框式水平仪测量作图法和计算方法
- 格式:ppt
- 大小:1.92 MB
- 文档页数:17
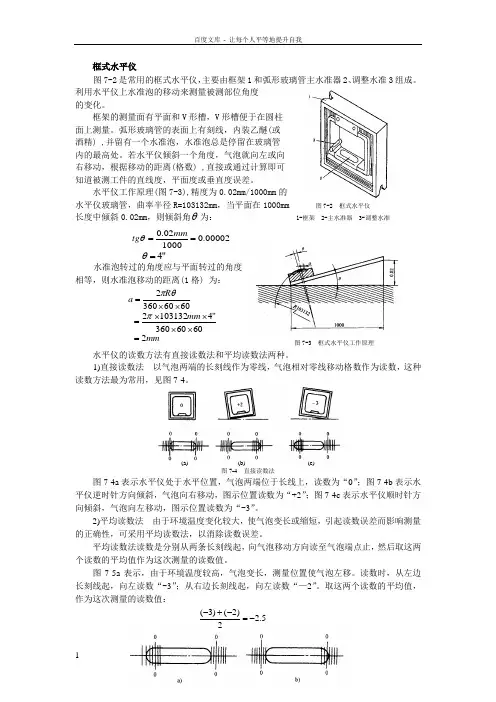
框式水平仪图7-2是常用的框式水平仪,主要由框架1和弧形玻璃管主水准器2、调整水准3组成。
利用水平仪上水准泡的移动来测量被测部位角度的变化。
框架的测量面有平面和V 形槽,V 形槽便于在圆柱面上测量。
弧形玻璃管的表面上有刻线,内装乙醚(或酒精) ,并留有一个水准泡,水准泡总是停留在玻璃管内的最高处。
若水平仪倾斜一个角度,气泡就向左或向右移动,根据移动的距离(格数) ,直接或通过计算即可知道被测工件的直线度,平面度或垂直度误差。
水平仪工作原理(图7-3),精度为0.02mm/1000mm 的水平仪玻璃管,曲率半径R=103132mm ,当平面在1000mm 图7-2 框式水平仪长度中倾斜0.02mm ,则倾斜角θ为: 1-框架 2-主水准器 3-调整水准 水准泡转过的角度应与平面转过的角度相等,则水准泡移动的距离(1格) 为:图7-3 框式水平仪工作原理水平仪的读数方法有直接读数法和平均读数法两种。
1)直接读数法 以气泡两端的长刻线作为零线,气泡相对零线移动格数作为读数,这种读数方法最为常用,见图7-4。
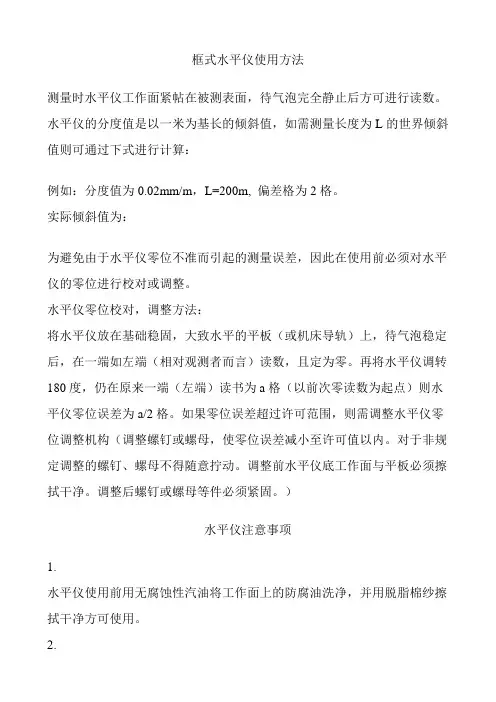
(a) (b) (c)图7-4 直接读数法图7-4a 表示水平仪处于水平位置,气泡两端位于长线上,读数为“0”;图7-4b 表示水平仪逆时针方向倾斜,气泡向右移动,图示位置读数为“+2”;图7-4c 表示水平仪顺时针方向倾斜,气泡向左移动,图示位置读数为“-3”。
2)平均读数法 由于环境温度变化较大,使气泡变长或缩短,引起读数误差而影响测量的正确性,可采用平均读数法,以消除读数误差。
平均读数法读数是分别从两条长刻线起,向气泡移动方向读至气泡端点止,然后取这两个读数的平均值作为这次测量的读数值。
图7-5a 表示,由于环境温度较高,气泡变长,测量位置使气泡左移。
读数时,从左边长刻线起,向左读数“-3”;从右边长刻线起,向左读数“—2”。
取这两个读数的平均值,作为这次测量的读数值:00002.0100002.0==mm tg θ"4=θ60603602⨯⨯=θπR a mm mm 26060360"41031322=⨯⨯⨯⨯=π5.22)2()3(-=-+-图7-5 平均读数法图7-5b 表示,由于环境温度较低,气泡缩短,测量位置使气泡右移,按上述读数方法,读数分别为“+2”和“+1”,则测量的读数值是:框架水平仪的使用方法:1 框架水平仪的两个V 形测量面是测量精度的基准,在测量中不能与工作的粗糙面接触或摩擦。
框式水平仪使用方法测量时水平仪工作面紧帖在被测表面,待气泡完全静止后方可进行读数。
水平仪的分度值是以一米为基长的倾斜值,如需测量长度为L的世界倾斜值则可通过下式进行计算:例如:分度值为0.02mm/m,L=200m, 偏差格为2格。
