自攻螺钉预制孔标准.doc
- 格式:doc
- 大小:45.50 KB
- 文档页数:1
自攻螺钉底孔标准自攻螺钉底孔是指在使用自攻螺钉时所需要钻孔的底部部分。
正确的自攻螺钉底孔标准能够有效地提高自攻螺钉的使用寿命和稳定性,确保连接件的牢固性和安全性。
本文将详细介绍自攻螺钉底孔的标准要求和操作步骤。
首先,选择合适的自攻螺钉底孔直径非常重要。
底孔直径应该略大于自攻螺钉的直径,一般建议直径差值控制在0.1mm以内。
过大的直径差值会导致自攻螺钉无法牢固地固定在底孔内,而过小的直径差值则会增加螺钉与底孔之间的摩擦力,增加安装难度。
因此,在选择自攻螺钉底孔直径时,需要根据实际情况进行合理的选择。
其次,自攻螺钉底孔的深度也是需要严格控制的。
底孔的深度应该略深于自攻螺钉的长度,通常建议深度差值控制在1-2mm之间。
过浅的底孔会导致自攻螺钉无法完全嵌入,影响连接件的稳定性,而过深的底孔则会增加自攻螺钉的扭矩,使得安装困难。
因此,在钻孔时需要根据自攻螺钉的规格和要求,合理控制底孔的深度。
另外,自攻螺钉底孔的表面处理也是非常重要的一环。
底孔的表面应该光滑平整,不得有明显的凹凸和毛刺。
底孔表面的粗糙度会直接影响自攻螺钉的插入和固定效果,因此在钻孔后需要对底孔表面进行打磨和清洁处理,确保其符合标准要求。
最后,安装自攻螺钉时需要注意的是,应该选择适当的安装工具和力度。
安装工具应该与自攻螺钉的规格相匹配,以免损坏螺纹或者造成安装不牢固。
在安装过程中,需要根据自攻螺钉的规格和要求,适当控制力度和旋转速度,确保自攻螺钉能够完全嵌入底孔,并且保持稳固的连接效果。
总之,自攻螺钉底孔的标准要求包括选择合适的底孔直径和深度,进行表面处理,以及注意安装工具和力度的选择。
只有严格按照标准要求进行操作,才能保证自攻螺钉的使用效果和安全性。
希望本文的介绍能够帮助大家更好地掌握自攻螺钉底孔的标准要求和操作技巧。
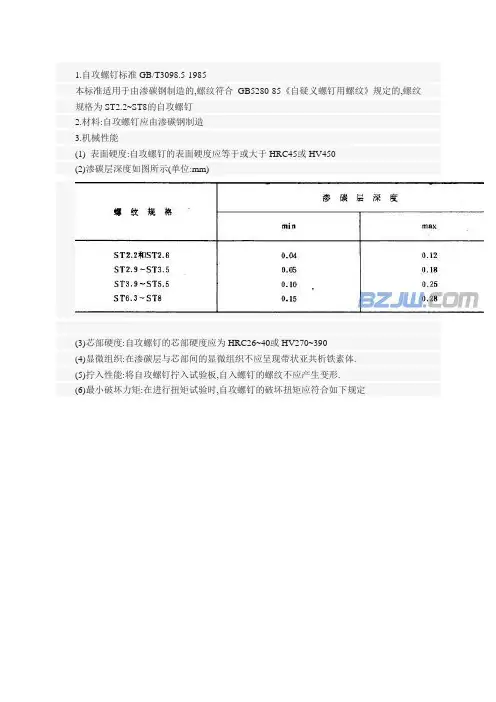
1.自攻螺钉标准GB/T3098.5-1985
本标准适用于由渗碳钢制造的,螺纹符合GB5280-85《自疑义螺钉用螺纹》规定的,螺纹规格为ST2.2~ST8的自攻螺钉
2.材料:自攻螺钉应由渗碳钢制造
3.机械性能
(1) 表面硬度:自攻螺钉的表面硬度应等于或大于HRC45或HV450
(2)渗碳层深度如图所示(单位:mm)
(3)芯部硬度:自攻螺钉的芯部硬度应为HRC26~40或HV270~390
(4)显微组织:在渗碳层与芯部间的显微组织不应呈现带状亚共析铁素体.
