内部审核检查表(模具验证组)
- 格式:doc
- 大小:63.50 KB
- 文档页数:1

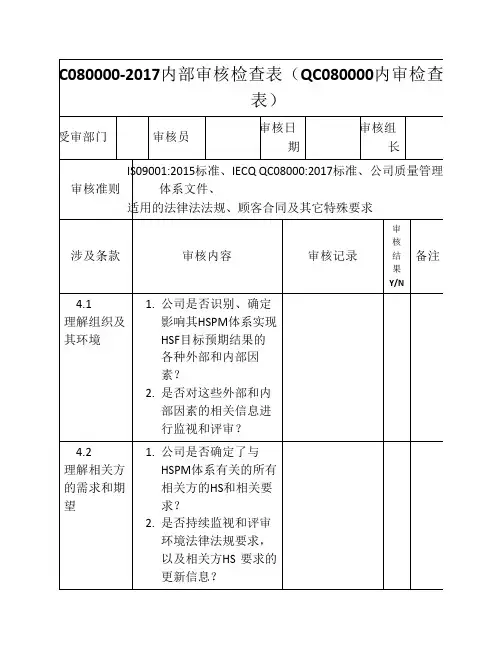
QC080000-2017内部审核检查表(QC080000内审检查表)受审部门审核员审核日期审核组长审核准则IS09001:2015标准、IECQ QC08000:2017标准、公司质量管理体系文件、适用的法律法法规、顾客合同及其它特殊要求涉及条款审核内容审核记录审核结果Y/N备注4.1理解组织及其环境1. 公司是否识别、确定影响其HSPM体系实现HSF目标预期结果的各种外部和内部因素?2. 是否对这些外部和内部因素的相关信息进行监视和评审?4.2理解相关方的需求和期望1. 公司是否确定了与HSPM体系有关的所有相关方的HS和相关要求?2. 是否持续监视和评审环境法律法规要求,以及相关方HS 要求的更新信息?4.3确定HSPM 体系的范围1. 公司是否确定了HSPM体系的范围?2. 是否对这些信息形成了成文信息?4.4 HSPM体系及其过程1.公司是否按照标准要求建立、实施、保持和改进HSPM体系?2.公司内与HSPM体系有关的过程是否被确定和管理?3.对已确定的风险和机遇的应对以及过程实现其预期结果所需的变更是否进行了专门考虑?4公司是否存在影响产品符合要求的外包过程?5是否明确了控制的方式?5.1领导作用和承诺5.1.1总则1. 是否将HSF 纳入管理评审?2. 公司HSF方针、目标是否形成文件,由最高管理者批准颁发?3.建立实施保持改进HSPM 体系所需资源,最高管理者是否确保提供?有否实例佐证?4.是否向各部门传达符合顾客及法律法规的HS管理要求的重要性?5.1.2以顾客为关注焦点1. “以顾客为关注焦点”经营理念是否在公司中得到树立?2. 公司是否努力确保顾客的HSF 要求得到确定和满足?5.2方针1.HSF方针是否与公司的宗旨相适应?2.HSF方针是否包含满足适用HSF要求的承诺?是否包含持续改进HSPM体系的承诺?3.HSF方针及其含义在公司各层次员工中是否得到充分、正确理解,并协调一致、深入人心?5.3组织的岗位、职责和权限1.公司各个部门、各级人员与HSF 相关的职责和权限及其相互关系是否确定?2.公司所有员工是否清楚本职范围内与HSF 相关的职责和权限,并被有效沟通履行?3.是否了任命一名指定管理者代表(DMR)?6策划6.1应对风险和机遇的措施1.公司确定HSPM 体系的风险和机遇时,是否从内部、外部两个方向全面考虑?2.为应对这些风险和机遇公司是否策划了所必需的措施?对这些措施的有效性进行评价?6.2HSF目标及其实现的策划1.在公司的各层次上是否已建立HSF目标?所建立HSF目标与HSF方针和持续改进的承诺,是否一致?2.所建立HSF目标是否可测量?目标之间是否协调,是否相互保证?3. HSF 目标是否包含减少或消除过程或产品中已识别和使用的HS 的时间表?4.公司为实现HSF目标是否进行策划?