61125机床主要技术参数
- 格式:doc
- 大小:33.50 KB
- 文档页数:1
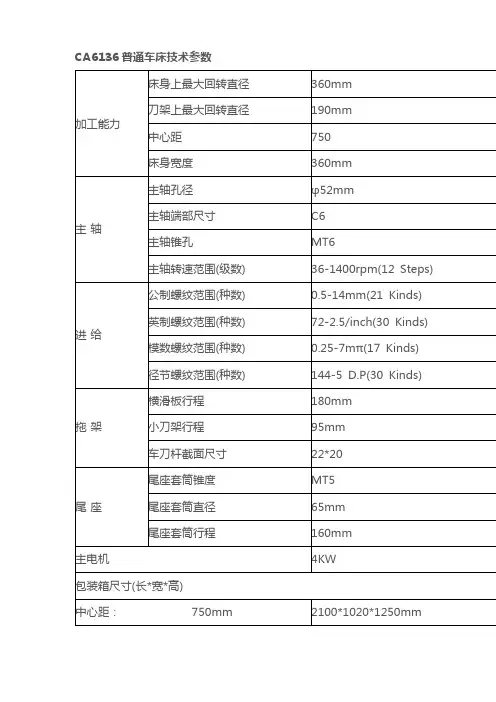
CA6136普通车床技术参数
【荐】61125卧式车床型号|卧式车床价格|卧式车床产品首选远大
CW63/80系列卧式车床型号规格
供应【CW6280】卧式车床型号|卧式车床配件
CA6140卧式车床项目单位规格
型号— CA6140
床身上最大回转直径 mm 400
刀架上回转直径 mm 210
二顶尖间距离 mm 750
主轴通孔直径 mm 52;76;80
主轴头形式— A6;C8;D8
床身导轨宽度 mm 400
床身导轨硬度 RC 52
主轴转速范围(24) r/min 10-1400
进给量范围(标准) mm/r 0.08-1.59
进给量范围(细进给) mm/r 0.028-0.054
进给量范围(加大进给) mm/r 1.71-6.33
加工公制螺纹范围(44种) mm 1-192
加工英制螺纹范围(20种) tpi 2月24日
加工模数螺纹范围(39种) mm 0.25-48
加工径节螺纹范围(37种) DP Jan-96
主电机功率 kW 7.5
机床净重 kg 1990
机床轮廓尺寸(长×宽×高) mm 2418×1000×1267;机床包装尺寸(长×宽×高) mm 2550×1260×1760;。

济源职业技术学院毕业设计题目CA61125车床中心架滚轮的设计及制造系别机电系专业数控技术班级数控0702班姓名李慧梅学号07200219指导教师张保和日期 2009-11-23设计任务书设计题目:CA61125车床中心架滚轮的设计及制造设计要求:在实际生产中,一些小型车床如CA6136、CA6140、CA4150等由于中心架的支爪采用球墨铸铁做成,机理为摩擦支撑。
加工的工件比较小,使用中心架频率低,而一些重型车床如CA61125加工的工件比较大,一般在2到10余吨,并且所加工工件有多种材质,且材质有较高的精度和硬度,由于切削速度比较高,选用的是滚轮形式,两种支撑比较起来,摩擦支撑是直接接触工件,在摩擦过程中容易产生高热量,所以支撑不能太紧,同时需要大量的润滑油润滑,工件的转速不能太高,承受切削力不能过大。
滚轮支撑就没有以上的问题,它是利用滚轮的表面与工件表面摩擦,且摩擦不产生表面相对运动,滚轮随工件摩擦转动形成支撑,这种转动为滚轮转动,一般采用润滑脂润滑,旋转速度相对较高,可以实现高速切削。
因此设计的中心架采用滚轮来支撑工件,能承受较大的压力并且能保证工件加工的精度。
滚轮必须由特殊材质制成,经热处理并精加工后投入实际生产。
设计的中心架滚轮外径122mm,内径72mm,所能承载的工件的最大压力为2吨到10余吨以上,适合于加工各种材质的工件,由滚轮、压盖、轴承及滚轮轴组成的,滚轮由4145H钢、滚轮轴由45钢、(压盖由Q235钢)制成并经热处理,精加工后而成,以达到实际生产中的精度和耐用度。
指导教师(签名):______目录设计任务书 (2)1 中心架的选择及使用 (4)1.1中心架的选择 (4)1.2中心架的使用和调整 (4)2中心架滚轮装配图及设计说明 (6)2.1 中心架滚轮 (6)2.2总设计思路 (7)3 滚轮的设计加工 (8)3.1零件图分析 (8)3.2毛坯的分析 (10)3.3工艺路线拟定 (11)3.4加工顺序的安排 (12)4 滚轮轴的设计加工 (16)4.1零件图分析 (16)4.2毛坯的分析 (21)4.3工艺路线拟定 (22)4.4加工顺序的安排 (23)5 压盖的设计加工 (26)6 挡环与垫圈功能分析 (30)结论 (32)致谢 (33)参考文献 (35)1 中心架的选择及使用1.1中心架的选择随着加工制造业的发展,机床附件的选择是必须面对的问题。
