巷道支护用失效U型钢修复工艺的研究
- 格式:doc
- 大小:24.50 KB
- 文档页数:5
巷道支护用失效U型钢修复工艺的研究摘要:在煤炭采掘的过程中,随着开采深度的不断加大,巷道围岩逐渐表现出深部岩体的高应力、大变形等力学特征,矿压显现日益剧烈。
使得煤矿井下采掘巷道在煤炭采掘过程中要受到岩层顶壁及侧壁不同程度的各种压力,为防止煤岩表层脱落并保证井下安全生产,必须采用不同规格的u型钢制成不同形式的可缩性拱形棚架来支撑岩壁,以保证采掘工作的顺利进行。
关键词:采掘压力影响支撑失效修复
由于井下地质情况比较复杂,在采掘过程中护棚支架要承受很大的压力,在巷道顶板或岩石侧壁压力很大时,护棚支架就会产生压缩使围岩作用于u型钢支架上的压力下降,从而避免围岩压力大于u型钢支架的承载力而使支架免遭破坏。
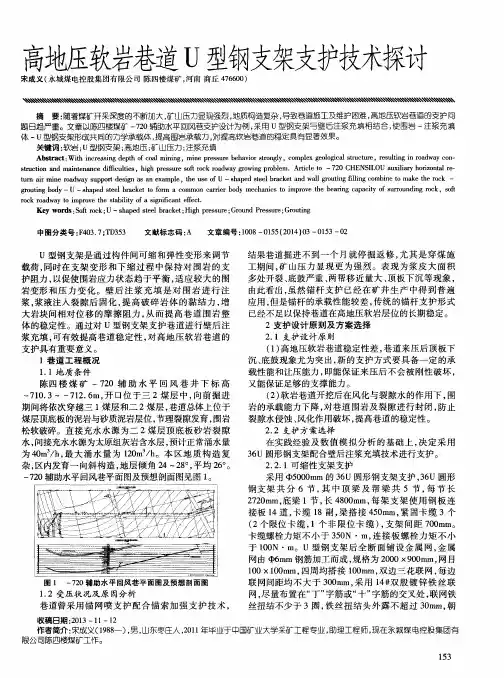
但由于井下复杂的地理环境以及生产过程中各种复杂因素的影响,工作中支架在围岩压力的作用下仍会产生疲劳、变形、局部裂纹弯折等破坏使其失效而无法继续工作(见图1)。
铁煤集团每年使用热轧u型钢的数量约为5000吨,失效的工件需用机械方式运输到井上存放,由于堆积数量过多,不仅增加了采掘成本也为其他方面带来了诸多不便。
为此,我们决定研制对失效u型钢护棚支架的修复工艺并实施。
1、工件失效原因分析
工作中损坏失效最多的是弓形半圆拱体部位,失效形式多为工件u型弧顶弯曲,或两边加强筋向两侧扩张变形而导致工件疲劳变
形(如图1所示)。
通过多次对失效的工件进行检测分析,发现变形严重的工件的屈强比较低,即材料的屈服强度低,因此当井下的环境发生变化时,如围岩的压力情况有波动或壁后的间隙填充不及时,都会使u型钢支架的受力状况产生变化,其直接后果是支架承受集中或偏心载荷。
在工件压力集中的部位的压力超过了材料的屈服强度,因此造成了工件的失效。
其失效形式主要为扭曲变形或因之导致造成开裂,使其无法继续起到支护巷壁的目的。
大部分失效的工件的性能指标较投入使用时并没有很大的改变,而改变的只是工件的几何尺寸和形状。
据此,我们设想在常温条件下通过机械挤压方式使热轧u型钢变形的部位恢复到有关标准制造要求的形状及尺寸,同时通过热处理方法调整其内部组织形态并提高其强度指标,从而使其重新恢复使用功能。
即(1)恢复其几何形状,达到有关标准要求并重新恢复使用。
(2)必须提高其屈服强度,使工件具有良好的综合机械性能以支撑围岩的压力。
2、修复工艺制定
2.1 工件几何形状的修复
此工序的最终目的是将失效变形、或弯折的u型钢恢复到制造厂家出厂时的形状及标准尺寸,我们选择了常温(个别工件辅以中温)修复方案来完成工件的几何形状的恢复。
修复方案:整个修复方案分为二个步骤(以36u型钢支架为例)。
初始复型:将局部小范围变形部分采用常温冷闷方式修复(变
形特别严重的可局部加热修复,加热温度小于650℃),目的是使工件小范围变形严重的局部在内部组织不发生变化的情况下得以恢复原形或基本恢复原形。
具体操作方法:在300t以上压力机上辅以成型模具,根据工件变形区域的长度不同而选用不同长度的模具挤压复型,此过程操作要点是必须注意不能一次施压过大,避免在工件的小范围内由于过大的压力,而造成材料的冷作硬化,使材料的韧性有所降低。