分析确定实现目标所需的资源,时间要求、责任人落实明确,并对目标实现结果有评价?5.公司HSF目标实施时,过程是否受控,并及时更新?6.3变更的策划1.公司HSPM体系进行变更时,是否考虑了变更的目的及潜在后果?2.公司在进行HSPM体系变更前是否考虑了资源的可获得性?3.是否考虑了管理体系的完整性?为实施HSPM体系变更,是否有充足的资源保证实现必要的变更?7支持7.1 资源7.1.1 总则1.为实施、保持、改进HSPM体系过程,达到顾客满意,公司是否能够及时确定并提供所需资源?7.1.2人员1.为保证HSPM体系的有效实施,公司是否确定和配备各岗位所需人员?7.1.3基础设施1.公司为满足HSF过程和产品的要求,是否确定、提供并维护了所需的基础设施?2.是否有台账,是否有维护保养计划,能够持续满足运行要求?7.1.4过程运行环境1.公司是否确定、提供并维护所需的运行环境,以获得HSF 产品?7.1.5监视和测量资源1.公司的测量和监视资源是否根据已确定的HSF要求配置?所配置的测量和监控设备能力是否满足规定要求?2.公司的HSF特性的测量设备是否得到有效的管理?3.公司的HSF特性的测量设备是否可溯源?是否按照国际或国家测量标准对测量设备进行校准或验证?7.1.6组织的知识1.公司是否确定必要的知识,以保证实现HSF产品和服务的符合性?这些知识是否得到保持,并能在所需的范围内得到?7.2能力1如何确保从事影响产品HSF工作的人员是能够胜任的?2.是否制定了相应的岗位任职要求以确定人员的能力?3.查培训计划,看是否按计划对人员进行了相应的培训,如何评价培训的有效性,实际培训效果如何?4.是否保持了相关的教育、培训、技能和经验的记录?7.3意识1.公司总经理是否知晓违反HSF 法律法规和顾客要求的后果?2.各相关岗位的工作人员是否知晓将HS引入过程输出或产品的风险,以及他们对实现HSF目标的贡献?7.4沟通1.公司是否确定了与HSPM 体系相关的内部和外部的沟通?7.5形成文件的信息7.5.1总则1.公司所建立HSPM体系文件是否包括了HSF方针和HSF目标、管理体系手册、程序、记录及其他所要求的文件?2.HSPM体系文件是否包括了产品中包含的或可能会被引入产品的所有HS的列表?3. HSPM体系文件是否包括了适用法律法规和顾客要求的与HSF控制相关的成文信息?7.5.2创建和更新1.在创建和更新成文信息时,组织应考虑与程序、内容和格式相关的法律法规或顾客要求?7.5.3成文信息的控制1.公司是否按照根据法律法规或顾客要求(如关于持续可用性和保留期限的要求)保持或保留成文信息?8运行8.1运行策划和控制1.公司是否对HSF产品实现所需的过程进行了策划??2.这些策划如何体现?8.2产品和服务的HSF要求8.2.1顾客沟通1.公司是否建立可靠的有效的与顾客沟通的渠道和方式?2.与客户沟通主要有哪些内容?3.发生顾客投诉后,公司是否立即沟通、处理、解决顾客的问题?