验证了铜丝产生的原 ,得出了有线路板的制造工艺,随着电子设备的高功能化和小型化而飞速发展。
电镀工艺是制造流程中非效的改善措施,以增加对高密度多层次线路板电镀的了解。
常重要的一个环节,为增加面铜厚度,实现不同层次的导电金属提供电连接,需要在面铜及通孔上电电镀铜原理镀导电性良好的金属铜。
随着终端产品日趋激烈的竞争,势必对产品的可靠性提出更高的要求,而镀铜溶液的主要成分是硫酸铜和硫酸,在直流对电镀工艺中铜层的性能保证则成为可靠性保证电压的作用下,在阴、阳极上发生如下反应:的重要项日阴极:受钻孔效果、沉铜『处理、电镀参数等素的阳极: 一 ?影响,线路板电镀时极易出现品质问题,其中板面电解液中的金属离了或其络合离子在阴极还原铜丝是影响产品品质的最大问题之一。
本文从电镀沉积出铜镀层的过程叫电结晶。
在形成金属晶体时基本原理出发,初步分析了电镀工艺铜丝的产生原分为结晶核的生成与成长两个步骤进行。
这两个过....印制电路信息 . 孔化与电镀 &程的速度决定着金属结晶的粗细程度】。
当晶核的生成速度快而晶核成长的速度慢的时候,晶粒长大缓慢使得镀层的结晶细致、致密;当晶核的生成速度慢而晶核成长的速度快的时候,即单位面积的电镀电流过大时,则使电镀层粗糙,产生“过烧”现象。
孔无铜原因分析及改善对策一、原因分析:1、沉铜孔无铜;2、孔内有油造成孔无铜;3、微蚀过度造成孔无铜;4、电镀不良造成孔无铜;5、钻咀烧孔或粉尘堵孔造成孔无铜;二、改善对策:1、沉铜孔无铜:a、整孔剂造成的孔无铜:是因整孔剂的化学浓度不平衡或失效,整孔剂的作用是调整孔壁上绝缘基材的电性,以利于后续吸附钯离子,确保化学铜覆盖完全,如果整孔剂的化学浓度不平衡或失效,会导致孔无铜。
b、活化剂:主要成份是pd、有机酸、亚锡离子及氯化物。
孔壁要有金属钯均匀沉积上,就必须要控制好各方面的参数符合要求,以我们现用的活化剂为例:①、温度控制在35-44℃,温度低了造成钯沉积上去的密度不够,造成化学铜覆盖不完全;温度高了因反应过快,材料成本增加。
②、浓度比色控制在80%--100%,如果浓度低了造成钯沉积上去的密度不够,化学铜覆盖不完全;浓度高了因反应过快,材料成本增加。
③、在生产过程中要维护好活化剂的溶液,如果污染程度较严重,会造成孔壁沉积的钯不致密,导致后续化学铜覆盖不完全。
c、加速剂:主要成份是有机酸,是用以去除孔壁吸附的亚锡和氯离子化合物,露出后续反应的催化金属钯。
我们现在用的加速剂,化学浓度控制在0.35-0.50N,如果浓度高了把金属钯都去掉了,导致后续化学铜覆盖不完全。
如果浓度低了,去除孔壁吸附的亚锡和氯离子化合物效果不良,导致后续化学铜覆盖不完全。
d、化学铜参数的控制是关系到化学铜覆盖好坏的关键,以我司目前所使用的药水参数为例:①、温度控制在25--32℃,温度低了药液活性不好,造成孔无铜;如果温度超过38℃时,因药液反应快,铜离子释出也快,造成板面铜粒而返工甚至报废,这样沉铜药液要立即进行过滤,否则药液有可能造成报废。
②、Cu2+控制在1.5—3.0g/L,Cu2+含量低了药液活性不好,造成孔化不良;如果浓度超过3.5g/L时,因药液反应快,铜离子释出也快,造成板面铜粒而返工甚至报废,这样沉铜药液要立即进行过滤,否则药液有可能造成报废。
TO:程副总FROM:MEDATE:2/29/08PTH孔无铜及吹孔改善一.背景自2007年3月至7月以来孔无铜及吹孔所导致的品质异常呈上升趋势,因吹孔及孔无铜造成客户投诉率在最高峰7月份时已经达到每周7次,造成客户大量退货及投诉,严重影响产品品质。
二,目的为改善PTH工序孔无铜及吹孔异常,跟进沉铜孔无铜及吹孔形成原因,找出相关参数之间的内在联系,以便提供具体有效的控制方案,从而稳定生产,提升品质。
二.分析改善过程树脂无铜及吹孔改善关于吹孔吹孔,电子厂也叫元件脚气孔,是插件过波峰焊时,孔内气体因高温而从焊锡中喷出,使焊锡中形成的空洞。
