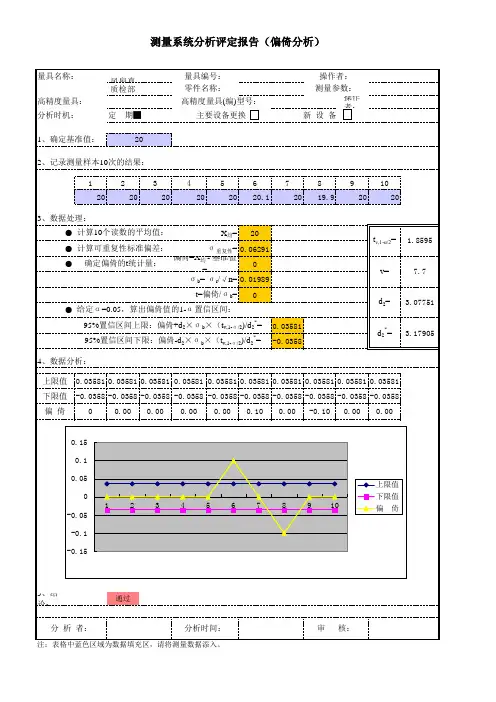
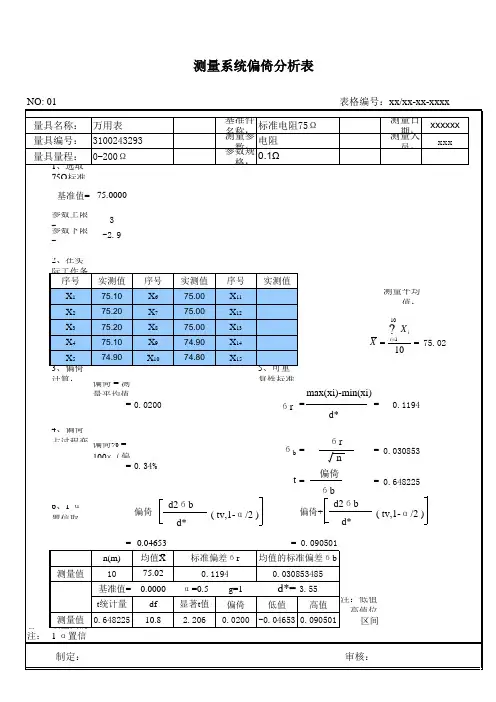
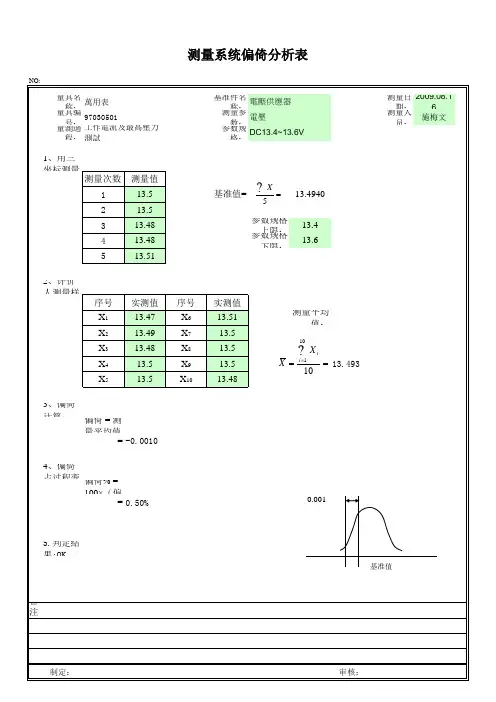
测量系统偏倚分析表
- 格式:xls
- 大小:61.00 KB
- 文档页数:1
XXXX作业文件文件编号:JT/C-7.6J-003版号:A/0(MSA)测量系统分析稳定性、偏移和线性研究作业指导书批准:吕春刚审核:尹宝永编制:邹国臣受控状态:分发号:2006年11月15日发布2006年11月15日实施量具的稳定性、偏移、线性研究作业指导书JT/C-7.6J-0031目的为了配备并使用与要求的测量能力相一致的测量仪器,通过适当的统计技术,对测量系统的五个特性进行分析,使测量结果的不确定度已知,为准确评定产品提高质量保证。
2适用范围适用于公司使用的所有测量仪器的稳定性、偏移和线性的测量分析。
3职责3.1检验科负责确定过程所需要的测量仪器,并定期校准和检定,对使用的测量系统分析,对存在的异常情况及时采取纠正预防措施。
3.2工会负责根据需要组织和安排测量系统技术应用的培训。
3.3生产科配合对测量仪器进行测量系统分析。
4术语4.1偏倚偏倚是测量结果的观测平均值与基准值(标准值)的差值。
4.2稳定性(飘移)稳定性是测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差。
4.3线性线性是在量具预期的工作量程内,偏倚值的变差。
4.4重复性重复性是由一个评价人,采用一种测量仪器,多次测量同一零件的同一特性获得的测量值的变差。
4.5再现性再现性是由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性的测量平均值的变差。
5测量系统分析作业准备5.1确定测量过程需要使用的测量仪器以及测量系统分析的范围。
a)控制计划有要求的工序所使用的测量仪器;b)有SPC控制要求的过程,特别是有关键/特殊特性的产品及过程;c)新产品、新过程;d)新增的测量仪器;e)已经作过测量系统分析,重新修理后。
5.2公司按GB/T10012标准要求,建立公司计量管理体系,确保建立的测量系统的可靠性。
6分析研究过程 6.1稳定性分析研究1)取一样件,并建立其可追溯到相关标准的参考值。
如果无法取得这样的样件,则选择一个落在产品测量范围中间的生产零件,指定它为基准样件进行稳定性分析。

