机械加工工时核算表
- 格式:xls
- 大小:37.00 KB
- 文档页数:2
机械加工工时费用计算机械加工工时,是正确反映机械加工成本、工人劳动量和劳动报酬的数据。
在很多机械报价的方法中,由于工时计算带来的便捷、简便,所以运用工时进行报价已经成为大家广泛应用的方法之一了。
?机加工时间定额组成1、机动时间:也叫作基本时间,主要是用于改变工件尺寸、形状和表面质量所需要的时间,其中也包含了刀具的趋近、切入、切削和切出的时间。
2、辅助时间:这是用在工序中加工每个工件辅助动作需要的时间以及保证正常工作需要消耗的时间。
例如:启动和停止机床、切削用量的改变、对刀、试切、测量等需要消耗的时间。
3、其他时间:这个时间虽然与工作没有直接联系,但是是完成加工中必不可少的时间。
例如,阅读文件、检查工件、机床、润滑维护和空转等。
在生产中为了方便,为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
4、准备终结时间:这个时间是指完成一批加工工件的准备工作和结束工作所消耗的时间,其中包括:图纸熟悉、工艺文件的了解、尺寸的换算、借还工具、安装刀杆等,技工结束时要及时进行机床的清理,发送成品。
一般情况下,准备与终结时间分为固定部分与另加部分。
固定部分指的是一批零件加工前必须发生的时间。
另加部分是根据实际的工作需要做某些准备与结束工作所需要的时间。
加工一批零件只给一次准备与终结的时间。
机械加工工时费用用工时进行机械加工报价的计时单位是从接手加工开始至加工完成验收合格要求。
生产中比较常用的机械加工工时费用:1、车基本价:20—40/小时。
这只是一个参考价,具体的还根据实际的情况进行确定,如果是小件,简单的话工时小于20元。
但是一些大的皮带轮加工,加工余量大,余量就有一定的收入。
2、磨削基本价:25—45元 /小时3、铣削基本价:25—45元/小时4、钻削基本价:15—35元/小时5、刨削基本价:15—35元/小时6、快走丝线切割基本价:3—4元/1200平方毫米7、电火花基本价:10—40元/小时,如果工时小于1个小时的,按件计算,单件一般为50元8、数控机床基本价:比普通的贵2—4倍9、雕刻:一般都是单件的 50—500元/件10、钳工基本价:15-35元/小时机械维修加工收费标准(生产部提供)一、以工时记价办法。
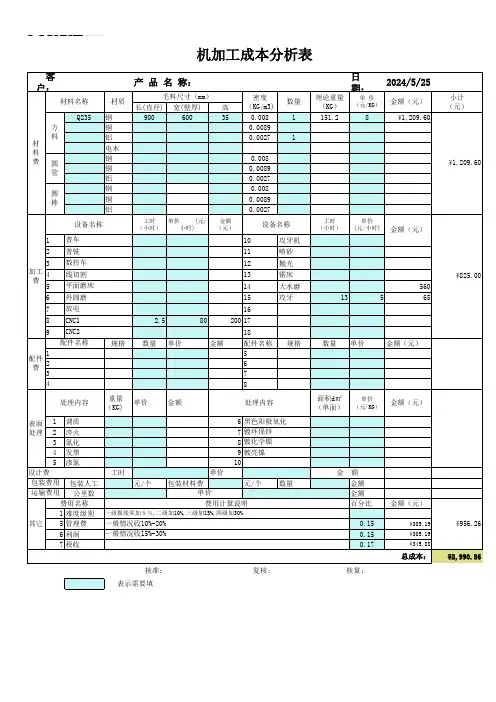
机械加工成本核算与价格参考资料众所周知,机械加工存在很大的工艺灵活性,一个零件可以有很多种工艺安排,而不同的加工工艺所耗费的工时往往有着比较明显的差异,厂家在实际生产时,一般都会采用优简工艺来提升利润;但销售报价时,就很可能会把用简单工艺生产的零件,说成是用复杂工艺生产的,以此来提高零件价格。
所以对采购员而言,对图纸和零件加工方面的了解就决定了对成本的把握,机械零件采购真的是需要比较全面的机械加工知识。
很多采购都对此非常头痛!真正接触到机械加工类的报价之后,才发现,一个普普通通的机械加工报价,核算起来竟然如此困难。
不在其中摸爬滚打几年完全摸不到头绪,就连很多老采购都常常感慨:一点不留心都不行啊!为此,本人经过整整10天的熬夜,终于机械加工成本核算搞清楚了,今天就分享给大家,一起来看看吧。
机械加工价格参考表:详细计算方法:机械加工成本核算方法・详细计算方法:1 .对关键或复杂零件要求对方提供初步工艺安排,详细到每个工序,获取每个工序的耗时。
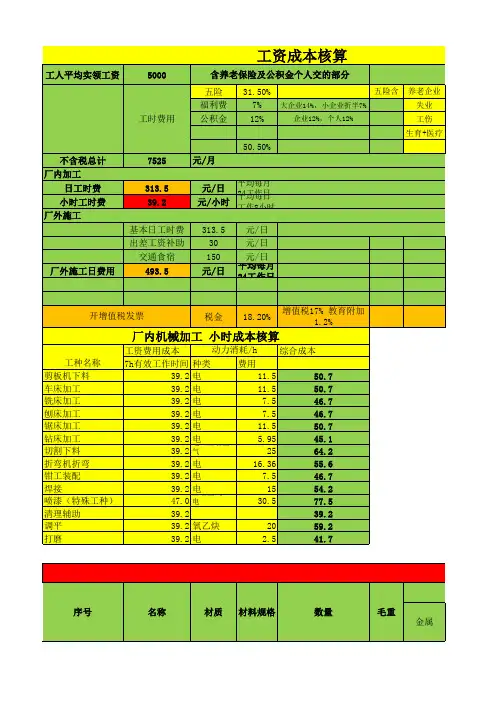
2 .根据每个工序需要的设备每小时费用算出加工成本。
(具体设备成本也可以问供应商要)。
比如:普通立公每小时在¥60~80之间(含税)铳床、普车等普通设备一般为¥30等。
3 .在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了。