(5)拧入性能:将自攻螺钉拧入试验板,自入螺钉的螺纹不应产生变形.
(6)最小破坏力矩:在进行扭矩试验时,自攻螺钉的破坏扭矩应符合如下规定
4.试验方法
表面硬度试验
(1)表面硬度最好在头部的表面测定.为保证测定的准确性,被测部位应经过研磨或抛光.
(2)洛氏硬度试验按GB230-83《金属洛氏硬度试验方法》规定
(3)维氏硬度试验按GB4340-84《金属维氏硬度试验方法》规定
(4)试验时如有争议,应以维氏硬度为促裁试验.
渗碳层深度试验:渗碳层深度试验在螺纹侧面上进行,测点应在螺纹大径和螺纹小么间的距离之半处,但对螺纹规格<ST3.9的自攻螺钉应在螺纹小径上进行试验.
芯部硬度试验:应在自攻螺钉末端以外的螺纹的横截面上进行.测点应在螺纹小么的半径之中点处.
显微组织试验:按相应金相检验标准规定.
拧入性能试验:
将自攻螺钉(包括在镀层和无镀层的),按八试验扳内,直至有一扣完整螺纹完全通过试验板.
试验板应由含碳量<0.23%的低碳钢制造,基硬度为HRB70~85(HB125-165)
试验板的孔径及板厚尺寸按表规定
试验孔可由钻孔或先冲孔或铰孔等工艺制出。
自攻螺钉底孔标准自攻螺钉是一种常用的紧固件,其底孔标准对于安装和使用起着至关重要的作用。
在选择和使用自攻螺钉时,需要严格遵循相关的底孔标准,以确保螺钉的安全性和可靠性。
本文将就自攻螺钉底孔标准进行详细介绍,希望能为相关行业提供一些参考和帮助。
首先,自攻螺钉的底孔标准主要包括孔径、孔深和孔的几何形状。
在进行底孔加工时,需要根据使用的自攻螺钉的规格和要求来确定底孔的尺寸。
一般来说,底孔的孔径应该略大于自攻螺钉的直径,以便于螺钉的自攻和旋入。
孔深则需要根据螺钉的长度和使用环境来确定,确保螺钉能够完全嵌入,并且提供足够的支撑力。
此外,底孔的几何形状也需要符合相关标准,以确保螺钉在旋入时不会出现偏斜或损坏。
其次,底孔的加工方法也对自攻螺钉的安装和使用起着重要的影响。
一般来说,底孔的加工应该采用合适的工艺和设备,确保孔的精度和表面质量。
在进行底孔加工时,需要注意切削液的选择和使用,以减少切削热和延长刀具的使用寿命。
此外,底孔的加工还需要注意切削速度和进给量的选择,以确保加工质量和效率。
最后,自攻螺钉的安装和使用也需要严格遵循相关的标准和要求。
在安装自攻螺钉时,需要选择合适的扭矩和工具,确保螺钉能够完全旋入并提供足够的紧固力。
同时,还需要注意螺钉的安装位置和方向,以避免出现偏斜或损坏。
在螺钉使用过程中,还需要定期检查和维护,确保螺钉的可靠性和稳定性。
综上所述,自攻螺钉底孔标准对于螺钉的安装和使用起着至关重要的作用。
在选择和使用自攻螺钉时,需要严格遵循相关的标准和要求,以确保螺钉的安全性和可靠性。
希望本文能够为相关行业提供一些参考和帮助,促进自攻螺钉的规范化和标准化应用。
自攻螺丝底孔标准自攻螺丝是一种非常常见的紧固件,它具有自攻性能,可以直接在材料上形成螺纹。
在使用自攻螺丝时,底孔的标准非常重要,它直接影响着螺丝的使用效果和紧固质量。
本文将介绍自攻螺丝底孔的标准及相关注意事项。
首先,自攻螺丝底孔的直径应该与螺丝的直径相匹配。
底孔直径过小会导致螺丝无法进入,过大则会影响螺丝的紧固效果。