实际倾斜值为:为避免由于水平仪零位不准而引起的测量误差,因此在使用前必须对水平仪的零位进行校对或调整。
水平仪零位校对,调整方法:将水平仪放在基础稳固,大致水平的平板(或机床导轨)上,待气泡稳定后,在一端如左端(相对观测者而言)读数,且定为零。
再将水平仪调转180度,仍在原来一端(左端)读书为a格(以前次零读数为起点)则水平仪零位误差为a/2格。
如果零位误差超过许可范围,则需调整水平仪零位调整机构(调整螺钉或螺母,使零位误差减小至许可值以内。
对于非规定调整的螺钉、螺母不得随意拧动。
调整前水平仪底工作面与平板必须擦拭干净。
调整后螺钉或螺母等件必须紧固。
)水平仪注意事项1.水平仪使用前用无腐蚀性汽油将工作面上的防腐油洗净,并用脱脂棉纱擦拭干净方可使用。
2.温度变化会使测量产生误差,使用时必须与热源和风源隔绝。
如使用环境温度与保存环境温度不同,则需在使用环境中将水平仪置于平板上稳定2小时后方可使用。
3.测量时必须待气泡完全静止后方可读数。
4.水平仪使用完毕,必须将工作面擦拭干净,并涂以水、无酸的防锈油,覆盖防潮纸装如盒中置于清洁干燥处保管。
5.水平仪在正确使用和保管的前提下,由于制造原因而产生的缺陷、故障、自出厂之日起半年期限内本厂负责免费修理、退换,但提出该项要求的产品必须结构完整、外表无损一、工作原理:当水平发生倾斜时,水准泡的气泡就向水平仪升高的一端移动。
由于水准泡的内壁曲率半径不同,因此产生了不同的分度值。
二、仪器用途:水平仪主要用于检验各种机床及其它类型设备导轨的直线度、平面度和设备安装的水平性、垂直性。
三、仪器规格:框式水平仪规格: 100、150、200、250、300MM分度值:0.02-0.10MM/M四、仪器结构:水平仪主要由主体、水准泡系统及调整机构等部分组成。
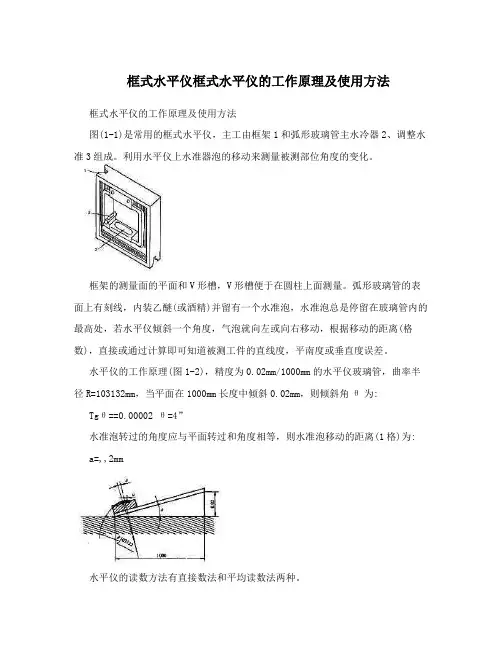
框式水平仪框式水平仪的工作原理及使用方法框式水平仪的工作原理及使用方法图(1-1)是常用的框式水平仪,主工由框架1和弧形玻璃管主水冷器2、调整水准3组成。
利用水平仪上水准器泡的移动来测量被测部位角度的变化。
框架的测量面的平面和V形槽,V形槽便于在圆柱上面测量。
弧形玻璃管的表面上有刻线,内装乙醚(或酒精)并留有一个水准泡,水准泡总是停留在玻璃管内的最高处,若水平仪倾斜一个角度,气泡就向左或向右移动,根据移动的距离(格数),直接或通过计算即可知道被测工件的直线度,平南度或垂直度误差。
水平仪的工作原理(图1-2),精度为0.02mm/1000mm的水平仪玻璃管,曲率半径R=103132mm,当平面在1000mm长度中倾斜0.02mm,则倾斜角θ为: Tgθ==0.00002 θ=4”水准泡转过的角度应与平面转过和角度相等,则水准泡移动的距离(1格)为: a=,,2mm水平仪的读数方法有直接数法和平均读数法两种。
(1)直接读数法:以气泡两端的长刻线作为零线。
气泡相对零线移动作为读数,这种读数方法最为常用,见(1-3图)。