主要原因有以下几点:1、有机污染物,电路板和电子元件若被有机污染,污染物经高温而挥发造成气孔。
2、绝大部分是因为电路板内湿气,此问题往往是因钻孔粗糙和沉铜问题导致孔壁有空洞造成基材所吸水份在高温情况下通过孔壁空洞喷发而形成。
PCB产生吹孔的因素:1)、孔壁粗糙度过大,造成孔壁水气残留,铜厚没达客户要求;2)、孔壁有Void。
对客户处提供之吹孔异常板进行分析发现焊点不良区域焊点表面光亮(焊接面),焊料对焊盘湿润良好,但焊点中存在吹孔。
对客户异常板进行切片分析,切片显示造成吹孔的原因为板内水份所致,该水分的来源为沉铜的孔壁空洞。
孔壁空洞造成基板内残留有水分,客户过锡炉时板因孔铜壁有破窟窿(Void)存在,出现大量水蒸气自破口处喷出,从而形成吹孔。
切片图如下:放大图镀铜空洞从金相切片分析镀铜空洞处为孔壁树脂上铜层空洞,且空洞处呈圆弧型,此种树脂上铜层空洞因背光不良引起,较严重的空洞会形成孔壁环切,造成孔壁镀铜断裂,电流不能导通;轻微的形成镀层空洞,在客户过高温炉时因镀铜空洞内容易藏水气引起吹孔上锡不良。
解决吹孔即为解决PTH树脂无铜,而解决背光不良为解决PTH树脂无铜的决定性因素。
我们可以从沉铜反应机理来分析影响背光效果的相关因素以期找出解决背光不良的相关控制解决方案。
沉铜的化学机理一)、流程:除油→微蚀→预活化→活化→加速→化学沉铜二)、流程步骤说明:除油:1)、Desmear后孔内呈两极现象,其中CU呈现高电位正点,环氧树脂及玻璃纤维呈负电。
开料:裁剪是FPC原材料制作的首站,其品质问题对其后影响较大,而且也是成本的一个控制点,由于裁剪机械程度较高,对机械性能和保养尤为重要,且要求裁剪设备精度基本可以达到所裁剪的精度,所以在对操作员操作技术熟练程度及责任心特别要求。
1、开料前要注意检查:1>、取出来的材料型号是否与MI是否一致2>、确保材料在生产日期之内3>、检查材料对否因为存储环境导致变质2、产品常见不良及预防:未数不足、压痕、折痕、板翘、氧化、幅宽。
1>、未数不足:裁切公差引起,手工操作引起。
2>、压痕:材料本身,操作引起(裁切机转动引起)。
3>、折痕:卷曲包装材料与管轴连接处,材料的接点,操作引起(裁切机转动引起)。
4>、板翘:卷曲包装材料的管轴偏小(77mm可换成152mm),冷藏的材料(Coverlay)。
冰箱里取出后回温四小时后亦会自然平整,过分干燥亦会引起材料翘板。
5>、氧化:材料的氧化主要与保存环境的湿度和保存时间有关。
6>、幅宽:产生材料的幅宽误差是与材料的分切设备有关。
3、控制不良方法:上述大部分不良都与员工操作有关,即认为因素。
针对此,采取以下解决方法。
1>、操作者应带手套和指套,防止铜箔表面因接触手上的汗渍等氧化。
2>、正确的架料方式,防止邹折。
3>、不可裁偏,手对裁时不可破坏冲制定位孔和测试孔。
如无特殊说明时裁剪公差为单面板为±1mm ,双面板为±0.3mm。
4>、裁剪尺寸时不能有较大误差,而且要注意其垂直性,即裁剪为张时四边应为垂直(<2°)。
5>、材料品质,材料表面不可有皱折、污点、重氧化现象,所裁切材料不可有毛边、溢胶等。
6>、机械保养:严格按照<自动裁剪机保养检查纪录表>之执行。
钻孔:有时为了让一般的线路板符合客户的要求,常常要钻出不同用途的孔,例如,测试孔、定位孔、导通孔(双面板、多面板)、零件孔、识别孔等。
针对电镀近期孔无铜事件分析报告
一、主要原因分析:
1、活化处理不良,活化液活性不够,温度太低,孔内不清洁,药液受到污染。
2.活化剂中钯离子含量不足,导致在活化过程中无法形成足够的胶体钯沉积在基材表面,在后续沉铜过程中,缺少钯离子催化而导致孔壁沉铜不良,引起孔内无金属缺陷。
二.次要原因:
1.生产中管理者安排不到位,没有人来监控与管理,生产线处于失控状态。
2..图形转移与COV前处理时,微蚀次数过多,咬蚀底铜。
3..预浸与活化比重无法分析,导致无添加依据比重严重超标。
4..工艺操作条件控制不在范围内.
