钢结构焊接检验批质量验收记录(模板)
- 格式:xlsx
- 大小:15.25 KB
- 文档页数:1

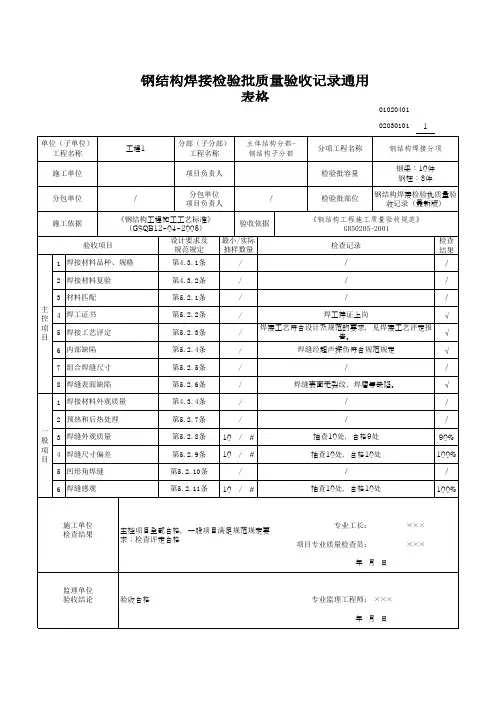
钢结构(钢构件焊接)检验批质量验收记录编号:钢结构(栓钉)检验批质量验收记录紧固件连接检验批质量验收记录高强度螺栓连接检验批质量验收记录钢零部件加工检验批质量验收记录钢构件组装检验批质量验收记录钢构件预拼装检验批质量验收记录单层钢结构安装检验批质量验收记录多层及高层结构安装检验批质量验收记录单位(子单位)XXX 钢结构工程 分部(子分 主体结构/钢 分项工程名称 多层及高层钢结构 施工依据 《钢结构工程施工规范》验收依据 《钢结构工程施工质量验收规范》压型金属板检验批质量验收记录单位(子单位)工程名称 施工单位 XXX 钢结构工程 XXX 有限公司 分包单位 分部(子分 部)工程名称项目负责人 分包单位项 目负责人 主体结构/ 钢结构 XXX施工依据 分项工程名称 检验批容量 检验批部位压型金属板工程370件 二层验收项目 设计要求及规范规定 最小/实际抽样数量 检杳记录检查结果1 压型金属板进场 第4.9.1条、 第4.9.2条 全/ 质量证明文件齐全,检验合格2 固定支架、紧固件及其他材料进场第4.9.3条、 第4.9.4条//3 压型金属板基板裂纹 第12.2.1条 / /4压型金属板涂层缺陷第12.2.2条 //5压型金属板等现场安装 第12.3.1条、第12.3.2条、 第12.3.3条 37/37抽查37处,合格37处6 压型金属板搭接 第12.3.4条 37/37 抽查37处,合格37处7 楼承板端部锚固 第12.3.5条 37/37 抽查37处,合格37处8 楼承板侧向搭接 第12.3.6条 37/37抽查37处,合格37处9 压型金属板造型 第12.3.7条 / /10 固定支架安装 第12.4.1条 //11 连接构造 第12.5.1条 37/37 抽查37处,合格37处12 搭接及节点 第12.5.2条 37/37抽查37处,合格37处13 防雨及排水构造 第12.6.1条 / /14抗风揭性能检测 第12.6.2条 / /验收项目设计要求及规范规定 最小/实际抽样数量检杳记录检查结果1压型金属板精度 第4.9.5条37/37抽查37处,合格37处《钢结构工程施工规范》GB50755-2012 验收依据主控项目 《钢结构工程施工质量验收规范》GB50205-2020。
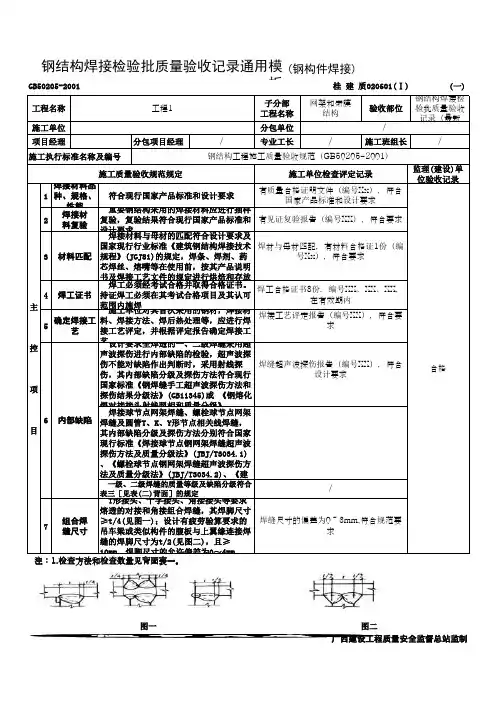