图1-3(a)表示水平仪处于水平位置,气泡两端处于长线上,读数为“0”;图1-3(b)表示水平仪逆时针方向倾斜,气泡向右移动,图示位置读数为“+2”;图1-3(C)表示水平仪顺时针方向倾斜,气泡向左移动,图示位置读数为“-3”.(2)平均读数法:由于环境温度变化较大,使气泡变长或变短,引起读数误差而影响测量的正确性,可采用平均读数法,以消除读数误差。
一、工作原理气泡水平仪的玻璃的玻璃管内壁是一个肯有一定曲率半径的曲面,当水平仪发生倾斜时,气泡就向水平仪升高的一端移动,水准泡内壁曲率半径越大分辨率越高,曲率半径越小,分辨率越低,因此水准泡的曲率半径决定了该产品的精度。
二、产品用途水平仪主要用于检验各种机床和工件的平面度、平直度、垂直度及设备安装的水平性等。
三、产品规格水平仪按不同用途制造成框式水平仪、条式水平仪和二种形式. 四、仪器结构水平仪主要由体身,水准泡系统及调整机构组成。
实验四用合象水平仪或框式水平仪测量直线度误差一、实验目的1. 掌握用水平仪测量直线度误差的方法及数据处理。
2. 加深对直线度误差定义的理解。
二、实验内容用合象水平仪或框式水平仪测量直线度误差。
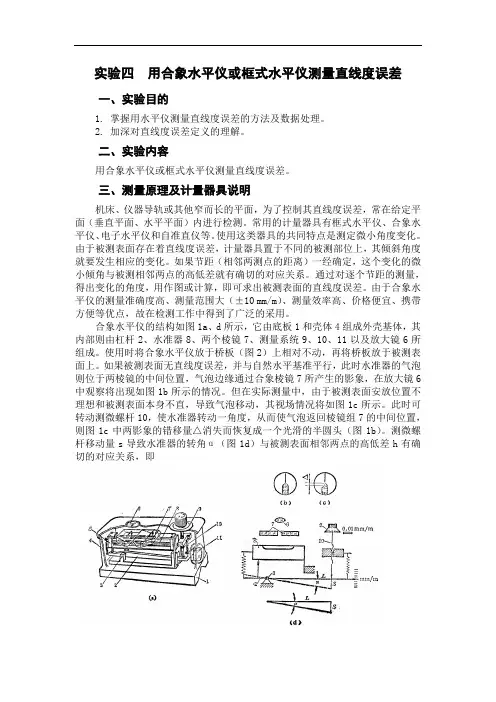
三、测量原理及计量器具说明机床、仪器导轨或其他窄而长的平面,为了控制其直线度误差,常在给定平面(垂直平面、水平平面)内进行检测。
常用的计量器具有框式水平仪、合象水平仪、电子水平仪和自准直仪等。
使用这类器具的共同特点是测定微小角度变化。
由于被测表面存在着直线度误差,计量器具置于不同的被测部位上,其倾斜角度就要发生相应的变化。
如果节距(相邻两测点的距离)一经确定,这个变化的微小倾角与被测相邻两点的高低差就有确切的对应关系。
通过对逐个节距的测量,得出变化的角度,用作图或计算,即可求出被测表面的直线度误差。
由于合象水平仪的测量准确度高、测量范围大(±10 mm/m)、测量效率高、价格便宜、携带方便等优点,故在检测工作中得到了广泛的采用。
合象水平仪的结构如图1a、d所示,它由底板1和壳体4组成外壳基体,其内部则由杠杆2、水准器8、两个棱镜7、测量系统9、10、11以及放大镜6所组成。
使用时将合象水平仪放于桥板(图2)上相对不动,再将桥板放于被测表面上。
如果被测表面无直线度误差,并与自然水平基准平行,此时水准器的气泡则位于两棱镜的中间位置,气泡边缘通过合象棱镜7所产生的影象,在放大镜6中观察将出现如图1b所示的情况。
但在实际测量中,由于被测表面安放位置不理想和被测表面本身不直,导致气泡移动,其视场情况将如图1c所示。
此时可转动测微螺杆10,使水准器转动一角度,从而使气泡返回棱镜组7的中间位置,则图1c中两影象的错移量△消失而恢复成一个光滑的半圆头(图1b)。
测微螺杆移动量s导致水准器的转角α(图1d)与被测表面相邻两点的高低差h有确切的对应关系,即图 1图 2h=0.01Lα(μm)式中 0.01——合象水平仪的分度值(mm/m)L——桥板节距(mm)α——角度读数值(用格数来计数)如此逐点测量,就可得到相应的值,为了阐述直线度误差的评定方法,后面将用实例加以叙述。