CW61125×12000mm重型卧式车床技术说明天水星火机床厂是生产各种大型卧式车床和大型数控卧式车床的骨干企业,经过30多年的发展壮大,在产品方面已形成了13个系列,110个品种,近400个规格的产品构成。
星火机床广泛应用于机械制造、航天、军工、造纸、造船、水泥机械、冶金机械、汽车制造等行业,畅销全国各地并已出口世界五大洲的44个国家和地区,整个产品具有结构可靠,技术指标先进,质量过硬等特点,在国内机床制造业中享有良好的声誉,企业已通过了ISO9001质量体系认证和欧洲CE安全体系认证。
在重型车床,重型数控车床方面引进了世界著名重型车床生产基地TACCHI和SAFOP的先进设计制造技术,产品的各项技术指标及性能达到了国际先进水平。
一、机床的总体介绍CW61125重型卧式车床是在我厂成功的设计制造了CW61160重型卧式车床的基础上,通过总结设计制造经验和引进吸收世界著名重型车床生产基地TACCHI和SAFOP的先进技术后,成功开发的重型卧式车床并已形成了Φ1250~Φ2200的车床系列,承重18000~400kg,和国内同类机床相比,具有很大的优越性。
本机床可承担各种车削工作,它能够车削各种零件的外圆、内孔、端面等;上刀架单独机动可车削短的锥度(锥体母线长L≤300毫米),上刀架与纵向进给配合可机动车削长的锥度;此外,还可满足钻孔、镗孔、套料等工艺要求,同时也适用于硬质合金刀具进行强力车削,加工各种黑色金属和有色金属。
本机床具有功率大、转速高、噪音小、刚性强、精度高和精度保持性好等内在特点,又具有造型美观大方、布局紧凑合理等外部特点,还具有手柄集中、标牌形象直观、操作灵活方便、安全可靠、宜人性好等优点,还提供一些托辊、车锥装置等特供附件。
二、机床主要参数床身上最大回转直径Φ1250 mm过刀架最大回转直径Φ890 mm床身宽度1600 mm两顶尖间距离(中心距=DC)12000 mm两顶尖间最大工件重量400 kg卡盘直径Φ1000 mm主轴通孔直径Φ100 mm主轴端部ISO A2-20主轴前端锥孔Φ140锥度1:7主轴前支承轴承Φ320 mm主轴转速范围1~200 r.p.m纵向进给量0.064~6 mm横向进给量0.032~3 mm刀架回转角度±90°主电机功率75 kW 台尾套筒直径Φ320 mm尾座套筒锥孔Φ100 mm锥度1:7尾座套筒最大行程200 mm尾座快速移动3000 mm/min三、机床各部介绍1、床身床身是机床的基础部件,它的刚度直接影响着整个机床的工作性能和工作精度。
大连机床cw61125m说明书
1.机床控制柜内的各种空气开关出厂设置全为闭合状态,非技术人员勿动电柜内的各种线路,以免机床故障和发生人身事故。
2.电气控制柜内的伺服驱动器,电压、电流变送仪表,非技术人员勿动,以免机床故障和发生人身事故。
3.当挂架带电指示灯闪烁时和电机带动挂架运动时,勿摸挂架丝杆,以免造成人身安全。
4.左右门闭合传感器在门闭合的情况下,传感器后面的指示灯会亮,同时控制面板上的门状态指示灯点亮。
若门关严后,传感器后面指示灯不亮,请调小传感器距门沿的距离。
若还不亮,请更换传感器。
5.上行程(复位点)接近开关传感器,在挂架处于复位点时,传感器后面的指示灯会亮,同时控制面板上的复位点指示灯点亮。
若挂架处于复位点,传感器后面指示灯不亮,请调小传感器距门沿的距离。
若还不亮,请更换传感器。
加工点接近开关传感器与此类似。
一、机床用途与适用范围本机床主要是承担各种车削工作,它能够车削各种零件的端面、外圆、内孔及公制螺纹、英制螺纹、模数螺纹、径节螺纹等。
可用上刀架单独机动车削短的锥度,还可用上刀架与纵向进给配合机动车削长锥度。
此外还可以承担钻孔、套料、镗孔等工艺。
本机床功率大,刚性强,可以利用硬质合金刀具进行螺纹切削,来加工各种黑色金属和有色金属。
CW61100B是基型产品,其床身上最大回转直径为1000mm。
CW61125B是基型加高车床,其床身上最大回转直径为1250mm。