640501123456789101 4.3.1条2 4.3.2条3 5.2.1条4 5.2.2条5 5.2.3条6 5.2.4条7 5.2.5条8 5.2.6条123456789101 4.3.4条2 5.2.7条3 5.2.8条4 5.2.9条5 5.2.10条6 5.2.11条年 月 日年 月 日
监理(建设)单位验收部位项目经理专业工长施工班组长项目专业质量检查员:分包项目经理施工单位检查评定记录规范规定规范规定班组长或专业工长:施工单位检查评定记录组合焊缝尺寸
焊缝表面缺陷
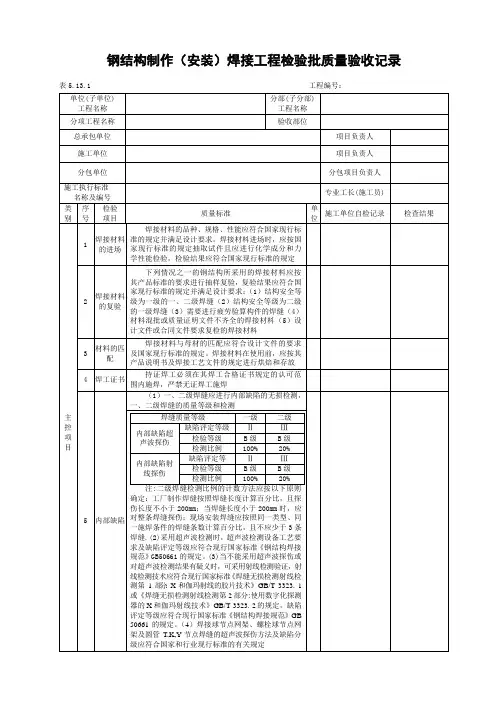
焊接材料进场
焊接材料复验
材料匹配
焊工证书
焊接工艺评定
内部缺陷
一般项目
施工单位检查评定结果
监理(建设)单位验收结论焊接材料进场
预热和后热处理
焊缝外观质量
焊缝尺寸偏差
凹形角焊缝
焊缝感观
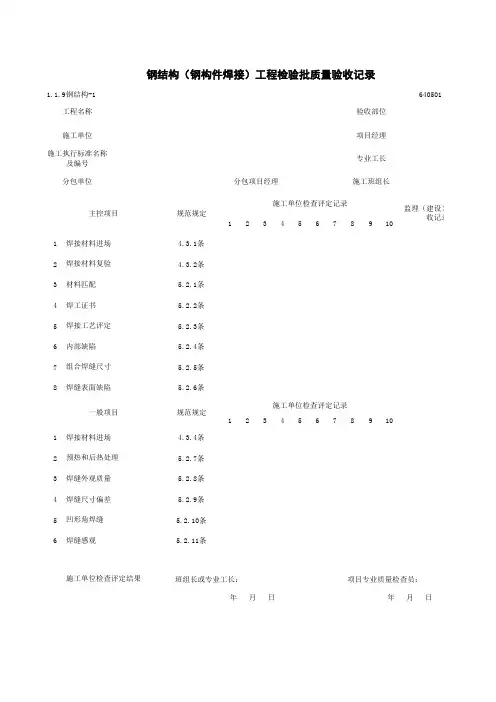
钢结构(钢构件焊接)工程检验批质量验收记录
1.1.9钢结构-1
工程名称
施工单位
施工执行标准名称及编号
分包单位主控项目
监理(建设)单位验收结论
监理工程师(建设单位项目技术负责人):
年 月 注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量检查员等进行验收。
)单位验收记录
月 日验收。
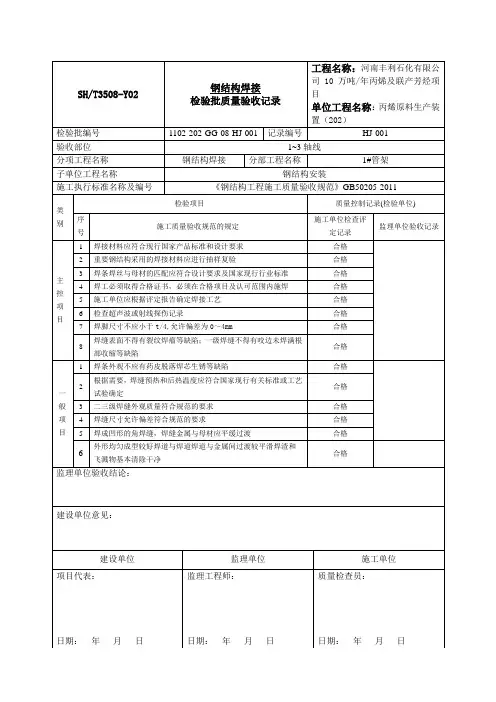
SH/T3508-Y02钢结构焊接检验批质量验收记录司10万吨/年丙烯及联产芳烃项目单位工程名称:丙烯原料生产装置(202)检验批编号1102-202-GG-08-HJ-001 记录编号HJ-001 验收部位1~3轴线分项工程名称钢结构焊接分部工程名称1#管架子单位工程名称钢结构安装施工执行标准名称及编号《钢结构工程施工质量验收规范》GB50205-2011类别检验项目质量控制记录(检验单位)序号施工质量验收规范的规定施工单位检查评定记录监理单位验收记录主控项目1 焊接材料应符合现行国家产品标准和设计要求合格2 重要钢结构采用的焊接材料应进行抽样复验合格3 焊条焊丝与母材的匹配应符合设计要求及国家现行行业标准合格4 焊工必须取得合格证书,必须在合格项目及认可范围内施焊合格5 施工单位应根据评定报告确定焊接工艺合格6 检查超声波或射线探伤记录合格7 焊脚尺寸不应小于t/4,允许偏差为0~4mm 合格8焊缝表面不得有裂纹焊瘤等缺陷;一级焊缝不得有咬边未焊满根部收缩等缺陷合格一般项目1 焊条外观不应有药皮脱落焊芯生锈等缺陷合格2根据需要,焊缝预热和后热温度应符合国家现行有关标准或工艺试验确定合格3 二三级焊缝外观质量符合规范的要求合格4 焊缝尺寸允许偏差符合规范的要求合格5 