框式水平仪用法框架水平仪的使用方法1、框架水平仪的两个V形测量面是测量精度的基准,在测量中不能与工作的粗糙面接触或摩擦。
安放时必须小心轻放,避免因测量面划伤而损坏水平仪和造成不应有的测量误差。
2、用框架水平仪测量工件的垂直面时,不能握住与副侧面相对的部位,而用力向工件垂直平面推压,这样会因水平仪的受力变形,影响测量的准确性。
正确的测量方法是手握持副测面内侧,使水平仪平稳、垂直地(调整气泡位于中间位置)贴在工件的垂直平面上,然后从纵向水准读出气泡移动的格数。
3、使用水平仪时,要保证水平仪工作面和工件表面的清洁,以防止脏物影响测量的准确性。
测量水平面时,在同一个测量位置上,应将水平仪调过相反的方向再进行测量。
当移动水平仪时,不允许水平仪工作面与工件表面发生摩擦,应该提起来放置。
如图1所示。
图1水平仪的使用方法4、当测量长度较大工件时,可将工件平均分若干尺寸段,用分段测量法,然后根据各段的测量读数,绘出误差坐标图,以确定其误差的最大格数。
如图2所示。
床身导轨在纵向垂直平面内直线度的检验时,将方框水平仪纵向放置在刀架上靠近前导轨处(图2中位置A),从刀架处于主轴箱一端的极限位置开始,从左向右移动刀架,每次移动距离应近似等于水平仪的边框尺(200mm)。
依次记录刀架在每一测量长度位置时的水平仪读数。
将这些读数依次排列,用适当的比例画出导轨在垂直平面内的直线度误差曲线。
水平仪读数为纵坐标,刀架在起始位置时的水平仪读数为起点,由坐标原点起作一折线段,其后每次读数都以前折线段的终点为起点,画出应折线段,各折线段组成的曲线,即为导轨在垂直平面内直线度曲线。
曲线相对其两端连线的最大坐标值,就是导轨全长的直线度误差,曲线上任一局部测量长度内的两端点相对曲线两端点的连线坐标差值,也就是导轨的局部误差。
图2纵向导轨在垂直平面内的直线度检验例:一台床身导轨长度为1600mm的卧式车床,用尺寸为200mm某200mm、精度为0.02mm/lOOOmm的方框水平仪检验其直线度误差。
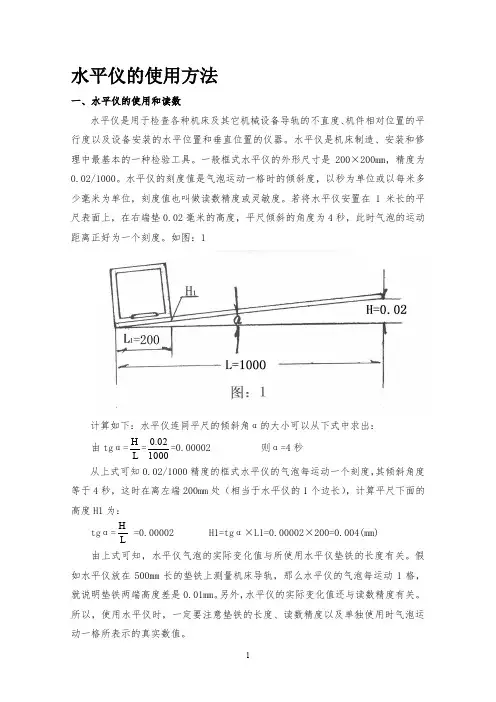
水平仪的使用方法一、水平仪的使用和读数水平仪是用于检查各种机床及其它机械设备导轨的不直度、机件相对位置的平行度以及设备安装的水平位置和垂直位置的仪器。
水平仪是机床制造、安装和修理中最基本的一种检验工具。
一般框式水平仪的外形尺寸是200×200mm ,精度为0.02/1000。
水平仪的刻度值是气泡运动一格时的倾斜度,以秒为单位或以每米多少毫米为单位,刻度值也叫做读数精度或灵敏度。
若将水平仪安置在1米长的平尺表面上,在右端垫0.02毫米的高度,平尺倾斜的角度为4秒,此时气泡的运动距离正好为一个刻度。
如图:1计算如下:水平仪连同平尺的倾斜角α的大小可以从下式中求出: 由tg α=L H =100002.0=0.00002 则α=4秒 从上式可知0.02/1000精度的框式水平仪的气泡每运动一个刻度,其倾斜角度等于4秒,这时在离左端200mm 处(相当于水平仪的1个边长),计算平尺下面的高度H1为:tg α=LH =0.00002 H1=tg α×L1=0.00002×200=0.004(mm) 由上式可知,水平仪气泡的实际变化值与所使用水平仪垫铁的长度有关。