当然,价格一定程度上会和零件的年采购量与难易程度有很大关系,单件和批量会有差异,这也是能理解的。
\・粗略估算法:、一、大件物品:采购量越大比越小,下同。
粗略计算方法:机械加工成本核算三法难度一般的:加工费用与零件原材料成本之比大概为1:1o难度较大的:加工费用与零件原材料成本之比大概为1.2至"1.5:1o二、中小件:难度一般的:加工费用与整个零件原材料成本之比大概为2到3:1o难度较大的:加工费用与整个零件原材料成本之比大概为5到10:1o机械加工有很大工艺灵活性。
一个零件可能有多种工艺安排,成本是不一样的,但供应商报价时可能说一种复杂工艺提高价格,实除生产时采用其他简单工艺。
机械加工设备加工工时计算方法(DOC)机械加工设备加工工时计算方法(DOC)1、0、01元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0、005元MM也有10元小时慢走丝加工割一刀0、03MM慢走丝加工割两刀0、038MM慢走丝加工割三刀0、045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割2、5工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0、001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:0、08元/平方毫米、普通线切割;截面积/1200*工时单价、慢走丝线切割约为普通的倍、标准计费方法:批量加工0、08元/平方毫米、模具为0、12元/平方毫米快丝的是8元/小时一般做sodick aq550ls第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
第三刀更快!!快丝大概是1200-1800 然后乘一下自己订的费用就好了!!线切割分为快走丝与慢走丝大家来讨论模具报价,可以分模具种类,材料种类等情况来讨论!也可以贴图上来大家研讨钣金类报价计算方式钣金的制造核价是按操作时间计算的激光切割8RMB/M每个小孔洞按1RMB计算数控计价5RMB/Min 数控折弯计价每边1RMB大边加倍冷作焊接计算一天70RMB,每工一天50KG为基准以上计算方式需综合素质高,对行业动态极为了解,即操作困难以下钣金计算是不考虑制造加工工艺的经验计算式:材料价 = 展开落料公斤数 x 市场材料价加工费计算:不考虑工艺,税收,管理费用及运费基准计算:3200RMB/T的冷轧钢板t =2、01804-m7级IT7 冷作加工费用:8、0~8、4RMB/KG,工人每工制作50KG以上,冷作包括以下:砂轮机切割、老式剪床、老式折弯机、火焰穿孔、老电焊、外包价格为7、2~7、5RMB/KG。
机加工工时定额定义及计算机加工工时定额是指根据机加工工艺和生产实践经验,将完成一项具体机械加工任务所需的工时进行科学合理的估算和计算的工作。
机加工工时定额的准确计算对于生产组织和成本核算都具有重要意义,可以帮助企业合理安排生产计划、提高生产效率和降低成本。
1.初始准备时间:初始准备时间是指进行机加工任务前的准备工作所需的时间,包括上下料、装夹工件、调整刀具等。
初始准备时间一般由操作员的经验和生产设备的性能决定。
2.加工时间:加工时间是指进行机械加工任务的实际加工时间,包括切削时间、进给时间、停机时间等。
加工时间的计算可以通过对切削力、刀具材料、刀具类型、切削速度、进给速度等参数的分析和实验得到。
3.辅助时间:辅助时间是指进行机械加工任务过程中不可避免的非加工时间,例如换刀时间、切削液更换时间、工件翻转时间等。
辅助时间的计算可以通过对生产实践经验的总结和分析得到。
4.后加工时间:后加工时间是指在机械加工任务完成后,为了达到产品的质量要求而进行的必要后续工作所需的时间,例如去毛刺、清洗、检验等。
后加工时间一般根据实际生产情况进行估算。