`8.2.2产品和服务HSF要1对于产品和服务HSF的要求主要有哪些?求的确定8.2.3产品和服务HSF要求的评审1.针对产品和服务HSF的要求公司是否进行了评审?这些评审方式是否有效?2.这些评审结果及由评审引发的措施是否形成了记录,并得以保持?8.2.4产品和服务HSF要求的更改1.当顾客提出产品HSF要求更改时,公司是否进行确认、评审和沟通?8.3产品和服务的设计和开发1.开展产品的设计开发时是否进行了策划?2.设计开发的输入信息关于HSF要求的有哪些?3.设计开发过程中对HSF 要求怎么进行控制的?4.设计开发输出有哪些内容?5.设计开发的更改怎么控制?8.4外部提供过程、产品和服务的控制8.4.11.公司是否努力确保外部提供的过程、产品和服务符合HSF要求?2.公司对产品的HSF符合性有负面影响的供应商怎样控制?总则 3.公司如何选择、评价供应商,使其提供的产品和服务满足HSF要求?4.公司是否建立合格供应商名单?名单是否得到批准并分发至有关部门?采购是否依据名单进行?8.4.2控制类型和程度1.公司在策划控制类型和程度时,组织需考虑哪些因素?2.公司是否只从合格供应商名单中的供应商处采购确认过的HSF产品和服务?3.公司是否确定了必要的验证活动?4.公司确保任何HSF采购产品没有污染或混杂的可能?5.供应链更改时,公司是否能重新确认对产品HSF 的符合性?8.4.3提供给外部供方的信息公司与供应商沟通HSF要求时,是否包括以下内容:1.待提供的产品和服务?2.需要本公司批准的内3.公司或顾客拟在供应商现场为HSF符合性实施的验证和审核活动?4.确保可追溯性的HSF产品标识?5.符合顾客及法律法规主管部门接受的格式和传达渠道的成文信息,例如HS 分析报告或化学成分数据?8.5生产和服务提供8.5.1生产和服务提供的控制1.生产是否在受控条件下进行?2.生产过程中,是否使用规定的材料和技术,基础设施和环境是否符合要求?3.是否在适当阶段实施监视和测量活动,以验证是否符合过程的控制准则以及输出或产品的HSF接收准则?4.当没有作业指导书,不能有效进行生产和服务时,有关人员是否能获得作业指导书?作业指导书是否清楚、适用、正确、5.是否采取措施,防止可能引入HSF风险的人为错误?8.5.2标识和可追溯性1.公司是否在产品提供的整个过程中按照监视和测量的要求来识别输出的HSF状态?2.公司是否按照HS控制方面的要求标识产品?3.公司是否在必要时控制输出的唯一性标识,并保留所需的成文信息以实现可追溯性?8.5.3顾客或外部供方的财产1.公司是否确保来源于供应商的材料在使用前其HSF符合性已得到验证?2.当发现顾客财产的HSF特性不合格时,公司是否向顾客报告此事并保留相关记录?8.5.4防护1.公司是否对产品进行防护,以确保对相应要求的HSF的符合性?2.公司是否确保产品的HSF 符合性的标签和标识的完整性?8.5.5交付后活动1.公司是否保留适宜的记录作为HSF符合性的证据,用于证明产品和服务对法律法规要求或顾客要求的符合性?2.