假如水平仪放在500mm 长的垫铁上测量机床导轨,那么水平仪的气泡每运动1格,就说明垫铁两端高度差是0.01mm 。
另外,水平仪的实际变化值还与读数精度有关。
所以,使用水平仪时,一定要注意垫铁的长度、读数精度以及单独使用时气泡运动一格所表示的真实数值。
由此得知,水平仪气泡运动一格后的数值,是根据垫铁的长度来决定的。
水平仪的读数,应按照它的起点任意一格为0。
气泡运动一格计数为1,再运动一格计数为2,以此进行累计。
在实际生产中对导轨的最后加工,无论采用磨削、精磨还是手工刮研,多数导轨都是呈单纯凸或单纯凹的状态,机床导轨的直线度产生曲线性也是少见的(加工前的导轨会有曲线性的现象)。
测量导轨时,水平仪的气泡一般按照一个方向运动,机床导轨的凸凹是由水平仪的移动方向和该气泡的运动方向来确定。
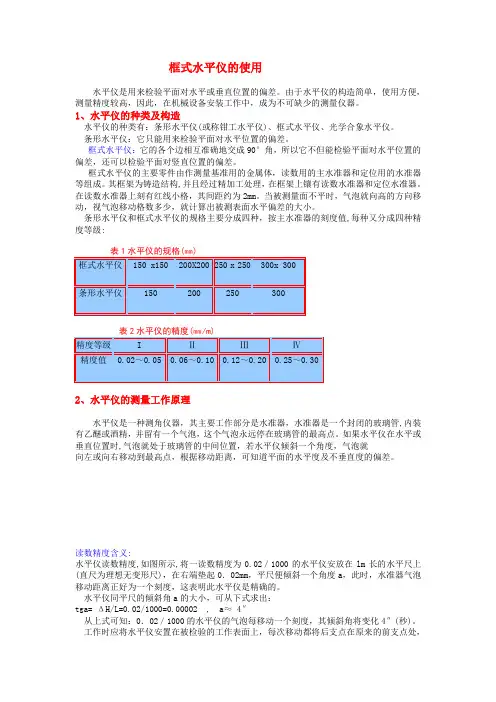
框式水平仪的使用水平仪是用来检验平面对水平或垂直位置的偏差。
由于水平仪的构造简单,使用方便,测量精度较高,因此,在机械设备安装工作中,成为不可缺少的测量仪器。
1、水平仪的种类及构造水平仪的种类有:条形水平仪(或称钳工水平仪)、框式水平仪、光学合象水平仪。
条形水平仪:它只能用来检验平面对水平位置的偏差。
框式水平仪:它的各个边相互准确地交成90°角,所以它不但能检验平面对水平位置的偏差,还可以检验平面对竖直位置的偏差。
框式水平仪的主要零件由作测量基准用的金属体,读数用的主水准器和定位用的水准器等组成。
其框架为铸造结构,并且经过精加工处理,在框架上镶有读数水准器和定位水准器。
在读数水准器上刻有红线小格,其间距约为2mm。
当被测量面不平时,气泡就向高的方向移动,视气泡移动格数多少,就计算出被测表面水平偏差的大小。
条形水平仪和框式水平仪的规格主要分成四种,按主水准器的刻度值,每种又分成四种精度等级:2、水平仪的测量工作原理水平仪是一种测角仪器,其主要工作部分是水准器,水准器是一个封闭的玻璃管,内装有乙醚或酒精,并留有一个气泡,这个气泡永远停在玻璃管的最高点。
如果水平仪在水平或垂直位置时,气泡就处于玻璃管的中间位置,若水平仪倾斜一个角度,气泡就向左或向右移动到最高点,根据移动距离,可知道平面的水平度及不垂直度的偏差。
读数精度含义:水平仪读数精度,如图所示,将一读数精度为0.02/1000的水平仪安放在lm长的水平尺上(直尺为理想无变形尺),在右端垫起0.02mm,平尺便倾斜一个角度a,此时,水准器气泡移动距离正好为一个刻度,这表明此水平仪是精确的。
水平仪同平尺的倾斜角a的大小,可从下式求出:tga= ΔH/L=0.02/1000=0.00002 , a≈ 4″从上式可知:0.02/1000的水平仪的气泡每移动一个刻度,其倾斜角将变化4″(秒)。