CW61160B是专用加高车床,其床身上最大回转直径为1640mm。
二、机床主要规格及技术参数1. 一般规格床身上最大回转直径CW61100B;1000mm(40")CW61125B;1250mm(50")CW61160B;1640mm(65") 最大工件长500;1500;3000;5000;6000;8000;10000;12000;14000㎜;刀架上最大回转直径CW61100B 615mm(24")CW61125B 865mm(34")CW61160B 1250mm(50") 最大车削长度300;1300;2800;4800;5800;7800;9800;1180;13800㎜;2. 主轴箱主轴通孔直径130mm(5") 主轴孔前端锥度公制140 主轴正转时的转数种数21种主轴反转时的转数种数12种主轴转速范围正转 3.15—315转/分反转 3.5—291转/分3. 进给箱主轴每转刀架的纵横向进给量种数56种主轴每转刀架的进给量范围:纵向0.1—12 mm(0.004"--0.473")横向(为纵向的二分之一) 0.05—6mm(0.002"--0.236")上刀架(为纵向的四分之一) 0.025—3mm(0.001"--0.118")公制螺纹的种数44种公制螺纹的螺距范围1—120 mm英制螺纹的种数31种英制螺纹每寸牙数范围28—1/4模数螺纹的种数45种模数螺纹的模数范围0.5—60mm径节螺纹的种数38种径节螺纹的范围1/2—56DP4. 刀架主轴中心至刀具安装基面的垂直距离48mm刀具截面45×45mm刀架回转角度±90°床鞍的最大行程450、1450、2950、4950、5950、7950、9950、11950、13950下刀架最大横向行程520mm(20")、580mm(22")、630mm(24")上刀架的最大行程300mm(12")上刀架及下刀架刻度盘每转一格时刀架的行程0.05mm(0.002")刀架的快速移动速度纵向3740mm/分横向1870mm/分小刀架935mm/分5. 床尾顶尖套筒直径160mm(6") 顶尖套筒的最大行程300mm(12") 顶尖套筒锥孔的锥度莫氏6# 6. 润滑及操纵油泵型号CB—B10 输油量10L/分工作压力25kg/cm 转速1450转/分7. 机床的外形尺寸和重量机床的高度CW61100B 1700mmCW61125B 1825mmCW61160B 2150mm 机床的宽度2150mm 机床的总长及净重:8. 机床的承载重量机床承载工件最大重量6000kg三、机床系统1. 传动系统(见图2,图3,图4, 图5及传动件明细表)图4 CW61160B 传动系统补充图图5 CW61160B 传动系统补充挂轮图传动件明细表传动件明细表传动件明细表传动件明细表传动件明细表2. 电气系统1)控制说明当主电机M1采取Y-△降压起动并正常运转后,控制电磁铁YV1,YV2或YV3操纵相应的液压阀,以实现主轴的正转,反转(或正转加速)或刹车。
cw61125b卧式车床大修技术方案cw61125b卧式车床是一种常用的机械设备,用于金属加工行业中的车削加工。
在长时间使用后,车床可能会出现磨损、故障等问题,需要进行大修。
本文将介绍一种针对cw61125b卧式车床的大修技术方案。
一、大修前的准备工作在进行大修之前,需要对车床进行全面的检查和评估,确定需要修复或更换的部件。
同时,准备好所需的工具、备件和材料,以便进行大修过程中的维修和更换。
二、大修步骤1. 拆卸工作:首先需要拆卸车床的各个零部件,如主轴、床身、进给系统等。
在拆卸过程中,应注意标记和记录每个零部件的位置和状态,以便后续组装时能够正确安装。
2. 清洗和检修:拆卸下来的零部件需要进行清洗和检修。
清洗时可以使用专用清洗剂和工具,彻底清除表面的油污和金属屑。