焊成凹形的角焊缝,焊缝金属与母材应平缓过渡合格6外形均匀成型较好焊道与焊道焊道与金属间过渡较平滑焊渣和飞溅物基本清除干净合格监理单位验收结论:建设单位意见:建设单位监理单位施工单位项目代表:监理工程师:质量检查员:SH/T3508-Y02钢结构焊接检验批质量验收记录司10万吨/年丙烯及联产芳烃项目单位工程名称:丙烯原料生产装置(202)检验批编号1102-202-GG-08-HJ-002 记录编号HJ-002 验收部位4~6轴线分项工程名称钢结构焊接分部工程名称1#管架子单位工程名称钢结构安装施工执行标准名称及编号《钢结构工程施工质量验收规范》GB50205-2011类别检验项目质量控制记录(检验单位)序号施工质量验收规范的规定施工单位检查评定记录监理单位验收记录主控项目1 焊接材料应符合现行国家产品标准和设计要求合格2 重要钢结构采用的焊接材料应进行抽样复验合格3 焊条焊丝与母材的匹配应符合设计要求及国家现行行业标准合格4 焊工必须取得合格证书,必须在合格项目及认可范围内施焊合格5 施工单位应根据评定报告确定焊接工艺合格6 检查超声波或射线探伤记录合格7 焊脚尺寸不应小于t/4,允许偏差为0~4mm 合格8焊缝表面不得有裂纹焊瘤等缺陷;一级焊缝不得有咬边未焊满根部收缩等缺陷合格一般项目1 焊条外观不应有药皮脱落焊芯生锈等缺陷合格2根据需要,焊缝预热和后热温度应符合国家现行有关标准或工艺试验确定合格3 二三级焊缝外观质量符合规范的要求合格4 焊缝尺寸允许偏差符合规范的要求合格5 焊成凹形的角焊缝,焊缝金属与母材应平缓过渡合格6外形均匀成型较好焊道与焊道焊道与金属间过渡较平滑焊渣和飞溅物基本清除干净合格监理单位验收结论:建设单位意见:建设单位监理单位施工单位项目代表:监理工程师:质量检查员:SH/T3508-Y02钢结构焊接检验批质量验收记录司10万吨/年丙烯及联产芳烃项目单位工程名称:丙烯原料生产装置(202)检验批编号1102-202-GG-08-HJ-003 记录编号HJ-003 验收部位7~9轴线分项工程名称钢结构焊接分部工程名称1#管架子单位工程名称钢结构安装施工执行标准名称及编号《钢结构工程施工质量验收规范》GB50205-2011类别检验项目质量控制记录(检验单位)序号施工质量验收规范的规定施工单位检查评定记录监理单位验收记录主控项目1 焊接材料应符合现行国家产品标准和设计要求合格2 重要钢结构采用的焊接材料应进行抽样复验合格3 焊条焊丝与母材的匹配应符合设计要求及国家现行行业标准合格4 焊工必须取得合格证书,必须在合格项目及认可范围内施焊合格5 施工单位应根据评定报告确定焊接工艺合格6 检查超声波或射线探伤记录合格7 焊脚尺寸不应小于t/4,允许偏差为0~4mm 