机械制造技术基础-卢秉恒 答案 第二章
- 格式:ppt
- 大小:388.00 KB
- 文档页数:38
机械制造技术基础(作业拟定答案)2-2切削过程得三个变形区各有何特点?它们之间有什么关联?答:三个变形区得特点:第一变形区为塑性变形区,或称基本变形区,其变形量最大,常用它来说明切削过程得变形情况;第二变形区为摩擦变形区,切屑形成后与前面之间存在压力,所以沿前面流出时必然有很大摩擦,因而使切屑底层又产生一次塑性变形;第三变形区发生在工件已加工表面与后面接触得区域,已加工表面受到切削刃钝圆部分与后刀面得挤压与摩擦产生变形。
关联:这三个变形区汇集在切削刃附近,应力集中且复杂;它们实质上都就是因为挤压与摩擦产生变形,第一变形区主要由挤压沿剪切线产生剪切变形,第二变形区主要由挤压与摩擦产生切屑得变形,第三变形区主要由挤压与摩擦产生加工表面变形.2-3分析积屑瘤产生得原因及其对加工得影响,生产中最有效得控制积屑瘤得手段就是什么?答:积屑瘤产生得原因:在切削速度不高又能形成连续切削得情况下,加工塑性材料时,刀面与切屑表面由于挤压与摩擦使得接触表面成为新鲜表面,少量切屑金属粘结在前刀面上,产生了冷焊,并形成加工硬化与瘤核。
瘤核逐渐长大形成积屑瘤。
对加工得影响:积屑瘤粘结在前刀面上,减少了刀具得磨损;积屑瘤使刀具得实际工作角度增大,有利于减小切削力;积屑瘤伸出刀刃之外,使得切削厚度增加,降低了工件得加工表面精度并使加工表面粗糙度增加。
生产中控制积屑瘤得手段:在粗加工中,可以采用中低速切削加以利用,保护刀具.在精加工中应避免采用中低速从而控制积屑瘤得产生,同时还可以增大刀具前角,降低切削力,或采用好得切削液。
2-7 车削时切削合力为什么常分解为三个互相垂直得分力来分析?试说明这三个分力得作用?答:分解成三个互相垂直力得原因:切削合力得方向在空间中就是不固定得,与切削运动中得三个运动方向均不重合,而切削力又就是设计与性能分析得一个重要参数。
为了便于分析与实际应用,将切削力沿车削时得三个运动方向分解成三个力。
三个切削运动分别为:主运动(切削速度)、进给运动(进给量)、切深运动(背吃刀量)。
1 第二章2-1.金属切削过程有何特征用什么参数来表示答2-2.切削过程的三个变形区各有什么特点它们之间有什么关联答第一变形区变形量最大。
第二变形区切屑形成后与前刀面之间存在压力所以沿前刀面流出时有很大摩擦所以切屑底层又一次塑性变形。
第三变形区已加工表面与后刀面的接触区域。
这三个变形区汇集在切削刃附近应力比较集中而且复杂金属的被切削层在此处于工件基体分离变成切屑一小部分留在加工表面上。
2-3.分析积屑瘤产生的原因及其对加工的影响生产中最有效地控制它的手段是什么答在中低速切削塑性金属材料时刀—屑接触表面由于强烈的挤压和摩擦而成为新鲜表面两接触表面的金属原子产生强大的吸引力使少量切屑金属粘结在前刀面上产生了冷焊并加工硬化形成瘤核。
瘤核逐渐长大成为积屑瘤且周期性地成长与脱落。
积屑瘤粘结在前刀面上减少了刀具的磨损积屑瘤使刀具的实际工作前角大有利于减小切削力积屑瘤伸出刀刃之外使切削厚度增加降低了工件的加工精度积屑瘤使工件已加工表面变得较为粗糙。
由此可见积屑瘤对粗加工有利生产中应加以利用而对精加工不利应以避免。
消除措施采用高速切削或低速切削避免中低速切削增大刀具前角降低切削力采用切削液。
2-4切屑与前刀面之间的摩擦与一般刚体之间的滑动摩擦有无区别若有区别而这何处不同答切屑形成后与前刀面之间存在压力所以流出时有很大的摩擦因为使切屑底层又一次产生塑性变形而且切屑与前刀面之间接触的是新鲜表面化学性质很活跃。