检修时需要仔细检查每个零部件的磨损程度,如轴承、齿轮、传动装置等,并进行必要的修复或更换。
3. 零部件加工:一些磨损严重的零部件可能需要进行加工修复。
比如,对于轴承座的磨损,可以使用车床进行修复加工,使其恢复到原始尺寸和形状。
4. 零部件更换:对于无法修复的零部件,需要进行更换。
根据车床的型号和规格,选择合适的零部件进行更换。
在更换零部件时,应注意选择质量可靠、性能稳定的原厂配件或同等品牌的替代品。
5. 组装和调试:在完成零部件的修复和更换后,开始进行组装工作。
按照车床的装配顺序和工艺要求,逐步进行各个零部件的组装。
在组装过程中,应注意使用正确的工具和方法,保证各个零部件的装配质量。
6. 调试和测试:完成组装后,需要对车床进行调试和测试。
包括检查各个功能部件的工作状态、测试车床的精度和稳定性等。
如果发现问题,需要及时进行调整和修复,直到车床能够正常工作。
三、注意事项1. 进行大修前,应仔细阅读车床的使用说明书和维修手册,了解车床的结构和特点,掌握维修技术要点。
2. 在进行拆卸和组装工作时,应注意保持工作环境整洁,避免灰尘和杂物进入车床内部,影响车床的工作精度和寿命。

CW61125E×20000mm-18T卧式车床说明第一篇:CW61125E×20000mm-18T卧式车床说明CW61125×20000mm重型卧式车床技术说明天水星火机床厂是生产各种大型卧式车床和大型数控卧式车床的骨干企业,经过30多年的发展壮大,在产品方面已形成了13个系列,110个品种,近400个规格的产品构成。
星火机床广泛应用于机械制造、航天、军工、造纸、造船、水泥机械、冶金机械、汽车制造等行业,畅销全国各地并已出口世界五大洲的44个国家和地区,整个产品具有结构可靠,技术指标先进,质量过硬等特点,在国内机床制造业中享有良好的声誉,企业已通过了ISO9001质量体系认证和欧洲CE 安全体系认证。
在重型车床,重型数控车床方面引进了世界著名重型车床生产基地TACCHI和SAFOP的先进设计制造技术,产品的各项技术指标及性能达到了国际先进水平。
一、机床的总体介绍CW61125重型卧式车床是在我厂成功的设计制造了CW61160重型卧式车床的基础上,通过总结设计制造经验和引进吸收世界著名重型车床生产基地TACCHI和SAFOP的先进技术后,成功开发的重型卧式车床并已形成了Φ1250~Φ2200的车床系列,承重18000~35000kg,和国内同类机床相比,具有很大的优越性。
本机床可承担各种车削工作,它能够车削各种零件的外圆、内孔、端面等;上刀架单独机动可车削短的锥度(锥体母线长L<300毫米=,上刀架与纵向进给配合可机动车削长的锥度;此外,还可满足钻孔、镗孔、套料等工艺要求,同时也适用于硬质合金刀具进行强力车削,加工各种黑色金属和有色金属。
本机床具有功率大、转速高、噪音小、刚性强、精度高和精度保持性好等内在特点,又具有造型美观大方、布局紧凑合理等外部特点,还具有手柄集中、标牌形象直观、操作灵活方便、安全可靠、宜人性好等优点,另外,还提供一些托辊、车锥装置等特供附件。
二、机床主要参数床身上最大回转直径Φ1250 mm 过刀架最大回转直径Φ890 mm 床身宽度970 mm 两顶尖间距离(中心距=DC)20000 mm 两顶尖间最大工件重量18000 kg 卡盘直径Φ1000 mm 主轴通孔直径Φ100 mm 主轴端部ISO(GB)A2-20 主轴转速范围3.15~315 r.p.m 纵向进给量0.064~6 mm 横向进给量0.032~3 mm 刀架回转角度±90° 主电机功率55 kW 台尾套筒直径Φ280 mm 台尾套筒锥孔公制160号尾座套筒行程200 mm三、机床各部介绍1、床身采用整体结构,床身上部宽度为970mm,床身导轨采用V-平导轨,具有很高的承重能力和良好的导向精度。