因此,在选择自攻螺丝时,需要根据螺丝直径选择相应的底孔直径,以确保二者匹配。
其次,底孔的深度也需要符合标准。
底孔的深度应该略大于自攻螺丝的长度,这样才能确保螺丝完全嵌入材料中,从而达到稳固的紧固效果。
如果底孔太浅,螺丝无法完全嵌入,容易松动;如果底孔太深,螺丝无法完全固定,同样会影响紧固效果。
另外,底孔的形状也需要符合标准。
通常情况下,底孔应该是圆形的,这样才能与螺丝的螺纹相匹配,确保螺丝能够顺利进入并形成紧固。
如果底孔形状不规则,会导致螺丝无法正确进入,从而影响紧固效果。
除了以上提到的标准外,还需要注意以下几点。
首先,底孔应该保持清洁,确保没有杂物或者油污,以免影响螺丝的进入和紧固效果。
其次,在使用自攻螺丝时,需要选择合适的安装工具,以确保正确的安装力度和角度,避免损坏螺丝或者材料。
总之,自攻螺丝底孔的标准对于紧固件的使用效果至关重要。
正确的底孔标准可以确保螺丝的稳固紧固,从而保证材料的连接牢固。
因此,在使用自攻螺丝时,务必要严格按照标准进行底孔的加工和选择,以确保紧固件的使用效果和安全性。
希望本文能够对自攻螺丝底孔标准有所帮助,让大家在使用自攻螺丝时能够更加准确地进行底孔加工和选择,确保紧固件的使用效果和安全性。
自攻螺钉底孔标准
自攻螺钉底孔是指将螺钉在已有的孔中自行钻出的孔,是一种中空的孔。
自攻螺钉底孔的标准可以根据实际应用情况而定,其主要特点如下:
1、自攻螺钉底孔的尺寸标准要求螺钉头可以完全插入孔中,以保证螺钉的正确安装。
2、自攻螺钉底孔的深度要求,螺钉头要能够完全位于孔的底部,以保证螺钉的安装强度。
3、自攻螺钉底孔的角度要求,应该保证孔的角度与螺钉的螺纹线方向一致,以保证螺钉的安装牢固。
4、自攻螺钉底孔的螺纹要求,底孔的螺纹要求能够与螺钉的螺纹完美匹配,以保证螺钉的安装特性。
5、自攻螺钉底孔的表面处理要求,底孔表面要求平滑、光洁,以保证螺钉的安装效果。
自攻螺钉底孔的标准是安装螺钉的关键,必须严格按照标准进行安装,才能确保螺钉的正确安装,从而使产品的质量得到保障。
自攻螺丝底孔标准自攻螺丝是一种非常常见的紧固件,广泛应用于家具、机械设备、汽车等领域。
在使用自攻螺丝时,底孔的标准非常重要,它直接影响到螺丝的紧固效果和使用寿命。
本文将介绍自攻螺丝底孔的标准,希望能对大家有所帮助。
首先,自攻螺丝底孔的直径应该与螺丝的直径相匹配。
一般来说,底孔的直径应该略小于螺丝的直径,这样才能确保螺丝在旋入底孔时具有足够的紧固力,不会出现松动的情况。
如果底孔的直径过大,螺丝就无法得到有效的支撑,容易造成螺丝松动甚至脱落。
因此,在加工底孔时,需要根据螺丝的规格选择合适的钻头,确保底孔的直径符合标准要求。
其次,底孔的深度也是需要严格控制的。
底孔的深度应该略大于螺丝的长度,这样才能确保螺丝完全进入底孔并有足够的紧固力。
如果底孔的深度不足,螺丝就无法完全进入,紧固效果会大打折扣;而如果底孔的深度过深,螺丝就会在底孔内晃动,容易造成螺丝的损坏。
因此,在加工底孔时,需要根据螺丝的长度选择合适的钻头,确保底孔的深度符合标准要求。
另外,底孔的表面质量也是非常重要的。
底孔的表面应该光滑平整,没有明显的划痕或凹凸不平的情况。
如果底孔的表面质量不好,螺丝在旋入底孔时容易受到阻碍,影响紧固效果。