最终复型:将初始修复的达到或基本达到几何形状要求的36u 型钢工件放至专用复型机上进行修复定型。
专用复形机可选用国内专用生产厂家生产的弯曲机(我们实验时采用焦作豫重矿山机械有限公司制造的cx125-360型弯曲机)具体实施方法:将经过初始复型的36u型钢放置在弯曲机入口,通过校正滚压机构,校正后得到最终需要的形状。
从而完成最终复型过程。
具体实施过程及结果见图2。
2.2 调质处理
目的是对工件在工作及复形期间产生的形变强化或晶格畸变的组织进行调整,增加工件的屈强比,使工件具有良好的综合机械性能。
调质处理过程操作步骤如下:将最终修复后的36u型钢,经专用的驱动送料装置驱动通过400千瓦中频感应加热设备的输出端的加热感应器,在通过的同时完成连续加热淬火过程。
u型钢淬火后采用连续加热箱式电阻炉批量加热到640-680℃,保温1.5-4小时后出炉,从而完成高温回火过程。
2.3 试验工艺过程及结论
通过对我公司井下棚架支护用u型钢损坏形式的初步分析,变形失效的数量远大于断裂损坏失效的数量。
考察原因主要是因为热轧的u型钢的屈服强度较低。
为此,根据gb/t4697-2008≤矿山巷道支护用热轧u型钢≥标准中对u型的物理性能指标要求,我们采用了不同的调质工艺进行了多次试验,试验结果表明:修复后的u型钢经调质处理后平均屈服强度可达到530-550mpa,同时还保持了良好的延伸率,使材料具有良好的综合机械性能。
(详见表一)实验结论:
(1)通过不同的热处理工艺,屈服强度的提高范围很大,但我们需要的是在保证良好的延伸率(20%左右)的基础上同时具有较高强度,表二所列的性能指标是比较理想的结果。
(2)在使用中变形失效的u型钢,由于工作过程中不断受压的原因,材料本身或多或少可能要发生一些冷作硬化,因此对修复后的u型钢的调质处理我们制定了特定的修复标准,以保证修复后u 型钢的使用性能。
3、结论
(1)对现有损坏的旧u型钢进行修复并调质后恢复使用的工艺是可行的,执行此工艺可保证其屈服强度在520-550 mpa之间,抗拉强度在640-680 mpa之间,延伸率在20%-22%之间。
(2)采用调质处理后,其各项性能指标比未调质提高10-20%。
4、存在问题及解决办法
(1)试验表明,应用此工艺完全可以达到对旧u型钢恢复使用的效果。
但本工艺在初始复型阶段是根据工件的破坏程度来选用胎具挤压,因此给连续生产带来影响。
(2)理论上讲,高温轧制修复工艺可能对损坏特别严重的工件效果更好,但与我们上述提及的方案相比存在以下几个问题:第一、设备一次性投资加大(增设轧机、高温加热设备,需300万元以上)。
第二、工作场地加大,增加了维护成本。
第三、由于高温轧制要消耗大量能源,所以增加修复成本约15-20%。
5、结语
实验表明,对矿山采掘过程中失效的u型钢工件,可采用常温恢复成型后进行调质处理的方法进行修复。
修复后的工件完全可以满足国家标准要求,工件修复率可达80%以上,同时修复成本大大降低。
参考文献
[1]张峰.矿用u型钢支架设计,煤炭技术,2010-10.
[2]龙刚,常红伟,宣以琼.型钢支架在复杂巷道中的应用,河北煤炭,2010-4u.。