1.分析工艺流程:根据具体的机械加工任务,分析加工的工艺流程,确定所需的切削过程、辅助过程和后续过程。
2.确定加工参数:根据切削过程的要求和材料的性质,确定所需的切削参数,例如切削速度、进给速度等。
3.估算加工时间:根据所需的切削参数和加工设备的性能,估算加工时间,包括切削时间和辅助时间。
4.估算后加工时间:根据产品要求和实际生产情况,估算后加工时间,包括去毛刺、清洗、检验等工序。
5.综合计算:将加工时间和后加工时间相加,得到总的机加工工时定额。
需要注意的是,机加工工时定额的计算结果应该是一个合理的估算值,不同的操作员和加工设备可能会有差异。
因此,在实际生产中应该根据实际情况进行及时修正和调整。
机械加工工时费用计算机械加工工时,是正确反映机械加工成本、工人劳动量和劳动报酬的数据。
在很多机械报价的方法中,由于工时计算带来的便捷、简便,所以运用工时进行报价已经成为大家广泛应用的方法之一了。
机加工时间定额组成1、机动时间:也叫作基本时间,主要是用于改变工件尺寸、形状和表面质量所需要的时间,其中也包含了刀具的趋近、切入、切削和切出的时间。
2、辅助时间:这是用在工序中加工每个工件辅助动作需要的时间以及保证正常工作需要消耗的时间。
例如:启动和停止机床、切削用量的改变、对刀、试切、测量等需要消耗的时间。
3、其他时间:这个时间虽然与工作没有直接联系,但是是完成加工中必不可少的时间。
例如,阅读文件、检查工件、机床、润滑维护和空转等。
在生产中为了方便,为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
4、准备终结时间:这个时间是指完成一批加工工件的准备工作和结束工作所消耗的时间,其中包括:图纸熟悉、工艺文件的了解、尺寸的换算、借还工具、安装刀杆等,技工结束时要及时进行机床的清理,发送成品。
一般情况下,准备与终结时间分为固定部分与另加部分。
固定部分指的是一批零件加工前必须发生的时间。
另加部分是根据实际的工作需要做某些准备与结束工作所需要的时间。
加工一批零件只给一次准备与终结的时间。
机械加工工时费用用工时进行机械加工报价的计时单位是从接手加工开始至加工完成验收合格要求。
生产中比较常用的机械加工工时费用:1、车基本价:20—40/小时。
这只是一个参考价,具体的还根据实际的情况进行确定,如果是小件,简单的话工时小于20元。
但是一些大的皮带轮加工,加工余量大,余量就有一定的收入。
2、磨削基本价:25—45元 /小时3、铣削基本价:25—45元/小时4、钻削基本价:15—35元/小时5、刨削基本价:15—35元/小时6、快走丝线切割基本价:3—4元/1200平方毫米7、电火花基本价:10—40元/小时,如果工时小于1个小时的,按件计算,单件一般为50元8、数控机床基本价:比普通的贵2—4倍9、雕刻:一般都是单件的 50—500元/件10、钳工基本价:15-35元/小时机械维修加工收费标准(生产部提供)一、以工时记价办法。
机械加工工时费用计算机械加工工时,是正确反映机械加工成本、工人劳动量和劳动报酬的数据。
在很多机械报价的方法中,由于工时计算带来的便捷、简便,所以运用工时进行报价已经成为大家广泛应用的方法之一了。
机加工时间定额组成1、机动时间:也叫作基本时间,主要是用于改变工件尺寸、形状和表面质量所需要的时间,其中也包含了刀具的趋近、切入、切削和切出的时间。
2、辅助时间:这是用在工序中加工每个工件辅助动作需要的时间以及保证正常工作需要消耗的时间。
例如:启动和停止机床、切削用量的改变、对刀、试切、测量等需要消耗的时间。
3、其他时间:这个时间虽然与工作没有直接联系,但是是完成加工中必不可少的时间。
例如,阅读文件、检查工件、机床、润滑维护和空转等。
在生产中为了方便,为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