工作时应将水平仪安置在被检验的工作表面上,每次移动都将后支点在原来的前支点处,新的支点将会升高或降低,就会引起水泡相应的移动,此时由水准器刻度视其偏斜了几格,计算仪器的实际倾斜度时,应从下式求出:实际倾斜度=刻度值×L×偏差格数水平仪的实际倾斜度与支点距离有关。
![框式水平仪用法[1]](https://uimg.taocdn.com/b71a04fc9e31433239689370.webp)
框架水平仪的使用方法1、框架水平仪的两个V形测量面是测量精度的基准,在测量中不能与工作的粗糙面接触或摩擦。
安放时必须小心轻放,避免因测量面划伤而损坏水平仪和造成不应有的测量误差。
2、用框架水平仪测量工件的垂直面时,不能握住与副侧面相对的部位,而用力向工件垂直平面推压,这样会因水平仪的受力变形,影响测量的准确性。
正确的测量方法是手握持副测面内侧,使水平仪平稳、垂直地(调整气泡位于中间位置)贴在工件的垂直平面上,然后从纵向水准读出气泡移动的格数。
3、使用水平仪时,要保证水平仪工作面和工件表面的清洁,以防止脏物影响测量的准确性。
测量水平面时,在同一个测量位置上,应将水平仪调过相反的方向再进行测量。
当移动水平仪时,不允许水平仪工作面与工件表面发生摩擦,应该提起来放置。
如图1所示。
图1 水平仪的使用方法4、当测量长度较大工件时,可将工件平均分若干尺寸段,用分段测量法,然后根据各段的测量读数,绘出误差坐标图,以确定其误差的最大格数。
如图2所示。
床身导轨在纵向垂直平面内直线度的检验时,将方框水平仪纵向放置在刀架上靠近前导轨处(图2中位置A),从刀架处于主轴箱一端的极限位置开始,从左向右移动刀架,每次移动距离应近似等于水平仪的边框尺(200mm)。
依次记录刀架在每一测量长度位置时的水平仪读数。
将这些读数依次排列,用适当的比例画出导轨在垂直平面内的直线度误差曲线。
水平仪读数为纵坐标,刀架在起始位置时的水平仪读数为起点,由坐标原点起作一折线段,其后每次读数都以前折线段的终点为起点,画出应折线段,各折线段组成的曲线,即为导轨在垂直平面内直线度曲线。
曲线相对其两端连线的最大坐标值,就是导轨全长的直线度误差,曲线上任一局部测量长度内的两端点相对曲线两端点的连线坐标差值,也就是导轨的局部误差。
图2 纵向导轨在垂直平面内的直线度检验例:一台床身导轨长度为1600mm的卧式车床,用尺寸为200mm×200mm、精度为0.02mm /lOOOmm的方框水平仪检验其直线度误差。
![水平仪测量直线度[1]](https://uimg.taocdn.com/eb7af0bb0912a216147929a6.webp)
框架水平仪的使用方法1、框架水平仪的两个V形测量面是测量精度的基准,在测量中不能与工作的粗糙面接触或摩擦。
安放时必须小心轻放,避免因测量面划伤而损坏水平仪和造成不应有的测量误差。
2、用框架水平仪测量工件的垂直面时,不能握住与副侧面相对的部位,而用力向工件垂直平面推压,这样会因水平仪的受力变形,影响测量的准确性。
正确的测量方法是手握持副测面内侧,使水平仪平稳、垂直地(调整气泡位于中间位置)贴在工件的垂直平面上,然后从纵向水准读出气泡移动的格数。