而刚体之间的滑动摩擦只是接触表面之间的摩擦并没有塑性变形和化学反应2-5车刀的角度是如何定义的标注角度与工作角度有何不同答分别是前角、后角、主偏角、副偏角、刃倾角P17。
工作角度是以切削过程中实际的切削平面、基面和正交平面为参考平面确定的刀具角度。
2-6金属切削过程为什么会产生切削力答因为刀具切入工具爱你是被加工材料发生变形并成为切屑所以1要克服被加工材料弹性变形的抗力2要克服被加工材料塑性变形的抗力3要克服切屑与前刀面的摩擦力和后刀面与过度表面和以加工表面之间的摩擦力。
1.金属切削过程的实质是什么?答:金属切削过程就是刀具从工件上切除多余的金属,使工件得到符合技术要求的几何精度和表面质量的过程。
2.切削运动可分哪两类,各有什么特点?答:切削运动可分为主运动和进给运动。
主运动在切削过程中速度最高,消耗的功率最大,并且在切削过程中切削运动只有一个。
进给运动的速度较低、消耗的功率较小,进给运动可以有一个或多个。
3.切削用量的主要参数有哪些?答.:切削用量的参数有切削速度、进给量和背吃刀量。
4.试述车刀前角、后角、主偏角、负偏角和刃倾角的作用,并指出如何使用?答:前角对切削的难易程度有很大的影响,前角大小的选择与工件材料、刀具材料、加工要求有关。
后角的作用是为了减小后刀面与工件之间的摩擦和减少后刀面的磨损。
主偏角的大小影响切削条件、刀具寿命和切削分力的大小。
5.车外圆时,车刀装得过高或过低、偏左或偏右,刀具角度会发生哪些变化?什么情况下可以利用这些变化?答:当刀尖高于工作中心时,刀具工作前角将增大,工作后角将减小。
如果刀尖低于工作中心,则刀具工作前角减小,后角增大。
若刀杆右偏,则车刀的工作主偏角将增大,负偏角将减小。
若刀杆左偏,则车刀的工作主偏角将减小,负偏角将增大。
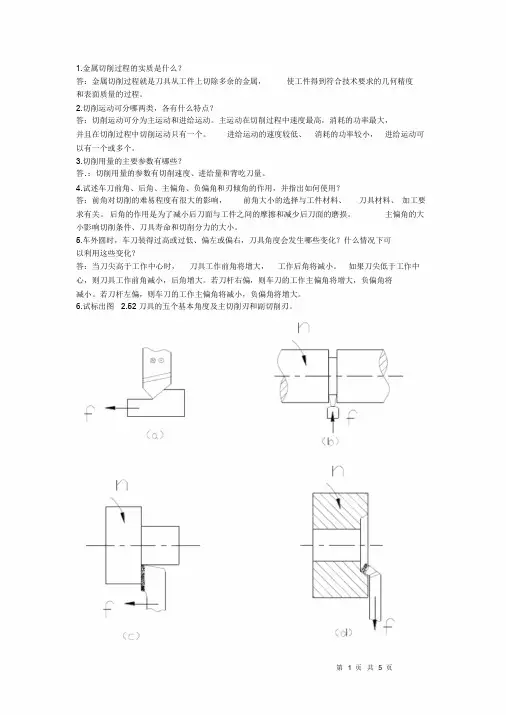
6.试标出图 2.52 刀具的五个基本角度及主切削刃和副切削刃。
7.列举外圆车刀在不同参考系中的主要标准角度及其定义。
答:1)前角:在正交平面内测量的前刀面与基面之间的夹角;后角:在正交平面内测量的主后刀面与切削平面之间的夹角;主偏角:在基面内测量的主切削刃在基面上的投影与进给方向的夹角;副偏角:在基面内测量的副切削刃在基面上的投影与进给运动反方向的夹角;刃倾角:在切削平面内测量的主切削刃与基面之间的夹角;副后角:在副切削刃上选定点的副正交平面内,副后刀面与副切削平面之间的夹角。
8.偏角的大小对刀具耐用度和三个切削分力有何影响?当车削细长轴时,主偏角应选得较大还是较小?为什么?答:当切削面积不变时,主偏角增大,切削厚度也随之增大,切屑变厚,因而主切削力随着主偏角的增大而减小,但当主偏角增大到60 ~70 之间时,主切削力又逐渐增大主偏角;背向力随着主偏角的增大而减小,进给力随着主偏角的增大而增大。
机械制造技术基础(作业拟定答案)2-2 切削过程的三个变形区各有何特点它们之间有什么关联答:三个变形区的特点:第一变形区为塑性变形区,或称基本变形区,其变形量最大,常用它来说明切削过程的变形情况;第二变形区为摩擦变形区,切屑形成后与前面之间存在压力,所以沿前面流出时必然有很大摩擦,因而使切屑底层又产生一次塑性变形;第三变形区发生在工件已加工表面与后面接触的区域,已加工表面受到切削刃钝圆部分与后刀面的挤压和摩擦产生变形。
关联:这三个变形区汇集在切削刃附近,应力集中且复杂;它们实质上都是因为挤压和摩擦产生变形,第一变形区主要由挤压沿剪切线产生剪切变形,第二变形区主要由挤压和摩擦产生切屑的变形,第三变形区主要由挤压和摩擦产生加工表面变形。
