轧钢自动化酸轧联合机组方案BD.ppt
- 格式:ppt
- 大小:2.06 MB
- 文档页数:38
唐山瑞丰钢铁(集团)有限公司唐山瑞丰950酸轧联合机组唐山瑞丰950酸轧联合机组三电设备供货合同详细设计说明书第一卷基础自动化篇工艺控制方案(跟踪)上海宝信软件股份有限公司二零一五年六月唐山瑞丰钢铁(集团)有限公司唐山瑞丰950酸轧联合机组唐山瑞丰950酸轧联合机组三电设备供货合同详细设计说明书第一卷基础自动化篇工艺控制方案(跟踪)编制:顾颖兰编制日期:2015.06.22审核:顾胜超、徐文超审核日期:2015.06.24批准:金云批准日期:2015.06.30上海宝信软件股份有限公司二零一五年六月1.带钢跟踪 (5)1.1关键字 (5)1.2概述 (5)1.3简要工艺流程 (5)1.4系统设计范围 (6)1.5系统通讯方案 (6)1.5.1 L1-L0 数据通讯 (6)1.5.2 L1-L1 数据通讯 (7)1.5.3 L1-HMI 数据通讯 (7)1.5.4 L1-L2 数据通讯 (7)1.2系统配置 (8)1.3系统功能规格 (8)1.3.1应用功能概述 (8)1.3.2系统原理 (10)1.3.3焊缝跟踪 (11)1.3.4物料跟踪 (20)1.带钢跟踪1.1关键字中文表述英文对照带钢跟踪Strip Tracking焊缝跟踪Weld Tracking物料跟踪Material Tracking动作Action1.2概述本文档是关于唐山瑞丰950酸轧联合机组的功能描述。
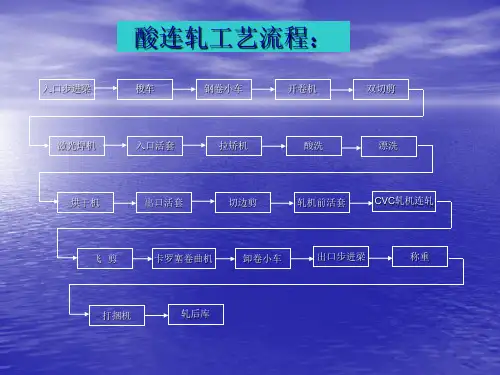
酸轧联合生产线的带钢跟踪系统是基础自动化级的控制系统的一个主要的、相对高级的功能,由 PLC 控制系统实现。
带钢跟踪系统涉及大量的数据和运算。
在早期的系统中,由于PLC系统能力限制,带钢跟踪通常由过程控制计算机来完成。
实时性和可靠性均难以得到保证。
随着PLC系统能力的提升,使大规模的数据处理和高速运算成为可能。
带钢跟踪逐步转由PLC系统来实现。
在一条现代化的连续带钢生产线的自动控制系统中,带钢跟踪系统是其控制的核心。
几乎所有的自动化带钢连续生产线,均配备有精确的带钢跟踪系统。

第一部分酸轧联合机组目录1冷轧薄板生产发展 (4)1.1冷轧生产工艺技术进步 (6)1.2冷轧生产在我国的发展 (7)1.2.1国内主要冷轧生产厂 (8)2主要冷轧产品介绍 (15)2.1冷轧产品分类 (15)2.2生产工艺流程简图 (15)2.3主要性能要求及用途 (16)2.3.1汽车用板 (16)2.3.1.1高深冲性能 (16)2.3.1.2高强度钢 (18)2.3.1.2.1烘烤硬化(BH)钢板 (19)2.3.1.2.2高强度IF钢 (21)2.3.1.2.3双相钢 (22)2.3.1.2.4CP钢 (23)2.3.1.2.5TRIP(相变诱导塑性)钢 (23)2.3.1.3高防腐性能 (27)2.3.1.3.1热镀纯锌(GI)汽车板 (27)2.3.1.3.2合金化热镀锌(GA)汽车板 (27)2.3.2家电用板 (29)2.3.3建筑用板 (30)2.3.3.1锌-55%铝合金镀层钢板(Galvalume) (31)2.3.3.2锌-5%铝合金镀层钢板(Galfan) (32)3冷轧生产主要工艺技术及设备简介 (32)3.1酸洗 (33)3.1.1酸洗原理及影响因素 (34)3.1.1.1氧化铁皮的形成机理和基本组织 (34)3.1.1.2酸洗原理 (34)3.1.1.3影响酸洗的主要因素 (36)3.1.1.3.1酸液种类的影响 (36)3.1.1.3.2酸液浓度和温度的影响 (37)3.1.1.3.3酸液中铁盐含量的影响 (38)3.1.1.3.4酸液搅拌的影响 (38)3.1.1.3.5钢铁成分影响 (39)3.1.2现代连续式酸洗工艺技术简介 (39)3.1.2.1半连续式酸洗机组 (39)3.1.2.2连续塔式酸洗机组 (40)3.1.2.3连续卧式酸洗技术 (41)3.1.3盐酸的回收 (42)3.1.3.1回收原理 (42)3.1.3.2鲁兹纳法工艺简介(包括除硅) (43)3.1.3.3鲁奇法工艺简介 (44)3.2冷连轧机组 (44)3.2.1现代主流冷轧机简介 (45)3.2.2冷轧机的发展趋势 (47)3.2.3带钢高精度轧制原理 (47)3.2.3.1厚度自动控制 (47)3.2.3.2厚度自动控制的工艺基础 (47)3.2.3.3轧制状态下的弹塑性曲线 (47)3.2.3.4影响轧件厚度波动的因素 (49)3.2.3.5轧件出口厚度变化的基本规律 (51)3.2.3.6压下有效系数 (51)3.2.4带钢厚度自动控制系统 (53)3.2.4.1轧制力AGC控制系统基本原理 (53)3.2.4.2绝对值AGC控制系统基本原理 (54)3.2.5扩展秒流量控制系统 (55)3.2.5.1秒流量相等原理 (56)3.2.5.2传统的厚度控制方法及存在的问题 (56)3.2.5.3扩展的金属秒流量厚度控制 (58)3.2.5.3.1扩展秒流量概念的提出 (58)3.2.5.3.2扩展秒流量控制的基本原理 (59)3.2.5.3.3扩展秒流量控制系统的主要环节 (60)3.2.5.3.44#/5#机架间的三种张力控制方式 (61)3.2.6板形自动控制 (63)3.2.6.1带材平直度的定义 (63)3.2.6.2带材平直度的控制策略 (65)3.2.6.3带材平直度的控制手段 (65)3.2.6.4液压弯辊 (66)3.2.6.5轧辊横移 (66)3.3平整机 (67)3.3.1平整的作用 (67)3.3.2平整机 (71)3.3.3平整工艺 (71)3.3.3.1平整度 (72)3.3.3.2带钢板形 (73)3.3.3.3表面粗糙度 (74)3.3.3.4表面质量 (75)1冷轧薄板生产发展钢的冷轧18世纪中叶始于德国,当时只能生产20~25mm的钢带。