4、准备终结时间:这个时间是指完成一批加工工件的准备工作和结束工作所消耗的时间,其中包括:图纸熟悉、工艺文件的了解、尺寸的换算、借还工具、安装刀杆等,技工结束时要及时进行机床的清理,发送成品。
一般情况下,准备与终结时间分为固定部分与另加部分。
固定部分指的是一批零件加工前必须发生的时间。
另加部分是根据实际的工作需要做某些准备与结束工作所需要的时间。
加工一批零件只给一次准备与终结的时间。
机械加工工时费用用工时进行机械加工报价的计时单位是从接手加工开始至加工完成验收合格要求。
生产中比较常用的机械加工工时费用:1、车基本价:20—40/小时。
这只是一个参考价,具体的还根据实际的情况进行确定,如果是小件,简单的话工时小于20元。
但是一些大的皮带轮加工,加工余量大,余量就有一定的收入。
2、磨削基本价:25—45元 /小时3、铣削基本价:25—45元/小时4、钻削基本价:15—35元/小时5、刨削基本价:15—35元/小时6、快走丝线切割基本价:3—4元/1200平方毫米7、电火花基本价:10—40元/小时,如果工时小于1个小时的,按件计算,单件一般为50元8、数控机床基本价:比普通的贵2—4倍9、雕刻:一般都是单件的 50—500元/件10、钳工基本价:15-35元/小时机械维修加工收费标准(生产部提供)一、以工时记价办法。
机械加工工时(工时定额)管理系统摘要:在机械加工中, 工时定额数据是成本核算、人员评价、项目报价的重要依据。
如何计算生产人员的实际生产工时,已经变得越来越重要.企业在未导入工时管理系统之时,往往会面临以下两大的问题:·未导入工时系统之前,管理人员无法准确获取生产人员在生产线上生产时的投入工时,即使有纸质或电子记录档也难于进行查阅和统计汇总。
·未导入工时系统之前,因没有投入工时及产出数等关键数据,无法对生产任务的效率、达成率、投入工时及人力成本进行统计分析。
生产、人事、财务等部门无法获取部门所关注的关键数据。
这时我们可以采用太友科技的工时管理软件, 系统集通过记录、统计和分析员工在各个生产订单中所花费的时间,最终与标准工时相比,找出工时消耗瓶颈,然后采取相关改善措施, 从而不断提高生产效率。
以下是太友科技的工时管理模块结构通过导入工时管理系统能解决的问题:·生产实际投入工时与考勤工时对比统计生产实际投入工时是WHS系统采集端采集工时的汇总统计。
工时类别分为:班组刷卡工时(任务开始、任务结束、上班、下班等)[累加工时]个人调整工时(迟到、早退、中途离开返回等)[扣减工时]非标工时(员工培训、会议、年假等)[扣减工时]共用工时(共用人员工时)[累加工时]停线工时(因停线产生的工时统计)[扣减工时]考勤工时一般是现有HR系统中存在的数据,WHS只要实现数据接口即可实现个人生产实际投入工时与考勤工时差值统计。
·标准工时管理(生产节拍)从历史经验值或生产管理系统数据库中,企业能够整理出指定产品在指定生产线的生产节拍,一般有两种表示方式:UPH(Units Per Hour)和每单位生产时间。
在实际生产过程中,随着生产设备的改进、管理方法的改进及人员素质的提高,标准工时将是一个动态值,WHS中,标准工时引入了版本的概念,可以管理指定产品在指定生产线的所有标准工时记录,并在录入产出数的时候对应保存当前的标准工时值。
机械加工设备小时单价及估价方法机械加工估价机械加工估价需要懂得加工工艺,能够估出加工工件的时间,乘以各种设备单位时间的单价. -----线切割加工费一般按切割总面积计算的,元/平方毫米我们这里是按加工面积/1200*8元可怜啊,我们这里是按加工面积/1200*3元,高150mm以下通常是两种计算方法:1、元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0.005元MM也有10元小时慢走丝加工割一刀0.03MM慢走丝加工割两刀0.038MM慢走丝加工割三刀0.045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0.001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.标准计费方法:批量加工元/平方毫米.模具为元/平方毫米快丝的是8元/小时一般做sodick aq550ls 第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。