合格8焊缝表面不得有裂纹焊瘤等缺陷;一级焊缝不得有咬边未焊满根部收缩等缺陷合格一般项目1 焊条外观不应有药皮脱落焊芯生锈等缺陷合格2根据需要,焊缝预热和后热温度应符合国家现行有关标准或工艺试验确定合格3 二三级焊缝外观质量符合规范的要求合格4 焊缝尺寸允许偏差符合规范的要求合格5 焊成凹形的角焊缝,焊缝金属与母材应平缓过渡合格6外形均匀成型较好焊道与焊道焊道与金属间过渡较平滑焊渣和飞溅物基本清除干净合格监理单位验收结论:建设单位意见:建设单位监理单位施工单位项目代表:监理工程师:质量检查员:SH/T3508-Y02钢结构焊接检验批质量验收记录司10万吨/年丙烯及联产芳烃项目单位工程名称:丙烯原料生产装置(202)检验批编号1102-202-GG-08-HJ-004 记录编号HJ-004 验收部位10~12轴线分项工程名称钢结构焊接分部工程名称1#管架子单位工程名称钢结构安装施工执行标准名称及编号《钢结构工程施工质量验收规范》GB50205-2011类别检验项目质量控制记录(检验单位)序号施工质量验收规范的规定施工单位检查评定记录监理单位验收记录主控项目1 焊接材料应符合现行国家产品标准和设计要求合格2 重要钢结构采用的焊接材料应进行抽样复验合格3 焊条焊丝与母材的匹配应符合设计要求及国家现行行业标准合格4 焊工必须取得合格证书,必须在合格项目及认可范围内施焊合格5 施工单位应根据评定报告确定焊接工艺合格6 检查超声波或射线探伤记录合格7 焊脚尺寸不应小于t/4,允许偏差为0~4mm 合格8焊缝表面不得有裂纹焊瘤等缺陷;一级焊缝不得有咬边未焊满根部收缩等缺陷合格一般项目1 焊条外观不应有药皮脱落焊芯生锈等缺陷合格2根据需要,焊缝预热和后热温度应符合国家现行有关标准或工艺试验确定合格3 二三级焊缝外观质量符合规范的要求合格4 焊缝尺寸允许偏差符合规范的要求合格5 焊成凹形的角焊缝,焊缝金属与母材应平缓过渡合格6外形均匀成型较好焊道与焊道焊道与金属间过渡较平滑焊渣和飞溅物基本清除干净合格监理单位验收结论:建设单位意见:建设单位监理单位施工单位项目代表:监理工程师:质量检查员:SH/T3508-Y02钢结构焊接检验批质量验收记录司10万吨/年丙烯及联产芳烃项目单位工程名称:丙烯原料生产装置(202)检验批编号1102-202-GG-08-HJ-005 记录编号HJ-005 验收部位13~15轴线分项工程名称钢结构焊接分部工程名称1#管架子单位工程名称钢结构安装施工执行标准名称及编号《钢结构工程施工质量验收规范》GB50205-2011类别检验项目质量控制记录(检验单位)序号施工质量验收规范的规定施工单位检查评定记录监理单位验收记录主控项目1 焊接材料应符合现行国家产品标准和设计要求合格2 重要钢结构采用的焊接材料应进行抽样复验合格3 