CW61125×12000mm重型卧式车床技术说明天水星火机床厂是生产各种大型卧式车床和大型数控卧式车床的骨干企业,经过30多年的发展壮大,在产品方面已形成了13个系列,110个品种,近400个规格的产品构成。
星火机床广泛应用于机械制造、航天、军工、造纸、造船、水泥机械、冶金机械、汽车制造等行业,畅销全国各地并已出口世界五大洲的44个国家和地区,整个产品具有结构可靠,技术指标先进,质量过硬等特点,在国内机床制造业中享有良好的声誉,企业已通过了ISO9001质量体系认证和欧洲CE安全体系认证。
在重型车床,重型数控车床方面引进了世界著名重型车床生产基地TACCHI和SAFOP的先进设计制造技术,产品的各项技术指标及性能达到了国际先进水平。
一、机床的总体介绍CW61125重型卧式车床是在我厂成功的设计制造了CW61160重型卧式车床的基础上,通过总结设计制造经验和引进吸收世界著名重型车床生产基地TACCHI和SAFOP的先进技术后,成功开发的重型卧式车床并已形成了Φ1250~Φ2200的车床系列,承重18000~40000kg,和国内同类机床相比,具有很大的优越性。
本机床可承担各种车削工作,它能够车削各种零件的外圆、内孔、端面等;上刀架单独机动可车削短的锥度(锥体母线长L≤300毫米),上刀架与纵向进给配合可机动车削长的锥度;此外,还可满足钻孔、镗孔、套料等工艺要求,同时也适用于硬质合金刀具进行强力车削,加工各种黑色金属和有色金属。
本机床具有功率大、转速高、噪音小、刚性强、精度高和精度保持性好等内在特点,又具有造型美观大方、布局紧凑合理等外部特点,还具有手柄集中、标牌形象直观、操作灵活方便、安全可靠、宜人性好等优点,还提供一些托辊、车锥装置等特供附件。
二、机床主要参数床身上最大回转直径Φ1250 mm 过刀架最大回转直径Φ890 mm 床身宽度1600 mm 两顶尖间距离(中心距=DC) 12000 mm 两顶尖间最大工件重量40000 kg 卡盘直径Φ1000 mm 主轴通孔直径Φ100 mm 主轴端部ISO A2-20 主轴前端锥孔Φ140锥度1:7 主轴前支承轴承Φ320 mm 主轴转速范围1~200 r.p.m 纵向进给量0.064~6 mm 横向进给量0.032~3 mm 刀架回转角度±90°主电机功率75 kW 台尾套筒直径Φ320 mm 尾座套筒锥孔Φ100 mm锥度1:7 尾座套筒最大行程200 mm 尾座快速移动3000 mm/min三、机床各部介绍1、床身床身是机床的基础部件,它的刚度直接影响着整个机床的工作性能和工作精度。
目录一.机床的主要用途------------------------------ --------------------------2 二.机床的规格及技术参数------------------------ ----------------------3 三.搬运、安装及试车-----------------------------------------------------6 四.液压系统------------------------------------------------------------------9 五.机床传动系统------------------------------------------ ----------------11 六.主轴------------------------------------------------------- ----------------16 七.进给运动-------------------------------------------------- -------- ----- 20 八.自动转位刀架------------------------------------------- --------- -----20 九.