2-3 分析积屑瘤产生的原因及其对加工的影响,生产中最有效的控制积屑瘤的手段是什么答:积屑瘤产生的原因:在切削速度不高又能形成连续切削的情况下,加工塑性材料时,刀面和切屑表面由于挤压和摩擦使得接触表面成为新鲜表面,少量切屑金属粘结在前刀面上,产生了冷焊,并形成加工硬化和瘤核。
瘤核逐渐长大形成积屑瘤。
对加工的影响:积屑瘤粘结在前刀面上,减少了刀具的磨损;积屑瘤使刀具的实际工作角度增大,有利于减小切削力;积屑瘤伸出刀刃之外,使得切削厚度增加,降低了工件的加工表面精度并使加工表面粗糙度增加。
生产中控制积屑瘤的手段:在粗加工中,可以采用中低速切削加以利用,保护刀具。
在精加工中应避免采用中低速从而控制积屑瘤的产生,同时还可以增大刀具前角,降低切削力,或采用好的切削液。
2-7 车削时切削合力为什么常分解为三个互相垂直的分力来分析试说明这三个分力的作用答:分解成三个互相垂直力的原因:切削合力的方向在空间中是不固定的,与切削运动中的三个运动方向均不重合,而切削力又是设计和性能分析的一个重要参数。
为了便于分析和实际应用,将切削力沿车削时的三个运动方向分解成三个力。
三个切削运动分别为:主运动(切削速度)、进给运动(进给量)、切深运动(背吃刀量)。
第二章2-1.金属切削过程有何特征?用什么参数来表示?答:2-2.切削过程的三个变形区各有什么特点?它们之间有什么关联?答:第一变形区:变形量最大。
第二变形区:切屑形成后与前刀面之间存在压力,所以沿前刀面流出时有很大摩擦,所以切屑底层又一次塑性变形。
第三变形区:已加工表面与后刀面的接触区域。
这三个变形区汇集在切削刃附近,应力比较集中,而且复杂,金属的被切削层在此处于工件基体分离,变成切屑,一小部分留在加工表面上。
2-3.分析积屑瘤产生的原因及其对加工的影响,生产中最有效地控制它的手段是什么?答:在中低速切削塑性金属材料时,刀—屑接触表面由于强烈的挤压和摩擦而成为新鲜表面,两接触表面的金属原子产生强大的吸引力,使少量切屑金属粘结在前刀面上,产生了冷焊,并加工硬化,形成瘤核。
瘤核逐渐长大成为积屑瘤,且周期性地成长与脱落。
积屑瘤粘结在前刀面上,减少了刀具的磨损;积屑瘤使刀具的实际工作前角大,有利于减小切削力;积屑瘤伸出刀刃之外,使切削厚度增加,降低了工件的加工精度;积屑瘤使工件已加工表面变得较为粗糙。
由此可见:积屑瘤对粗加工有利,生产中应加以利用;而对精加工不利,应以避免。
消除措施:采用高速切削或低速切削,避免中低速切削;增大刀具前角,降低切削力;采用切削液。
2-4切屑与前刀面之间的摩擦与一般刚体之间的滑动摩擦有无区别?若有区别,而这何处不同?答:切屑形成后与前刀面之间存在压力,所以流出时有很大的摩擦,因为使切屑底层又一次产生塑性变形,而且切屑与前刀面之间接触的是新鲜表面,化学性质很活跃。
而刚体之间的滑动摩擦只是接触表面之间的摩擦,并没有塑性变形和化学反应2-5车刀的角度是如何定义的?标注角度与工作角度有何不同?答:分别是前角、后角、主偏角、副偏角、刃倾角(P17)。
工作角度是以切削过程中实际的切削平面、基面和正交平面为参考平面确定的刀具角度。
2-6金属切削过程为什么会产生切削力?答:因为刀具切入工具爱你,是被加工材料发生变形并成为切屑,所以(1)要克服被加工材料弹性变形的抗力,(2)要克服被加工材料塑性变形的抗力,(3)要克服切屑与前刀面的摩擦力和后刀面与过度表面和以加工表面之间的摩擦力。