焊条焊丝与母材的匹配应符合设计要求及国家现行行业标准合格4 焊工必须取得合格证书,必须在合格项目及认可范围内施焊合格5 施工单位应根据评定报告确定焊接工艺合格6 检查超声波或射线探伤记录合格7 焊脚尺寸不应小于t/4,允许偏差为0~4mm 合格8焊缝表面不得有裂纹焊瘤等缺陷;一级焊缝不得有咬边未焊满根部收缩等缺陷合格一般项目1 焊条外观不应有药皮脱落焊芯生锈等缺陷合格2根据需要,焊缝预热和后热温度应符合国家现行有关标准或工艺试验确定合格3 二三级焊缝外观质量符合规范的要求合格4 焊缝尺寸允许偏差符合规范的要求合格5 焊成凹形的角焊缝,焊缝金属与母材应平缓过渡合格6外形均匀成型较好焊道与焊道焊道与金属间过渡较平滑焊渣和飞溅物基本清除干净合格监理单位验收结论:建设单位意见:建设单位监理单位施工单位项目代表:监理工程师:质量检查员:SH/T3508-Y02钢结构焊接检验批质量验收记录司10万吨/年丙烯及联产芳烃项目单位工程名称:丙烯原料生产装置(202)检验批编号1102-202-GG-08-HJ-006 记录编号HJ-006 验收部位16~19轴线分项工程名称钢结构焊接分部工程名称1#管架子单位工程名称钢结构安装施工执行标准名称及编号《钢结构工程施工质量验收规范》GB50205-2011类别检验项目质量控制记录(检验单位)序号施工质量验收规范的规定施工单位检查评定记录监理单位验收记录主控项目1 焊接材料应符合现行国家产品标准和设计要求合格2 重要钢结构采用的焊接材料应进行抽样复验合格3 焊条焊丝与母材的匹配应符合设计要求及国家现行行业标准合格4 焊工必须取得合格证书,必须在合格项目及认可范围内施焊合格5 施工单位应根据评定报告确定焊接工艺合格6 检查超声波或射线探伤记录合格7 焊脚尺寸不应小于t/4,允许偏差为0~4mm 合格8焊缝表面不得有裂纹焊瘤等缺陷;一级焊缝不得有咬边未焊满根部收缩等缺陷合格一般项目1 焊条外观不应有药皮脱落焊芯生锈等缺陷合格2根据需要,焊缝预热和后热温度应符合国家现行有关标准或工艺试验确定合格3 二三级焊缝外观质量符合规范的要求合格4 焊缝尺寸允许偏差符合规范的要求合格5 焊成凹形的角焊缝,焊缝金属与母材应平缓过渡合格6外形均匀成型较好焊道与焊道焊道与金属间过渡较平滑焊渣和飞溅物基本清除干净合格监理单位验收结论:建设单位意见:建设单位监理单位施工单位项目代表:监理工程师:质量检查员:。
](https://uimg.taocdn.com/7c00c346dd88d0d232d46abb.webp)