3、使用水平仪时,要保证水平仪工作面和工件表面的清洁,以防止脏物影响测量的准确性。
测量水平面时,在同一个测量位置上,应将水平仪调过相反的方向再进行测量。
当移动水平仪时,不允许水平仪工作面与工件表面发生摩擦,应该提起来放置。
如图1所示。
图1 水平仪的使用方法4、当测量长度较大工件时,可将工件平均分若干尺寸段,用分段测量法,然后根据各段的测量读数,绘出误差坐标图,以确定其误差的最大格数。
如图2所示。
床身导轨在纵向垂直平面内直线度的检验时,将方框水平仪纵向放置在刀架上靠近前导轨处(图2中位置A),从刀架处于主轴箱一端的极限位置开始,从左向右移动刀架,每次移动距离应近似等于水平仪的边框尺(200mm)。
依次记录刀架在每一测量长度位置时的水平仪读数。
将这些读数依次排列,用适当的比例画出导轨在垂直平面内的直线度误差曲线。
水平仪读数为纵坐标,刀架在起始位置时的水平仪读数为起点,由坐标原点起作一折线段,其后每次读数都以前折线段的终点为起点,画出应折线段,各折线段组成的曲线,即为导轨在垂直平面内直线度曲线。
曲线相对其两端连线的最大坐标值,就是导轨全长的直线度误差,曲线上任一局部测量长度内的两端点相对曲线两端点的连线坐标差值,也就是导轨的局部误差。
图2 纵向导轨在垂直平面内的直线度检验例:一台床身导轨长度为1600mm的卧式车床,用尺寸为200mm×200mm、精度为0.02mm /lOOOmm的方框水平仪检验其直线度误差。
方框式水平仪的结构、精度、刻线原理和使用方法作者:郑旭来源:《职业·下旬刊》 2012年第9期一、方框式水平仪的结构常用的方框式水平仪,如图1所示。
主要由框架1和弧形玻璃管主水准器2以及调整水准3组成。
利用水平仪上水准泡的移动来测量被测部位角度的变化。
框架的测量面有平面和V形槽。
V形槽便于在圆柱面上测量。
弧形玻璃管的表面上有刻线,内装乙醚(或酒精),并留有一个水准泡。
水准泡总是停留在玻璃管内的最高处。
若水平仪倾斜一个角度,气泡就向左或向右移动。
根据移动的距离(格数),直接或通过计算即可知道被测工件的直线度、平面度或垂直度误差。
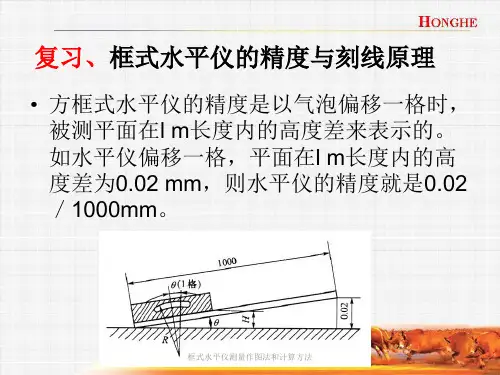
二、方框式水平仪的精度与刻线原理方框式水平仪的精度是以气泡偏移一格时,被测平面在1m长度内的高度差来表示的。
如水平仪偏移一格,平面在1m长度内的高度差为0.02mm,则水平仪的精度为0.02mm/1000mm。
水平仪的刻线原理,如图2所示。
假设平板处在水平位置,在平板上放置一根长1m的平尺,平尺上水平仪的读数为零。
若将平尺一端垫高0.02mm,相当于平尺与平板成的4″夹角。
气泡移动的距离为一格,则水平仪的精度为0.02mm/1000mm。
水平仪玻璃管,曲率半径R=103132mm。
当平面在1000mm,长度中倾斜0.02mm,则倾斜角θ为:三、框架水平仪的使用方法框架水平仪的两个V形测量面是测量精度的基准,在测量中不能与工作的粗糙面接触或摩擦。