5..生产中化学铜的PH值过低,活性太弱,沉铜速率过慢,由于化学铜需要强碱条件下才能进行,PH过低时甲醛还原能力下降,影响沉铜反应速率,造成沉铜不良。
6..钻孔质量太差,由于钻头不锋利,在钻孔过程中有大量的覆箔板切屑和钻渣残留在孔壁上至使这些部位沉积不上铜。
7..化学镀铜液组分浓度配比失调,PTH药液和镀液负载过大.
三.改善预防措施:改善时间:(10.18-10.21)
1..将负载过大和以污染的预侵药水更换。
2.在PTH生产过程中,对于活化缸及沉铜缸,应保证缸内各个组分维持在正常的浓度范围内,以保证化学反应的有序进行,除此之外,缸内PTH值及温度等也会影响孔壁内侧沉铜效果,应持续对其监控,要求每班开班和生产中每4小时分析一次,并做好相关记录。
3.PTH生产过程中适当提高活化缸及沉铜缸电振幅度,将原来的19º调为23º。
4.严格管控钻孔钻刀的使用时间以减少孔内切屑与杂质。
(需要钻孔工序控制)
5.立即申购比重计,每班分析一次预浸,活化的比重,调整比重范围,始终控制在17Beº以上。
6.PTH后板电流密度从原来的1.6ASF改为1.5ASF,采用小电流长时间镀法,以保证孔内铜离子足够,保证孔壁电镀效果达到最佳。
7.减少图形与COV前处理微蚀次少,返工次数控制在2次以下。
8.增强员工的专业技能培训,每月至少培训3次以上。
9.每班生产中每蓝板必须做背光检测,并保留样品,由领班或技术员审核全程监控孔铜效果。
10.镀铜线首缸必须做切片试验,生产中每3缸板做一次切片试验。
11.活化缸内加装加热管,将温度控制在35℃~40℃,以增强
钯的活性,在生产中每生产50M2补加活化剂200ml。
12.PI缸加热系统维修好,将温度控制在30-40℃,增强孔内杂质的清除力。
三.改善跟进:
1.已经更换负载过大药水缸,并调整了活化缸巴离子含量与活性。
2.各缸药水分析每班开班和生产中都有分析,并有相关记录,相关参数都控制在工艺范围内。
3.已经对各药水缸做了相关维护和保养。
4.PI与活化加热系统已经正常,沉铜加热管在申购中。
5.比重计已经申购回来,预侵和活化比重已经控制在规定范围内。
6.镀铜已经由原来的1.6ASF电流密度降低到1.5ASF。
7.贴合微蚀返工次数已经在作业指导书中修改并将文件下发。
8.沉铜每蓝板都做了背光检测,同时镀铜切片也有做。
9.已进行药水维护技能培训。
四.改善结果:
根据连续一个星期的跟踪数据表明现已经改善电镀孔无铜现象。
但要引起注意的是:药水稳定性的变化是
需要保养与维护的并且需要根据生产板的变化来调整其活性,这就需要相关管理人员和技术人员定期对药水浓度和活性进行管控。
从电测打报废的数据中显示电镀10.18号以后生产的板没有孔无铜报废,这里就不调取数据。
以下是背光与孔铜厚度跟踪数据
分析人:曾庆勇时间:2012.10.27。