因此,在加工底孔时,需要选择合适的加工工艺和工艺参数,确保底孔的表面质量符合标准要求。
最后,底孔的清洁也是至关重要的。
在加工底孔后,需要及时清除底孔内的切屑和杂质,确保螺丝能够顺利进入底孔。
如果底孔内有杂质,不仅会影响螺丝的紧固效果,还会加速螺丝的腐蚀和损坏。
因此,在加工底孔后,需要使用合适的清洁工具对底孔进行清洁,确保底孔的清洁度符合标准要求。
总之,自攻螺丝底孔的标准对于螺丝的紧固效果和使用寿命至关重要。
在加工底孔时,需要严格控制底孔的直径、深度、表面质量和清洁度,确保底孔符合标准要求。
只有这样,才能保证螺丝能够得到有效的支撑,发挥其最大的紧固效果。
希望本文的介绍能对大家有所帮助,谢谢阅读!。
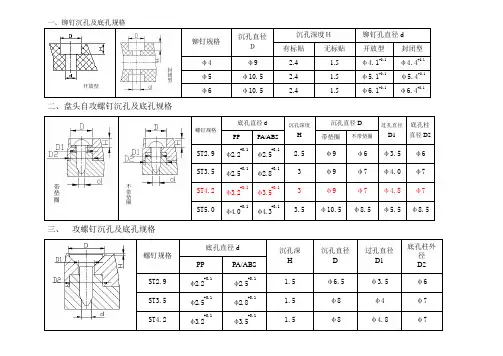
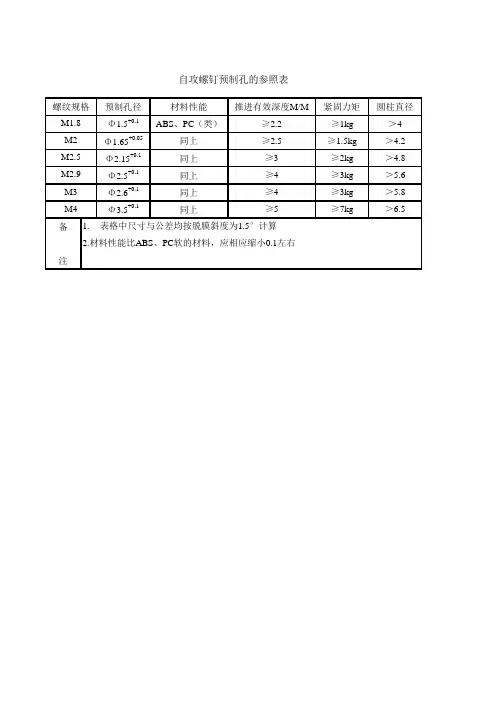
一、铆钉沉孔及底孔规格铆钉规格 沉孔直径D 沉孔深度H 铆钉孔直径d 有标贴 无标贴 开放型 封闭型 φ4φ9 2.4 1.5 φ4.1+0.1 φ4.4+0.1 φ5 φ10.5 2.4 1.5 φ5.1+0.1 φ5.4+0.1 φ6φ10.52.41.5φ6.1+0.1φ6.4+0.1二、盘头自攻螺钉沉孔及底孔规格螺钉规格底孔直径d沉孔深度H 沉孔直径D 过孔直径D1底孔柱直径D2PP PA/ABS带垫圈不带垫圈ST2.9 φ2.2+0.1φ2.5+0.12.5 φ9 φ6 φ3.5 φ6 ST3.5 φ2.5+0.1 φ2.8+0.13 φ9 φ7 φ4.0 φ7 ST4.2 φ3.2+0.1 φ3.5+0.13 φ9 φ7 φ4.8φ7ST5.0 φ4.0+0.1 φ4.3+0.13.5φ10.5φ8.5φ5.5 φ8.5三、 攻螺钉沉孔及底孔规格螺钉规格底孔直径d沉孔深 H 沉孔直径D 过孔直径 D1 底孔柱外径 D2 PPPA/ABS ST2.9 φ2.2+0.1φ2.5+0.11.5 φ6.5 φ3.5 φ6 ST3.5φ2.5+0.1 φ2.8+0.11.5 φ8 φ4 φ7 ST4.2φ3.2+0.1φ3.5+0.11.5φ8φ4.8φ7开放型封闭型带垫圈不带垫圈四、盘头螺钉沉孔及过渡孔规格开放型封闭型螺钉规格 沉孔直径 D 沉孔深度 H 螺钉孔直径d 开放型封闭型M5φ8.5 3.5 φ5.1+0.1 φ5.4+0.1 大头M5φ9.5 3 φ5.1+0.1 φ5.4+0.1 M6 φ10.5 4.5 φ6.1+0.1 φ6.4+0.1 大头M6φ12.55 φ6.1+0.1 φ6.4+0.1五、六角螺母沉孔规格螺母规格六方对边尺寸D 沉孔深度 H 螺钉孔直径d 开放型封闭型M4 6.8 4.5 φ4.1+0.1 φ4.4+0.1 M5 85 φ5.1+0.1 φ5.4+0.1 M6106φ6.1+0.1 φ6.4+0.1六、大白扣(公扣)沉孔及底孔规格大白扣规格 沉孔直径 D 沉孔深度 H底孔直径d PPPA/ABS 抽芯铆钉固定 φ14.5 1 φ3.3+0.1 自带自攻螺钉φ131.8φ3.2+0.1 φ3.5+0.1七、抽芯铆钉底孔规格抽芯铆钉规格底孔直径d 沉孔直径D φ3φ3.3 φ6.5 φ4 φ4.3 φ8.5 φ5φ5.3φ11八、牵引索底孔规格索引索柱孔直径φ 索引索柱孔宽度H索引索柱下长槽孔半径R索引索柱下长槽孔长度L牵引索线槽宽d牵引索柱沉头深H1φ4 3 2 5.2 1.5 2开放型封闭型自攻螺钉预制孔的参照表一、前言:自攻螺钉的推进原理不是切削,而是挤压延伸,因此预制孔径的大小,是根据材料性能厚度来合理选择。