机械加工工时费用计算机械加工工时,是正确反映机械加工成本、工人劳动量和劳动报酬的数据。
在很多机械报价的方法中,由于工时计算带来的便捷、简便,所以运用工时进行报价已经成为大家广泛应用的方法之一了。
?机加工时间定额组成1、机动时间:也叫作基本时间,主要是用于改变工件尺寸、形状和表面质量所需要的时间,其中也包含了刀具的趋近、切入、切削和切出的时间。
2、辅助时间:这是用在工序中加工每个工件辅助动作需要的时间以及保证正常工作需要消耗的时间。
例如:启动和停止机床、切削用量的改变、对刀、试切、测量等需要消耗的时间。
3、其他时间:这个时间虽然与工作没有直接联系,但是是完成加工中必不可少的时间。
例如,阅读文件、检查工件、机床、润滑维护和空转等。
在生产中为了方便,为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
4、准备终结时间:这个时间是指完成一批加工工件的准备工作和结束工作所消耗的时间,其中包括:图纸熟悉、工艺文件的了解、尺寸的换算、借还工具、安装刀杆等,技工结束时要及时进行机床的清理,发送成品。
一般情况下,准备与终结时间分为固定部分与另加部分。
固定部分指的是一批零件加工前必须发生的时间。
另加部分是根据实际的工作需要做某些准备与结束工作所需要的时间。
加工一批零件只给一次准备与终结的时间。
机械加工工时费用用工时进行机械加工报价的计时单位是从接手加工开始至加工完成验收合格要求。
生产中比较常用的机械加工工时费用:1、车基本价:20—40/小时。
这只是一个参考价,具体的还根据实际的情况进行确定,如果是小件,简单的话工时小于20元。
但是一些大的皮带轮加工,加工余量大,余量就有一定的收入。
2、磨削基本价:25—45元 /小时3、铣削基本价:25—45元/小时4、钻削基本价:15—35元/小时5、刨削基本价:15—35元/小时6、快走丝线切割基本价:3—4元/1200平方毫米7、电火花基本价:10—40元/小时,如果工时小于1个小时的,按件计算,单件一般为50元8、数控机床基本价:比普通的贵2—4倍9、雕刻:一般都是单件的 50—500元/件10、钳工基本价:15-35元/小时机械维修加工收费标准(生产部提供)一、以工时记价办法。
机械加工工时费用计算机械加工工时,是正确反映机械加工成本、工人劳动量和劳动报酬的数据。
在很多机械报价的方法中,由于工时计算带来的便捷、简便,所以运用工时进行报价已经成为大家广泛应用的方法之一了。
机加工时间定额组成1、机动时间:也叫作基本时间,主要是用于改变工件尺寸、形状和表面质量所需要的时间,其中也包含了刀具的趋近、切入、切削和切出的时间。
2、辅助时间:这是用在工序中加工每个工件辅助动作需要的时间以及保证正常工作需要消耗的时间。
例如:启动和停止机床、切削用量的改变、对刀、试切、测量等需要消耗的时间。
3、其他时间:这个时间虽然与工作没有直接联系,但是是完成加工中必不可少的时间。
例如,阅读文件、检查工件、机床、润滑维护和空转等。
在生产中为了方便,为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
4、准备终结时间:这个时间是指完成一批加工工件的准备工作和结束工作所消耗的时间,其中包括:图纸熟悉、工艺文件的了解、尺寸的换算、借还工具、安装刀杆等,技工结束时要及时进行机床的清理,发送成品。
一般情况下,准备与终结时间分为固定部分与另加部分。