当法律法规主管部门或顾客提出要求时,公司是否与之合作,采取确保符合HSF要求所需的任何措施8.5.6更改控制1.公司是否对可能改变产品HSF特性的更改进行评审、验证(必要时)和控制,以确保对HSF要求的持续符合性?2.评审、验证和批准更改的结果是否作为记录予以保留?8.6产品和服务的放行1公司是否在适当阶段验证产品的HSF要求已得到满足?2.标识或标签都在产品放行前正确地附于产品上?8.7不合格输出的控制1.公司是否对HSF不合格产品进行识别,将其与合格产品隔离,并防止误用或误交付?2.如果在交付后发现了HSF不合格产品,公司是否按法律法规或顾客的要求告知顾客或通报法律法规主管部门?3.不合格产品是否进行跟踪?是否从顾客处撤回?4.对不合格品的处置是否保持记录?9绩效评价9.1监视、测量、分析和评价9.1.1总则1.公司为确保产品和HSPM 体系符合性并实现持续改进,需监视和测量什么?2.公司需要用什么方法进行监视、测量、分析和评价,以确保结果有效?3.公司需要在何时实施监视和测量?4.公司是否依靠自身能力或通过外部检测机构(或在适宜时通过其它方式)证明其产品和服务的HSF 符合性?9.1.2顾客满意1.公司是否监视顾客在HS 控制方面的需求和期望已得到满足的程度的感受?9.1.3 1.公司为证实HSPM体系的分析与评价适宜性、有效性并识别持续改进机会,确定、收集、分析了哪些数据?2.公司是否利用分析结果评价:a)产品的HSF符合性及趋势;b)在HS控制方面的顾客满意度;c)HSPM体系的绩效和有效性;d)供应商在HS控制方面的绩效;e)HSPM体系改进的需求。
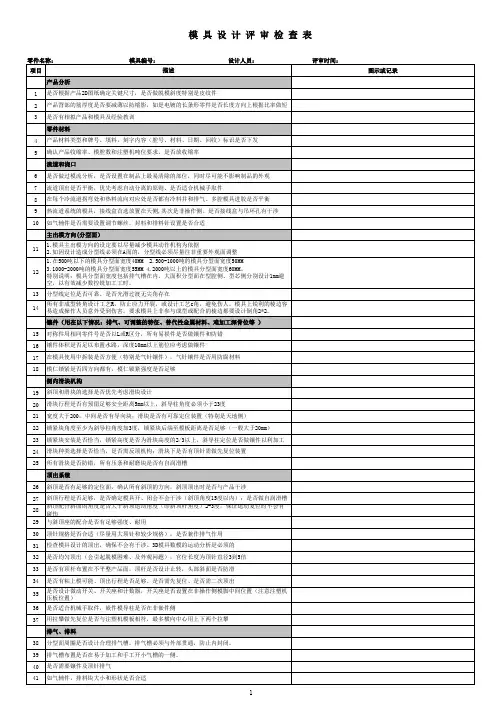
检图100%1√2√3√4√5√6√7√8√9√10√11√12√13√14√15√16√17√18√19√20√21√2223√24√25√2627√28√293031323334上下模U形沟数量L≥1500mm6-8个,L<1500mm4-6个, 是否符合技术协议,分布是否合理;U形沟位置是否与机床吻合;U沟高度是否符合技术协议;U槽是否倒角来增加感应面(感应面150㎜)是否考虑隐藏部件和运动部件有无干涉(螺栓、回程钩、斜楔等)研讨签名三维是否干涉;是否做静态、动态(含非工作状态)检查;前工序板件是否与本工序结构干涉;相关装配尺寸是否衔接技术要求是否填写完整,综合图中技术要求是否和本图纸相符图层管理是否符合要求(见标准)结构是否经过内审人员确认(针对复杂斜楔类结构)起吊的选择是否符合技术协议,是否会与四周干涉;吊钩、螺纹套等埋入件的孔是否做出,孔径与深度是否匹配图纸修改后,是否影响其附近结构,造成悬空、干涉、不匹配等模具连接板、漏水孔、侧视孔、导板窥视孔(导腿处、压芯托芯导滑处、DR凸模处)是否设计机床偏移量是否在75mm以内,中心键槽(28+0.1~0.3)是否与机床吻合,上下模是否要通槽上下模或其