1、2、3、4、5、线性GRR计数型Kappa分析MSA测量系统分析全套表格模板稳定性偏倚Excel原件可在本文档左侧回形针处取出再现性Kappa=(Po-Pe)/(1-Pe)A*参考 交叉表A01总计Po:0.95Pe:0.51B*参考 交叉表B01总计Po:0.97Pe:0.51C*参考 交叉表C01总计Po:0.96Pe:0.5130期望的数量26.4636.5463数量38487期望的数量数量60363一致性好6666Kappa 一致性好判定误发期望的数量638728 4.76%可接受2.30%可接受 4.76%可接受3.45%可接受可接受5.75%可接受01参考总计62063871501C0.90有效性判定重复性检查总数匹配数漏发A A B 评价人评价人%B 93.33%可接受判 定判定0.9383.33%2530 3.17%36.5450.4687数量638715090.00%可接受0.92A C 一致性好150期望的数量B 期望的数量36.9651.0488数量6387150期望的数量26.0435.9662数量38588期望的数量6387数量60248.7284150数量6387150期望的数量35.28数量28284总计01Kappa 判 定A*B 0.89一致性好C 3027A*C 0.93一致性好参考B*C 参考总计可接受期望的数量27.7238.280.90一致性好数量615Page 11 of 11。
XXX 公司计量型MSA 分析报告日 期:实 施 人: 评 价 人:仪器名称: 仪器编号: 分析结论: 合格 不合格 审 核:批 准:2017年2月23日陈秋凤、雷丽花、欧阳丽敏 X 志超数显卡尺(中间检验) XXX计量型MSA分析报告目录稳定性 (1)偏倚 (4)线性 (7)重复性和 (9)再现性备注: 对于有条件接收的项目应阐述接受原因.第一节稳定性分析1.1 稳定性概述在经过一段长时间下,用相同的测量系统对同一基准或零件的同一特性进行测量所获得的总变差,即稳定性是整个时间的偏倚变化。
1.2试验方案2017年02月份,随机抽取一常见印制板样品,让中间检验员工每天的早上与晚上分别使用数显卡尺对样品外形尺寸测量5次/组,共测量25组数据,并将每次测量的数据记录在表1。
1.3数据收集表1 稳定性分析数据收集记录表1.4 测量系统稳定性可接受判定标准1.4.1 不允许有超出控制限的点;1.4.2 连续7点位于中心线同一侧;1.4.3 连续6点上升或下降;1.4.4 连续14点交替上下变化;1.4.5 连续3点有2点距中心的距离大于两个标准差;1.4.6 连续5点中有4点距离中心线的距离大于一个标准差;1.4.7 连续15点排列在中心线的一个标准差X围内;1.4.8 连续8点距中心线的距离大于一个标准差。
1.5数据分析图1中间检验_数显卡尺Xbar-R控制图从图1 Minitab生成Xbar-R控制图可知,没有控制点超出稳定性可接受判定标准,表明该测量系统稳定性可接受。
1.6测量系统稳定性分析结果判定对中间检验_数显卡尺进行稳定性分析,分析结果表明该测量系统稳定性可接受。
第二节偏倚分析2.1 偏倚分析概述对相同零件上同一特性的观测值与真值(参考值)的差异。
2.2 试样方案2.2.1选择一个被测样品,确定样品的外形尺寸基准值x,样品外形尺寸基准值通过__铣边工序所使用的泛用型尺寸测量机重复测量10次取测量均值获得。