钢结构焊接工程检验批质量验收记录-------------------------------钢结构焊接工程检验批质量验收记录-------------------------------项目位置:xxxxxx工作单位:xxxxxx验收时间:xxxx年xx月xx日一、项目概况本次钢结构焊接工程的主要施工范围为xxxxxx。
工程所使用的焊材为xxxxxx,采用XXXXXX焊接方法。
焊接材料质量合格证明编号为xxxxxx。
焊接工艺评定合格证明编号为xxxxxx。
二、质量验收范围本次钢结构焊接工程的质量验收范围包括以下内容:1.焊缝及焊接工艺的合规性检验;2.焊接材料的质量验收;3.焊接设备及工具的质量验收;4.焊接工艺参数的合规性检验。
三、质量验收结果1.焊缝及焊接工艺的合规性检验:a.焊缝尺寸:焊缝尺寸符合设计规定,满足工程要求;b.焊缝形态:焊缝形态符合规范要求,无裂纹、夹渣等缺陷;c.焊缝质量:焊缝质量优良,焊道牢固牢靠;d.焊接质量:焊接质量合格,焊接强度符合设计要求。
2.焊接材料的质量验收:a.焊条:使用的焊条质量良好,无变色、损伤等缺陷;b.焊丝:使用的焊丝质量良好,无损伤、腐蚀等缺陷;c.气体保护:气体保护系统正常运行,未发生泄漏现象。
3.焊接设备及工具的质量验收:a.焊接机:使用的焊接机工作正常,电流稳定,无漏电现象;b.焊枪:使用的焊枪质量良好,无断线、接触不良等问题;c.工具:使用的焊接工具无损坏、失效等问题。
4.焊接工艺参数的合规性检验:a.焊接工艺规程:使用的焊接工艺规程与设计要求一致,质量符合规范;b.焊接过程控制:焊接过程中参数控制合理,焊接质量稳定可靠;c.焊接工艺文件:工艺文件齐全、规范,并按要求备案。
四、质量验收结论根据以上的质量验收结果,本次钢结构焊接工程的质量验收结论如下:1.焊接工程质量合格,符合相关规范和设计要求;2.焊接材料质量合格,无明显质量问题;3.焊接设备及工具质量合格,正常工作无影响;4.焊接工艺参数合规,焊接质量可靠。
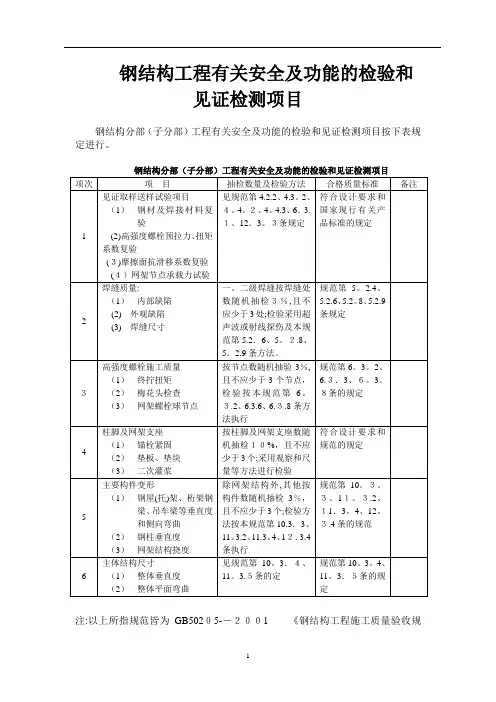
钢结构工程有关安全及功能的检验和见证检测项目钢结构分部(子分部)工程有关安全及功能的检验和见证检测项目按下表规定进行。
钢结构分部(子分部)工程有关安全及功能的检验和见证检测项目注:以上所指规范皆为GB50205--2001 《钢结构工程施工质量验收规范》钢结构工程有关观感质量检查项目钢结构部分(子分部)工程观感质量检查项目按以下表规定进行注:以上所指规范皆为GB50205-—2001 《钢结构工程施工质量验收规范》钢结构分项工程检验批验收质量验收记录表钢结构(钢构件焊接)分项工程检验批质量验收应按下表进行记录。