尾座----------------------------------------------------------- ------ -----21 十.润滑图--------------------------------------------------------- ----- -----22 十一.机床的维护及保养--------------------------------------- --- -----23 十二.电器设备----------------------------------------------------- --- ----25 十三.易损件-------------------------------------------------------- ---- ---26一、机床的主要用途该机床属于半闭环控制系统的普及型数控车床,适宜加工各种形状复杂的轴、套、盘类零件, 如车削内、外圆柱面、圆锥面、圆弧面、端面、切槽、倒角、车螺纹等,尤其适合多品种、中小批量的轮番加工,工艺适应性强,加工效率高,废品率低,成品一致性好,可降低对工人技术熟练程度的要求。
CW61125E/2M数控化改造方案一、概述星火机床是我国生产大型卧式车床的专业机床制造企业,经过40多年的发展,现已形成我国规模最大,规格最全的卧式回转类机床制造企业。
目前,除生产制造卧式、立式车床、轧辊磨床外,同时对外承修龙门镗铣床,加工中心;在生产主导产品的同时,对外承修数控设备改造和大修。
二、改造方案星火机床(乙方)根据甲方要求,对甲方公司CW61125E/2M普通卧式车床进行数控改造,改造方案如下:1、改造地点由于机床使用多年,导轨及各部件磨损,需磨削或更换,部分零件需要进行补充加工,因此机床须在天水星火机床生产现场改造。
2、改造原则机床解体后,乙方技术人员根据原机床,设计整体改造方案,设计原则是:在不改变机床原有的加工范围、切削刚度和强度及基本参数的前提下改造。
3、床身对该机床床身检查磨损状况、床身的直线度及形位公差,根据实际情况进行淬火,并在德国niles导轨磨床上进行磨削,磨削精度达到数控机床床身加工精度要求。
目前星火导轨磨床规格为法国磨2米×12米及德国磨米×9米,导轨磨精度保持性非常好。
4、主轴箱设计改造机床主轴箱主传动系统,对各传动系统的齿轮、传动轴进行拆卸及检测,磨损超标及不合格并仍需使用的零件进行完全更换。
检查各操作件,床头箱所有轴承均更换为国内品牌“哈、瓦、洛”轴承。
机床主轴进行补充加工,并增加主轴同步带轮,增加主轴编码器,检测主轴转速,用于螺纹加工及零件特性面的加工。
主轴箱的内部清洗后进行喷漆处理。
整体装配后增加各摩擦点的润滑,保证改造后机床的润滑条件良好。
5、尾座检测机床尾座上体尾座套筒间隙,如间隙超标重新返修内孔并配做套筒一件。
尾座套筒内所有轴承更换为“哈、瓦、洛”轴承。
6、Z轴进给系统Z轴进给系统由伺服电机经同步带驱动精密滚珠丝杠实现进给和快速移动。
取消原机床的进给箱与溜板箱,增加精密滚珠丝杠、滚珠丝杠螺母支座,增加前后滚珠丝杠轴承支座,电机联接同步带及带轮,伺服电机扭矩选用38N. m。
一、机床用途与适用范围本机床主要是承担各种车削工作,它能够车削各种零件的端面、外圆、内孔及公制螺纹、英制螺纹、模数螺纹、径节螺纹等。
可用上刀架单独机动车削短的锥度,还可用上刀架与纵向进给配合机动车削长锥度。
此外还可以承担钻孔、套料、镗孔等工艺。
本机床功率大,刚性强,可以利用硬质合金刀具进行螺纹切削,来加工各种黑色金属和有色金属。
CW61100B是基型产品,其床身上最大回转直径为1000mm。
CW61125B是基型加高车床,其床身上最大回转直径为1250mm。
CW61160B是专用加高车床,其床身上最大回转直径为1640mm。