与压芯或托芯配合处(导向、各类凸台)及其它需让位处位置尺寸是否一致、形状尺寸是否匹配安全螺栓是否与压边圈干涉压芯侧销伸出部分是否在上模做了避让压边圈接柱垫块是否与凸模干涉研讨记录销钉、螺钉拆卸空间是否足够;是否考虑为螺钉头预留避让空间是否考虑汽缸弯接头的空间避让40mm废料刀和上模刃口的避让是否做出(结构可不做出,由加工数模做出)做压芯过桥设计时是否考虑压芯行程+20mm安全量二.干涉检查冲头固定座与压料芯之间有无干涉装夹U槽四周空间是否符合标准,是否与废料滑板干涉工艺内容是否与工法图一致(核对工艺数模与工法图)压力源(顶杆)行程是否与压芯、托芯、小凸芯、压边圈行程一致;安全行程为ST+15mm(DR为ST+20mm);工作侧销能否用双槽(有CAM、氮气弹簧时不能用)特殊结构处在图纸中是否有提示、指导说明,是否规避了对称制作(如快速定位、左右标记、左右件不完全对称处)是否有模具运动动作线图(弹簧行程图、斜楔行程图);三维行程运动关系是否表达;回程状态是否表达减轻孔设计是否按设计标准,壁厚是否均匀模具检查表制件号: 工序号:检图者:产品名: 客 户:设计者:加工部位(拉延分模线、修边线、冲孔、翻边线、翻孔线、整形区)是否按照工艺数模(工法图仅为参考,核对工艺数模侧工作内容角度等)模具高度、长、宽是否合理,是否设计最省检 查 点检图日期:自检CH孔位置是否与前序(工法图)一致;下模是否符型,上模是否让位“F”向是否标识,与工法图是否一致一.共性内容检查模具是否设计有模具中心线、机床中心线压料芯是否优先设计起吊和翻转螺纹套;是否设计压芯装夹槽行程设定是否合理;行程限制器、存放器、缓冲装置是否设计,是否符合技术协议与设计标准;存放状态下弹性元件是否受力;是否超出装模高度快速定位分布是否合理;强度是否合适;左右两模件是否规避了对称制作NO压芯走框架结构处如果有刀块,刀块螺孔销孔是否悬空冲裁力、成型力、压料力、退料力是否计算。
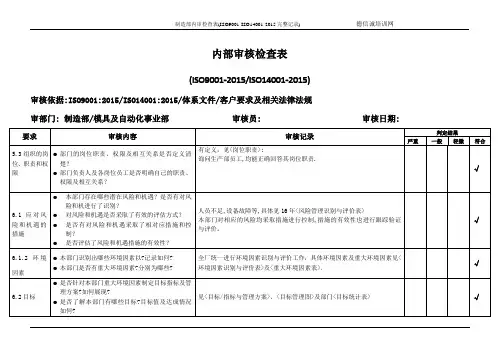
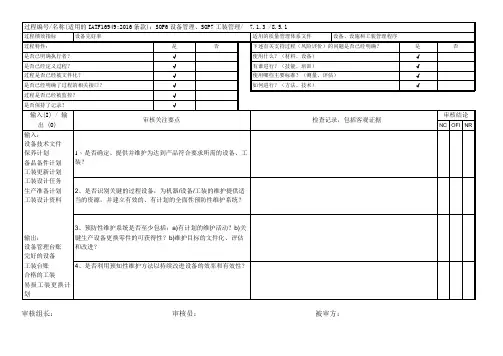
质量、环境、职业健康安全管理体系内部审核检查表条款受审核保洁部审核条款 / 文件Q:5.3;7.1.3;7.1.4;8.1;8.2;8.5.1;8.5.2;8.5.3;8.5.4;审核日期2016.12.18.5.5;8.6;8.7;9.1.2;9.1.3;10.2部门E:5.3;6.1;6.2;6.3;8.1;8.2;9.1;10.2S:4.3.1;4.3.2;4.3.3;4.4.1;4.4.3;4.4.6;4.4.7;4.5.1;4.5.3审核内容审核结果 / 描述判定备注Q/E:最高管理者是否规定了公司内相关的职责、权限得到规定和最高管理者已经规定了公司内相关的职责和权限,并得到5.3沟通。
最高管理者是否对质量、环境、职业健康安全管理了规定和沟通。