注:以上所指规范皆为GB50205——2001《钢结构工程施工质量验收规范》钢结构(焊钉焊接)分项工程检验批质量验收应按下表进行记录钢结构(焊钉焊接)分项工程检验批质量验收记录注:以上所指规范皆为GB50205--2001 《钢结构工程施工质量验收规范》钢结构(普通紧固件连接)分项工程检验批质量验收应按下表进行记录。
钢结构(普通紧固件连接)分项工程检验批质量验收记录注:以上所指规范皆为GB50205—-2001 《钢结构工程施工质量验收规范》钢结构(构件组装)分项工程检验批质量验收应按表进行记录。
注:以上所指规范皆为GB50205——2001 《钢结构工程施工质量验收规范》钢结构(预拼装)分项工程检验批质量验收应按下表进行记录。
注:以上所指规范皆为GB50205——2001 《钢结构工程施工质量验收规范》钢结构(单层结构安装)分项工程检验批质量验收应按下表进行记录。
注:以上所指规范皆为GB50205--2001 《钢结构工程施工质量验收规范》钢结构(多层及高层结构安装)分项工程检验批质量验收应按下表进行记录。
钢结构(网架结构安装)分项工程检验批质量验收应按下表进行记录.钢结构(压型金属板)分项工程检验批质量验收应按下表进行记录。
注:以上所指规范皆为GB50205——2001《钢结构工程施工质量验收规范》钢结构(防腐涂料涂装)分项工程检验批质量验收应按下表进行记录。
钢结构焊接检验批质量验收记录记录编号:XXXXX日期:XXXX年XX月XX日一、基本信息:项目名称:XXXXX委托单位:XXXXX监理单位:XXXXX施工单位:XXXXX焊接工程师:XXXXX二、焊接材料检验:1.焊条或焊丝的合格证、质量证明、检验报告等相关文件齐全,并符合项目要求。
2.焊接材料的外观无任何锈蚀、氧化等缺陷。
3.焊接材料的规格、型号、批号、标识等信息与合格证一致。
三、焊工资质:1.所有焊工持有焊工资质证书,并定期进行职业技能培训,保持良好的焊接技能水平。
2.焊工的技术档案齐全,并符合项目要求。
四、工艺规程合格性:1.工艺规程符合相关国家标准和项目要求,并得到了监理单位的审查和批准。
2.对于特殊工艺要求,焊接工程师要进行一对一指导,并监督焊工的操作。
3.工艺规程的填写符合要求,包括焊接方法、参数、预热温度、层间温度控制等内容。
五、焊接设备检验:1.焊接设备具有合法的检验合格证明,并定期进行检验维护。
2.焊接设备的接地和保护措施符合要求。
3.焊机输出电压、电流等参数与工艺规程一致。
六、焊接工艺过程监控:1.焊接工艺过程记录的填写规范、完整,并符合相关国家标准和项目要求。
2.对于每道焊缝,焊接工艺过程记录中包括焊接参数、预热温度、焊后处理等信息。
3.工艺过程监控的记录中包括焊接操作人员的签字和日期,并得到了焊接工程师的确认。
七、可视检验:1.对于每道焊缝,进行可视检验,确保焊缝外观光洁,无裂纹、夹渣、气孔、夹杂物等缺陷。