固定部分指的是一批零件加工前必须发生的时间。
另加部分是根据实际的工16加工一批零件只给一次作需要做某些准备与结束工作所需要的时间。
准备与终结的时间。
机械加工工时费用用工时进行机械加工报价的计时单位是从接手加工开始至加工完成验收合格要求。
生产中比较常用的机械加工工时费用:1、车基本价:20—40/小时。
这只是一个参考价,具体的还根据实际的情况进行确定,如果是小件,简单的话工时小于20元。
但是一些大的皮带轮加工,加工余量大,余量就有一定的收入。
2、磨削基本价:25—45元 /小时3、铣削基本价:25—45元/小时4、钻削基本价:15—35元/小时5、刨削基本价:15—35元/小时6、快走丝线切割基本价:3—4元/1200平方毫米7、电火花基本价:10—40元/小时,如果工时小于1个小时的,按件计算,单件一般为50元8、数控机床基本价:比普通的贵2—4倍9、雕刻:一般都是单件的 50—500元/件10、钳工基本价:15-35元/小时16/ 216/ 3164 /机械维修加工收费标准(生产部提供)一、以工时记价办法。
机械加工工时费用计算机械加工工时,是正确反映机械加工成本、工人劳动量和劳动报酬的数据。
在很多机械报价的方法中,由于工时计算带来的便捷、简便,所以运用工时进行报价已经成为大家广泛应用的方法之一了。
机加工时间定额组成1、机动时间:也叫作基本时间,主要是用于改变工件尺寸、形状和表面质量所需要的时间,其中也包含了刀具的趋近、切入、切削和切出的时间。
2、辅助时间:这是用在工序中加工每个工件辅助动作需要的时间以及保证正常工作需要消耗的时间。
例如:启动和停止机床、切削用量的改变、对刀、试切、测量等需要消耗的时间。
3、其他时间:这个时间虽然与工作没有直接联系,但是是完成加工中必不可少的时间。
例如,阅读文件、检查工件、机床、润滑维护和空转等。
在生产中为了方便,为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
4、准备终结时间:这个时间是指完成一批加工工件的准备工作和结束工作所消耗的时间,其中包括:图纸熟悉、工艺文件的了解、尺寸的换算、借还工具、安装刀杆等,技工结束时要及时进行机床的清理,发送成品。
一般情况下,准备与终结时间分为固定部分与另加部分。
固定部分指的是一批零件加工前必须发生的时间。
另加部分是根据实际的工作需要做某些准备与结束工作所需要的时间。
加工一批零件只给一次准备与终结的时间。
机械加工工时费用用工时进行机械加工报价的计时单位是从接手加工开始至加工完成验收合格要求。
生产中比较常用的机械加工工时费用:1、车基本价:20—40/小时。
这只是一个参考价,具体的还根据实际的情况进行确定,如果是小件,简单的话工时小于20元。
但是一些大的皮带轮加工,加工余量大,余量就有一定的收入。
2、磨削基本价:25—45元 /小时3、铣削基本价:25—45元/小时4、钻削基本价:15—35元/小时5、刨削基本价:15—35元/小时6、快走丝线切割基本价:3—4元/1200平方毫米7、电火花基本价:10—40元/小时,如果工时小于1个小时的,按件计算,单件一般为50元8、数控机床基本价:比普通的贵2—4倍9、雕刻:一般都是单件的 50—500元/件10、钳工基本价:15-35元/小时机械维修加工收费标准(生产部提供)一、以工时记价办法。
机械加工工时费用计算机械加工工时,是正确反映机械加工成本、工人劳动量和劳动报酬的数据。
在很多机械报价的方法中,由于工时计算带来的便捷、简便,所以运用工时进行报价已经成为大家广泛应用的方法之一了。
?机加工时间定额组成1、机动时间:也叫作基本时间,主要是用于改变工件尺寸、形状和表面质量所需要的时间,其中也包含了刀具的趋近、切入、切削和切出的时间。
2、辅助时间:这是用在工序中加工每个工件辅助动作需要的时间以及保证正常工作需要消耗的时间。
例如:启动和停止机床、切削用量的改变、对刀、试切、测量等需要消耗的时间。