自攻螺钉底孔国家标准自攻螺钉是一种常见的紧固件,广泛应用于家具、机械设备、电子产品等领域。
而自攻螺钉的底孔国家标准对于其使用和生产具有重要的指导意义。
本文将就自攻螺钉底孔国家标准进行详细介绍,以便读者对其有更深入的了解。
首先,自攻螺钉底孔国家标准主要包括了自攻螺钉的底孔尺寸、形状、加工工艺等方面的规定。
其中,底孔尺寸是指自攻螺钉在安装时需要预先钻好的孔的尺寸。
底孔的尺寸需与自攻螺钉的直径相匹配,以确保自攻螺钉能够牢固地固定在工件上。
同时,底孔的形状也需符合国家标准的规定,以保证自攻螺钉能够正确地嵌入底孔中,形成良好的连接。
其次,自攻螺钉底孔国家标准还对底孔的加工工艺进行了详细的规定。
底孔的加工工艺直接影响着自攻螺钉的安装质量和使用寿命。
因此,国家标准对底孔的加工工艺进行了严格的规定,包括了底孔的加工方法、加工精度、表面处理等方面的要求。
只有在符合国家标准规定的加工工艺下加工出的底孔,才能够确保自攻螺钉的安装质量和稳固性。
此外,自攻螺钉底孔国家标准还对自攻螺钉的安装力、连接强度、防锈性等方面进行了详细的规定。
这些规定对于自攻螺钉的使用性能和质量具有重要的指导意义。
只有在符合国家标准规定的条件下生产和使用自攻螺钉,才能够确保其具有良好的使用性能和稳定的质量。
总的来说,自攻螺钉底孔国家标准对于自攻螺钉的生产和使用具有重要的指导意义。
只有严格遵守国家标准的规定,才能够确保自攻螺钉具有良好的安装质量、连接强度和使用性能。
因此,我们在生产和使用自攻螺钉时,务必要严格遵守国家标准的规定,以确保自攻螺钉的质量和安全性。
综上所述,自攻螺钉底孔国家标准对于自攻螺钉的生产和使用具有重要的指导意义,我们应当充分重视国家标准的规定,严格遵守标准要求,以确保自攻螺钉的质量和安全性。
希望本文能够对读者有所帮助,增进对自攻螺钉底孔国家标准的了解。
自攻螺丝底孔标准自攻螺丝是一种常用的连接件,它可以直接在薄板或薄壁管中起到固定作用。
而自攻螺丝的底孔标准则是确保自攻螺丝能够正确安装和使用的关键因素之一。
本文将介绍自攻螺丝底孔的标准要求,以及如何正确地进行底孔加工。
自攻螺丝底孔的标准主要包括底孔直径、孔深、孔壁结构等方面的要求。
首先,底孔的直径应该与自攻螺丝的直径相匹配,以确保螺丝能够牢固地固定在底孔中。
其次,底孔的孔深也需要符合标准要求,以便自攻螺丝能够完全嵌入底孔中,达到稳固的连接效果。
此外,底孔的孔壁结构也需要符合标准,以确保自攻螺丝在旋入过程中不会出现断裂或者损坏。
在进行自攻螺丝底孔加工时,需要注意以下几点。
首先,选择合适的加工工具,如钻头或者攻丝刀具,以确保底孔的直径和孔壁结构符合标准要求。
其次,在进行底孔加工时,需要控制加工深度,以确保底孔的孔深符合标准要求。