机械制造技术基础习题第二章制造工艺装备一、单选题1.定位基准是指()[A]:机床上的某些点、线、面[B]:夹具上的某些点、线、面[C]:工件上的某些点、线、面[D]:刀具上的某些点、线、面正确答案:C2.工序基准定义为()[A]:设计图中所用的基准[B]:工序图中所用的基准[C]:装配过程中所用的基准[D]:用于测量工件尺寸、位置的基准正确答案:B3.工件采用心轴定位时,定位基准面是()[A]:心轴外圆柱面[B]:工件内圆柱面[C]:心轴中心线[D]:工件外圆柱面正确答案:B4.机床夹具中,用来确定工件在夹具中位置的元件是()[A]:定位元件[B]:对刀—导向元件[C]:夹紧元件[D]:连接元件正确答案:A5.工件以圆柱面在短V形块上定位时,限制了工件()个自由度。
[A]:5[B]:4[C]:3[D]:2正确答案:D6.加工大中型工件的多个孔时,应选用的机床是()[A]:卧式车床[B]:台式钻床[C]:立式钻床[D]:摇臂钻床正确答案:D7.在一平板上铣通槽,除沿槽长方向的一个自由度未被限制外,其余自由度均被限制。
此定位方式属于()[A]:完全定位[B]:部分定位[C]:欠定位[D]:过定位正确答案:B8.属于展成法加工齿形的刀具是()[A]:盘状模数铣刀[B]:指状模数铣刀[C]:成形砂轮[D]:滚刀正确答案:D9.多联齿轮小齿圈齿形加工方法一般选用()[A]:滚齿[B]:插齿[C]:剃齿[D]:珩齿正确答案:B10.布置在同一平面上的两个支承板相当于的支承点数是()[A]:2个[B]:3个[C]:4个[D]:无数个正确答案:B二、判断题1.不完全定位在零件的定位方案中是不允许的。
()正确答案:错误2.粗基准在同一尺寸方向可以反复使用。
()正确答案:错误3.轴类零件常用两中心孔作为定位基准,遵循了互为基准原则。
()正确答案:错误4.可调支承一般每件都要调整一次,而辅助支承可每批调整一次。
()正确答案:错误5.采用六个支承钉进行工件定位,则限制了工件的6个自由度。

参考教材:《机械制造技术基础》于骏一主编北京:机械工业出版社,2004《机械制造技术基础》卢秉恒主编北京:机械工业出版社,2003第一章绪论产品开发的重要性;制造活动的定义;生产类型与组织形式;零件的制造过程。
重点要求:制造活动的定义;生产类型与组织形式;零件的制造过程。
第二章切削过程及控制基本概念;刀具角度;刀具种类;刀具材料;刀具选用;金属切削层的变形;切屑的类型及控制;切削力;切削热和切削温度;刀具的磨损与破损、刀具生命及刀具状态监控;切削用量;磨削机理重点要求:刀具的角度;刀具的材料;切削力;磨削机理第三章基准及其工件安装基础机床夹具的概念、用途和分类;基准概念;定位原理及其夹紧机构;定位误差及其计算;工件的安装方案设计。
重点要求:定位原理及其应用;夹紧的基本概念;定位误差计算。
第四章机械加工方法与装备车削、铣削、刨削、磨削、钻削和镗削加工方法;机床的基本结构、分类和型号。
重点要求:常用机床和加工方法的分类、特点及其主要和应用。
第五章机械制造质量分析与控制机械加工精度与误差;工艺过程的统计分析;机械加工表面质量。
重点要求:工艺系统几何误差;工艺系统受力变形引起的误差;工艺系统受热变形引起的误差;内应力重新分布引起的误差;加工误差的正态分布规律及其计算与分析方法;机械加工表面质量对机器使用性能的影响;影响表面粗糙度的因素;影响加工表面物理机械性能的因素。
第五章工艺规程设计工艺规程及设计原则和所需的原始资料;工艺规程设计的内容和步骤;工艺路线的拟定;加工余量的确定;工序尺寸及公差的确定;时间定额的确定;工艺方案的经济分析;机器装配与装配工艺系统图;装配精度与尺寸链;保证装配精度的装配方法;装配工艺规程设计;机械加工工艺性评价;机器装配工艺性评价。
重点要求:工艺规程设计的基本概念与方法;零件工艺规程设计;机械加工工艺尺寸链的计算;常用装配方法及其部件(或产品)的装配方法确定;面向不同装配方法的装配尺寸链计算。