3、其他时间:这个时间虽然与工作没有直接联系,但是是完成加工中必不可少的时间。
例如,阅读文件、检查工件、机床、润滑维护和空转等。
在生产中为了方便,为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
4、准备终结时间:这个时间是指完成一批加工工件的准备工作和结束工作所消耗的时间,其中包括:图纸熟悉、工艺文件的了解、尺寸的换算、借还工具、安装刀杆等,技工结束时要及时进行机床的清理,发送成品。
一般情况下,准备与终结时间分为固定部分与另加部分。
固定部分指的是一批零件加工前必须发生的时间。
另加部分是根据实际的工作需要做某些准备与结束工作所需要的时间。
加工一批零件只给一次准备与终结的时间。
机械加工工时费用用工时进行机械加工报价的计时单位是从接手加工开始至加工完成验收合格要求。
生产中比较常用的机械加工工时费用:1、车基本价:20—40/小时。
这只是一个参考价,具体的还根据实际的情况进行确定,如果是小件,简单的话工时小于20元。
但是一些大的皮带轮加工,加工余量大,余量就有一定的收入。
2、磨削基本价:25—45元 /小时3、铣削基本价:25—45元/小时4、钻削基本价:15—35元/小时5、刨削基本价:15—35元/小时6、快走丝线切割基本价:3—4元/1200平方毫米7、电火花基本价:10—40元/小时,如果工时小于1个小时的,按件计算,单件一般为50元8、数控机床基本价:比普通的贵2—4倍9、雕刻:一般都是单件的 50—500元/件10、钳工基本价:15-35元/小时机械维修加工收费标准(生产部提供)一、以工时记价办法。
机械加工工时费用计算机械加工工时,是正确反映机械加工成本、工人劳动量和劳动报酬的数据。
在很多机械报价的方法中,由于工时计算带来的便捷、简便,所以运用工时进行报价已经成为大家广泛应用的方法之一了。
?机加工时间定额组成1、机动时间:也叫作基本时间,主要是用于改变工件尺寸、形状和表面质量所需要的时间,其中也包含了刀具的趋近、切入、切削和切出的时间。
2、辅助时间:这是用在工序中加工每个工件辅助动作需要的时间以及保证正常工作需要消耗的时间。
例如:启动和停止机床、切削用量的改变、对刀、试切、测量等需要消耗的时间。
3、其他时间:这个时间虽然与工作没有直接联系,但是是完成加工中必不可少的时间。
例如,阅读文件、检查工件、机床、润滑维护和空转等。
在生产中为了方便,为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
4、准备终结时间:这个时间是指完成一批加工工件的准备工作和结束工作所消耗的时间,其中包括:图纸熟悉、工艺文件的了解、尺寸的换算、借还工具、安装刀杆等,技工结束时要及时进行机床的清理,发送成品。
一般情况下,准备与终结时间分为固定部分与另加部分。
固定部分指的是一批零件加工前必须发生的时间。
另加部分是根据实际的工作需要做某些准备与结束工作所需要的时间。
加工一批零件只给一次准备与终结的时间。
机械加工工时费用用工时进行机械加工报价的计时单位是从接手加工开始至加工完成验收合格要求。
生产中比较常用的机械加工工时费用:1、车基本价:20—40/小时。
这只是一个参考价,具体的还根据实际的情况进行确定,如果是小件,简单的话工时小于20元。
但是一些大的皮带轮加工,加工余量大,余量就有一定的收入。
2、磨削基本价:25—45元 /小时3、铣削基本价:25—45元/小时4、钻削基本价:15—35元/小时5、刨削基本价:15—35元/小时6、快走丝线切割基本价:3—4元/1200平方毫米7、电火花基本价:10—40元/小时,如果工时小于1个小时的,按件计算,单件一般为50元8、数控机床基本价:比普通的贵2—4倍9、雕刻:一般都是单件的 50—500元/件10、钳工基本价:15-35元/小时机械维修加工收费标准(生产部提供)一、以工时记价办法。