2.合格的焊缝应符合相关国家标准和项目要求的质量要求。
八、无损检测:1.对于焊缝的关键部位,进行无损检测,包括超声波检测、射线检测等。
2.检测报告齐全,并有资质检验单位的签章和报告编号。
九、力学性能检验:1.从焊接出来的构件中取样,进行拉伸、冲击等力学性能测试。
2.检测报告齐全,并有资质检验单位的签章和报告编号。
十、其他:(根据具体项目要求填写其他相关内容)十一、验收结论:本次焊接检验批的质量验收结果如下:□合格□不合格验收人员(签字):XXX验收日期:XXXX年XX月XX日附:焊接工艺规程、焊接过程记录、焊接设备检验报告、可视检验记录、无损检测报告、力学性能检验报告等相关资料的复印件。
钢结构零部件加工检验批质量验收记录日期:2024年5月10日地点:钢结构零部件加工厂项目:大型钢结构建筑项目一、检验单位:第三方检测机构二、被检单位:钢结构零部件加工厂三、检验人员:质检工程师、工程技术人员四、检验内容:钢结构零部件加工质量验收五、检验标准:国家有关钢结构零部件加工技术标准及设计图纸要求六、检验装备:测量工具、设备等七、检验结果:符合/不符合八、检验记录:如下一、样品准备在检验前,从被检单位随机抽取了各类钢结构零部件样品作为抽样检验的对象。
被检单位按照检验单位的要求将样品整理妥善,并送至检验单位进行检验。
二、检验项目1.钢板尺寸:对钢板尺寸进行测量,与设计图纸要求进行比对,确认尺寸是否符合要求。
2.焊缝质量:对钢结构零部件的焊缝进行目测和无损检测,检查焊接质量是否符合相关标准要求。
3.表面处理:对钢结构零部件的表面处理质量进行目测和触摸检查,确认表面处理是否均匀、光滑。
4.材料检验:对钢结构零部件的材料进行化学成分分析和物理性能测试,确认材料是否符合相关标准要求。
5.组件安装:对钢结构零部件的组件安装进行检查,确认安装是否正确、牢固。
6.预紧力检测:对钢结构零部件的螺栓紧固力进行检测,确认螺栓紧固是否符合相关标准要求。
7.表面涂层:对钢结构零部件的表面涂层进行目测和厚度检测,确认涂层质量是否符合相关标准要求。
三、检验过程1.钢板尺寸:对每个钢板进行测量,记录尺寸数据,并与设计图纸要求进行比对,确认尺寸是否符合要求。
2.焊缝质量:对焊缝进行目测,观察焊缝的形状和质量,并对焊缝进行无损检测,使用超声波检测仪对焊缝进行探伤,记录检测结果。
3.表面处理:对钢结构零部件的表面进行目测和触摸检查,确认表面处理质量是否符合要求。
4.材料检验:从每个样品中采取适量的材料进行化学成分分析和物理性能测试,使用光谱仪分析钢板材料的化学成分,使用硬度计测试钢板材料的硬度,记录分析结果。
5.组件安装:观察钢结构零部件的组件安装情况,检查安装是否正确、牢固。