最后,在加工完底孔后,需要进行清洁和检查工作,以确保底孔表面光滑,无杂质,并且符合标准要求。
除了以上提到的标准要求和加工注意事项外,还需要注意以下几点。
首先,底孔的位置应该精确,以确保自攻螺丝在安装时能够准确对位。
其次,底孔的质量也需要得到保证,以确保自攻螺丝能够稳固地固定在底孔中。
最后,需要注意底孔加工的环境和条件,如加工温度、加工速度等,以确保底孔加工质量的稳定和可靠。
总的来说,自攻螺丝底孔标准是确保自攻螺丝能够正确安装和使用的关键因素之一。
只有严格按照标准要求进行底孔加工,才能够确保自攻螺丝的连接效果和使用效果。
因此,加工人员需要严格遵守底孔标准要求,确保底孔加工质量的稳定和可靠,从而保证自攻螺丝的使用效果和安全性。
自攻螺丝底孔标准自攻螺丝是一种非常常见的紧固件,它具有自攻性能,可以直接在螺纹孔中切削出内螺纹,从而实现与螺钉的紧固作用。
而自攻螺丝的底孔标准则是指自攻螺丝在使用时所需要的底孔尺寸和形状标准。
正确的底孔标准对于自攻螺丝的使用至关重要,它不仅能够确保自攻螺丝的紧固效果,还能够延长自攻螺丝的使用寿命。
因此,了解和遵守自攻螺丝底孔标准是非常重要的。
首先,我们来看一下自攻螺丝的底孔尺寸标准。
一般情况下,自攻螺丝的底孔尺寸应该比自攻螺丝的直径小0.1mm左右,这样才能够确保自攻螺丝在旋入时能够有足够的摩擦力,从而实现紧固的效果。
同时,底孔的深度也需要符合标准,一般来说,底孔的深度应该比自攻螺丝的全长多出1-2mm,这样可以确保自攻螺丝完全进入底孔,从而达到最佳的紧固效果。
其次,自攻螺丝的底孔形状也是非常重要的。
底孔的形状应该与自攻螺丝的尖端形状相匹配,一般来说,底孔的形状应该是圆形或者锥形,这样可以确保自攻螺丝在旋入时能够顺利切削出内螺纹,从而实现紧固的效果。
此外,底孔的表面粗糙度也需要符合标准,表面粗糙度过大会影响自攻螺丝的切削效果,从而影响紧固效果。
最后,我们需要注意的是自攻螺丝的安装和使用。
在安装自攻螺丝时,需要确保底孔的尺寸和形状符合标准要求,同时还需要注意底孔的清洁和润滑,这样可以确保自攻螺丝在旋入时能够顺利切削出内螺纹,达到最佳的紧固效果。
在使用过程中,需要避免过度旋入和过度紧固,以免损坏自攻螺丝和底孔,影响使用效果。
总之,自攻螺丝底孔标准是确保自攻螺丝紧固效果的重要因素,正确的底孔尺寸和形状可以确保自攻螺丝的正常使用,延长其使用寿命。
因此,在使用自攻螺丝时,务必要严格遵守自攻螺丝底孔标准,这样才能够确保自攻螺丝的使用效果。
⾃攻钉过孔底孔尺⼨标准钣⾦⼯艺图的完整性钣⾦图图⾯标注的完整性和相关技术资料我们习惯上把⽤于钣⾦展开和折弯的⼯艺图样简称为展开图。
完整的展开图图⾯分“图形”、“标题栏”和“技术要求”三个部分。
在绘制展开图时,必须遵照以下提⽰的内容,逐⼀检查图样的完整性和正确性。
1 绘制图形1.1 图形包括⼯件的展开部分和折弯部分,两者不存在对应的三视图关系,⼀般应注明“展开图”或“折弯图”,展开图必须按1:1绘制,折弯图可不按⽐例绘制,图⾯必须标注折边标记和折弯⽅向标记。
1.2 图层颜⾊规定为:⽩⾊——轮廓线(激割线),绿⾊——尺⼨线,红⾊——中⼼线,浅兰⾊——虑线,黄⾊——细线,刻蚀线必需采⽤⾮⽩⾊层,并注明“刻蚀”。
1.3 展开图规定⽤中间公差绘制。