二、机床主要规格及技术参数1. 一般规格床身上最大回转直径CW61100B;1000mm(40")CW61125B;1250mm(50")CW61160B;1640mm(65") 最大工件长500;1500;3000;5000;6000;8000;10000;12000;14000㎜;刀架上最大回转直径CW61100B 615mm(24")CW61125B 865mm(34")CW61160B 1250mm(50") 最大车削长度300;1300;2800;4800;5800;7800;9800;1180;13800㎜;2. 主轴箱主轴通孔直径130mm(5") 主轴孔前端锥度公制140 主轴正转时的转数种数21种主轴反转时的转数种数12种主轴转速范围正转 3.15—315转/分反转 3.5—291转/分3. 进给箱主轴每转刀架的纵横向进给量种数56种主轴每转刀架的进给量范围:纵向0.1—12 mm(0.004"--0.473")横向(为纵向的二分之一) 0.05—6mm(0.002"--0.236")上刀架(为纵向的四分之一) 0.025—3mm(0.001"--0.118")公制螺纹的种数44种公制螺纹的螺距范围1—120 mm英制螺纹的种数31种英制螺纹每寸牙数范围28—1/4模数螺纹的种数45种模数螺纹的模数范围0.5—60mm径节螺纹的种数38种径节螺纹的范围1/2—56DP4. 刀架主轴中心至刀具安装基面的垂直距离48mm刀具截面45×45mm刀架回转角度±90°床鞍的最大行程450、1450、2950、4950、5950、7950、9950、11950、13950下刀架最大横向行程520mm(20")、580mm(22")、630mm(24")上刀架的最大行程300mm(12")上刀架及下刀架刻度盘每转一格时刀架的行程0.05mm(0.002")刀架的快速移动速度纵向3740mm/分横向1870mm/分小刀架935mm/分5. 床尾顶尖套筒直径160mm(6") 顶尖套筒的最大行程300mm(12") 顶尖套筒锥孔的锥度莫氏6# 6. 润滑及操纵油泵型号CB—B10 输油量10L/分工作压力25kg/cm 转速1450转/分7. 机床的外形尺寸和重量机床的高度CW61100B 1700mmCW61125B 1825mmCW61160B 2150mm 机床的宽度2150mm 机床的总长及净重:8. 机床的承载重量机床承载工件最大重量6000kg三、机床系统1. 传动系统(见图2,图3,图4, 图5及传动件明细表)图4 CW61160B 传动系统补充图图5 CW61160B 传动系统补充挂轮图传动件明细表传动件明细表传动件明细表传动件明细表传动件明细表2. 电气系统1)控制说明当主电机M1采取Y-△降压起动并正常运转后,控制电磁铁YV1,YV2或YV3操纵相应的液压阀,以实现主轴的正转,反转(或正转加速)或刹车。
CW61125×20000mm重型卧式车床技术说明天水星火机床厂是生产各种大型卧式车床和大型数控卧式车床的骨干企业,经过30多年的发展壮大,在产品方面已形成了13个系列,110个品种,近400个规格的产品构成。
星火机床广泛应用于机械制造、航天、军工、造纸、造船、水泥机械、冶金机械、汽车制造等行业,畅销全国各地并已出口世界五大洲的44个国家和地区,整个产品具有结构可靠,技术指标先进,质量过硬等特点,在国内机床制造业中享有良好的声誉,企业已通过了ISO9001质量体系认证和欧洲CE安全体系认证。
在重型车床,重型数控车床方面引进了世界著名重型车床生产基地TACCHI和SAFOP的先进设计制造技术,产品的各项技术指标及性能达到了国际先进水平。
一、机床的总体介绍CW61125重型卧式车床是在我厂成功的设计制造了CW61160重型卧式车床的基础上,通过总结设计制造经验和引进吸收世界著名重型车床生产基地TACCHI和SAFOP的先进技术后,成功开发的重型卧式车床并已形成了Φ1250~Φ2200的车床系列,承重18000~35000kg,和国内同类机床相比,具有很大的优越性。