安放时必须小心轻放,避免因测量面划伤而损坏水平仪和造成不应有的测量误差。
用框架水平仪测量工件的垂直面时,不能握住与水平尺侧面相对的部位用力向工件垂直平面推压。
正确的测量方法是手握水平尺测面内侧,使水平仪平稳、垂直地(调整气泡位于中间位置)贴在工件的垂直平面上,然后从纵向水准读出气泡移动的格数。
使用水平仪时,要保证水平仪工作面和工件表面的清洁。
测量水平面时,在同一个测量位置上,应将水平仪调至相反的方向再进行测量。
当移动水平仪时,不允许水平仪工作面与工件表面发生摩擦,应该提起来放置,如图3所示。
⊙入门指导:◇复习提问:1、量具根据用途和特点不同分为几种量具?万能量具、专用量具、标准量具。
2、我们学习过的万能量具包括哪些?游标卡尺、万能角度尺、千分尺、百分表、塞尺等。
◇讲授新课:第四单元常用精密量具、量仪§4.1 水平仪(一)定义:是一种小角度的精密量仪。
应用:测量平面对水平面或竖直面的位置偏差,机械设备安装、调试和精度检验。
常用量具:方框式水平仪和合像水平仪一、方框式水平仪1、结构由正方形框架1、主水准器2、调整水准器3组成。
水准器为玻璃管,内装酒精或乙醚,留有气泡,玻璃管内是有一定曲率半径的圆弧面,外面有刻线。
2、精度与刻线原理精度:0.02/1000表示气泡偏移一格,平面在一米长度内一端与水平面有0.02的高度差。
刻线原理:在理想水平面上,放上一米长的标准垫铁,再把水平仪放在垫铁上,使水平仪处于水平状态,气泡在刻线彪形正中间,将垫铁一端用0.02的塞尺塞入,此时,气泡偏移一格,通过计算可知垫铁与水平面的夹角为4″。
读法:0.02/1000,读作千分之零点零二。
水平仪精度等级计算公式:△h=nli例4-1已知:i=0.02/1000 l=800 n=2求:△h解:△h=nli=2×0.02/1000×800=0.0323、水平仪的读数方法(1)绝对读数法以0为基准,偏右读“+”,偏左为“-”(2)相对读数法气泡静止时,两端不一致,两端格数相加,再除以二。
三、方框式水平仪测量技能训练练习一框式水平仪尺寸为200×200,精度0.02/1000,垫铁长度200,导轨长度1600实习步骤:1、测量长度分段:8段2、粗测导轨是否水平3、正式测量:依次测量,记录数据4、数据:+3、0、-1、0、-1、+3、+1、-15、数据处理:1)作图法①首尾连线法A建立坐标系B绘出误差曲线C首尾连线D作平行线E找出最大误差:4F计算误差值:h=nli=4×0.02/1000×200=0.016 G与标准对比,判断合格与否②包容法A找出两个最高点,并连线B作平行线C找出最大误差值:3.6D找出两个最低点,并连线E作平行线F找出最大误差值3.3G取误差小的数据:3.3H计算误差值:h=nli=3.3×0.02/100×200=0.0132 I与标准对比,判断合格与否◇示范操作:1、框式水平仪的使用方法2、框式水平仪的读数方法◇布置实习:1、框式水平仪的结构观察2、框式水平仪的使用训练3、框式水平仪的读数⊙巡回指导:⊙结束指导:☆课后作业:习题集。