对于激光切割的⼯件,如果孔的公差带⼩于0.1mm,孔⼀般按名义尺⼨画⼩0.3mm(板厚≤3mm)~0.5mm (板厚>3mm),并注明扩孔或铰孔⾄多⼤尺⼨。
1.4 激光切割的螺纹底孔尺⼨按下表数据绘制,除标注底孔实际尺⼨外,并需标明“扩攻MXX螺纹”。
M3 M4 M5 M6 M8 M10 M12 M16φ2.3 φ3.0 φ3.9 φ4.7 φ6.3 φ8.1 φ9.8 φ13.61.5 ⾃攻螺钉底孔按下表数据绘制螺纹规格板厚 mm 底孔直径 mm 拧⼊⼒矩 N.mST4.2 1.0 3.2 0.8661.2 3.2 1.2841.5 3.4 1.5452.03.5 1.8832.53.5 1.851ST4.8 1.0 3.7 0.9341.2 3.9 1.1011.5 3.9 1.6422.0 4.0 2.2422.5 4.0 2.5643.04.1 4.042ST6.3 1.5 5.2 3.0582.0 5.43.2772.5 5.53.5053.0 5.6 3.9591.6 ⾃攻锁紧螺钉底孔按下表数据绘制板厚 0.8 1 1.2 1.5 2 2.5 3 4 5 6M2 1.70 1.70 1.70 1.70 1.75M2.5 2.20 2.20 2.20 2.20 2.20 2.25M3 2.65 2.70 2.70 2.70 2.75 2.75 2.80M4 3.60 3.60 3.65 3.65 3.70 3.70 3.70 3.75M5 4.60 4.60 4.65 4.65 4.65 4.70 4.70 4.75M6 5.50 5.50 5.55 5.55 5.60 5.65 5.701.7 焊接螺母底孔按下表数据绘制。
1.1简图1.2加工方法:规 格d 孔径公差h R1.冲小孔M4 3.35车2.冲翻边孔M5 4.253.攻螺纹M6 5.1M8 6.85身螺2.1.2加工方法规 格d2螺纹小径孔径公差αh一次成形,ST3.5 2.6去少量材料。
ST4.23纹ST4.8 3.5ST6.34.8孔2.2.2加工方法:规 格d2螺纹小径孔径公差h R不去除材料,ST3.5 2.6刺窝成形。
ST4.23标ST4.8 3.5ST6.34.8准2.3.2加工方法:规 格d2螺纹小径孔径公差h1=1.1Ph2不去除材料,ST3.5 2.6 1.4刺窝成形。
ST4.23 1.6ST4.8 3.5 1.8ST6.34.82h=d2/2h2=d2/21. 翻 边 螺 纹 孔 标 准1.园柱形翻边孔。
(钢板厚度 t =1.2~3.0 )数据请查阅螺纹翻孔数据(点此链接到翻孔数据)R=t翻边螺纹孔和自攻螺纹孔设计标准 A1-2006注:d2是和“GB/T5280-1995及ISO1478-1983 自攻螺钉用螺纹”中的d2相对应的孔径。
2.3 梅花刺窝孔。
用途:电气件,门控开关等。
(钢板厚度 t =0.6~2.0 )2.2 翻边刺窝孔。
用途:电气件,顶灯安装支架等。
(钢板厚度 t =0.6~2.0 )2. 自 攻 螺 纹 孔 标 准2.1锥形刺窝孔。
用途:车身附件、内饰件等。
(钢板厚度 t =0.6~2.0 )R=t60°32.00+2.00+2.00+2.00+。