本机床可承担各种车削工作,它能够车削各种零件的外圆、内孔、端面等;上刀架单独机动可车削短的锥度(锥体母线长L<300毫米=,上刀架与纵向进给配合可机动车削长的锥度;此外,还可满足钻孔、镗孔、套料等工艺要求,同时也适用于硬质合金刀具进行强力车削,加工各种黑色金属和有色金属。
本机床具有功率大、转速高、噪音小、刚性强、精度高和精度保持性好等内在特点,又具有造型美观大方、布局紧凑合理等外部特点,还具有手柄集中、标牌形象直观、操作灵活方便、安全可靠、宜人性好等优点,另外,还提供一些托辊、车锥装置等特供附件。
二、机床主要参数床身上最大回转直径Φ1250 mm 过刀架最大回转直径Φ890 mm 床身宽度970 mm 两顶尖间距离(中心距=DC) 20000 mm 两顶尖间最大工件重量18000 kg 卡盘直径Φ1000 mm 主轴通孔直径Φ100 mm 主轴端部ISO(GB) A2-20 主轴转速范围 3.15~315 r.p.m 纵向进给量0.064~6 mm 横向进给量0.032~3 mm 刀架回转角度±90°主电机功率55 kW 台尾套筒直径Φ280 mm 台尾套筒锥孔公制160号尾座套筒行程200 mm三、机床各部介绍1、床身采用整体结构,床身上部宽度为970mm,床身导轨采用V-平导轨,具有很高的承重能力和良好的导向精度。
CW61125×200mm重型卧式车床技术说明天水星火机床厂是生产各种大型卧式车床和大型数控卧式车床的骨干企业,经过30多年的发展壮大,在产品方面已形成了13个系列,110个品种,近400个规格的产品构成。
星火机床广泛应用于机械制造、航天、军工、造纸、造船、水泥机械、冶金机械、汽车制造等行业,畅销全国各地并已出口世界五大洲的44个国家和地区,整个产品具有结构可靠,技术指标先进,质量过硬等特点,在国内机床制造业中享有良好的声誉,企业已通过了ISO9001质量体系认证和欧洲CE安全体系认证。
在重型车床,重型数控车床方面引进了世界著名重型车床生产基地TACCHI和SAFOP的先进设计制造技术,产品的各项技术指标及性能达到了国际先进水平。
一、机床的总体介绍CW61125重型卧式车床是在我厂成功的设计制造了CW61160重型卧式车床的基础上,通过总结设计制造经验和引进吸收世界著名重型车床生产基地TACCHI和SAFOP的先进技术后,成功开发的重型卧式车床并已形成了Φ1250~Φ2200的车床系列,承重18000~35000kg,和国内同类机床相比,具有很大的优越性。
本机床可承担各种车削工作,它能够车削各种零件的外圆、内孔、端面等;上刀架单独机动可车削短的锥度(锥体母线长L<300毫米=,上刀架与纵向进给配合可机动车削长的锥度;此外,还可满足钻孔、镗孔、套料等工艺要求,同时也适用于硬质合金刀具进行强力车削,加工各种黑色金属和有色金属。
本机床具有功率大、转速高、噪音小、刚性强、精度高和精度保持性好等内在特点,又具有造型美观大方、布局紧凑合理等外部特点,还具有手柄集中、标牌形象直观、操作灵活方便、安全可靠、宜人性好等优点,另外,还提供一些托辊、车锥装置等特供附件。
二、机床主要参数床身上最大回转直径Φ1250 mm过刀架最大回转直径Φ890 mm床身宽度970 mm两顶尖间距离(中心距=DC)200 mm两顶尖间最大工件重量18000 kg卡盘直径Φ1000 mm主轴通孔直径Φ100 mm主轴端部ISO(GB) A2-20主轴转速范围3.15~315 r.p.m纵向进给量0.064~6 mm横向进给量0.032~3 mm刀架回转角度±90°主电机功率55 kW台尾套筒直径Φ280 mm台尾套筒锥孔公制160号尾座套筒行程200 mm三、机床各部介绍1、床身采用整体结构,床身上部宽度为970mm,床身导轨采用V-平导轨,具有很高的承重能力和良好的导向精度。