符合公司的体系的有效性负责,并规定职责和权限以便:最高管理者已经对质量、环境、职业健康安全管理体系的作用、职a)确保质量、环境、职业健康安全管理体系符合本标准的有效性负责,并规定职责和权限以便:责和权要求;a)确保质量、环境、职业健康安全管理体系符合本标准限b)确保过程相互作用并产生期望的结果;的要求;S:4.4.1c)向最高管理者报告质量环境、职业健康安全管理体系的b)确保过程相互作用并产生期望的结果;绩效和任何改进的需求;c)向最高管理者报告质量环境、职业健康安全管理体系d)确保在整个公司内提高满足顾客要求的意识的绩效和任何改进的需求;d)确保在整个公司内提高满足顾客要求的意识E:6.1.2在确定范围的环境管理体系中, 公司是否确定其活动、产品和在确定范围的环境管理体系中, 公司已确定其活动、产品环境因素服务中,它可以控制和影响的环境因素 , 是否从生命周期的角和服务中,它可以控制和影响的环境因素, 从生命周期的符合度来考虑其相关的环境影响。
角度来考虑其相关的环境影响。
在确定环境因素时 , 公司是否考虑:在确定环境因素时 , 公司已经考虑:a) 环境的变化 , 包括已计划的,或新的开发 , 和新的或修改a) 环境的变化 , 包括已计划的,或新的开发, 和新的或的活动、产品和服务;修改的活动、产品和服务;b) 异常条件和合理可预见的紧急情况。

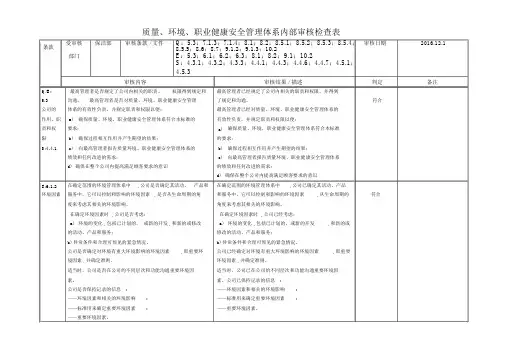
零件号数模版本号零件类别材料信息材料牌号公司模具材料牌号类似零件收缩率验证结果OKNOKN/A成型部件斜顶(或顶杆)运动到底,要保证3mm 间隙要保证运动结束时与产品有3mm 间隙运动干涉分析斜顶热处理不应放在容易与对手件干涉或产生异响的区域分型线不可分在零件R 角处或是否获得SGM QD/Design/外观工程师/SQE 批准模具结构不可有“薄铁”、“尖角”斜顶行程斜顶杆直径斜顶座是否是顺序阀分型线抛光斜顶杆衬套斜顶杆需要做淬火处理斜顶杆最大角度模具强度型芯或型腔面皮纹面浇口位置动模采用镶件的方式,抛光时,将镶件安装到定模,镶件与定模的产品面一起抛光(外观面)开模方向都至少有3°脱模斜度门板以上大模具〉=20mm流道的流长电镀级ABS+PC≤200mm电镀级ABS≤250mm分型线处模具配合阶差在SGM的认可清单中选取材料供应商收缩率范围分型线不可在A 面或外分是否获得SGM QD/Design/外观工程师/SQE 批准外分 内分一膜一腔 一膜多腔外饰件 内饰件 电镀件 皮纹件 油漆件 高光件 匹配件模具等级IP 、DP <=15° ,其余<=12°流道脱模斜度浇注系统冷流道满足Moldflow 填充分析的各项指标要求皮纹每增加0.015mm 深度,沿开模方向上在原有脱模斜度上至少增加1°采用标准件浇口类型冷流道长度需控制在80mm 以内后续浇口容易切除,不可对外观面产生损伤Moldflow 填充分析分型线位置模具插穿角度冷料井建议双衬套导向热流道每个冷流道的转角,都须有冷料井分型线处最小插穿角度为7°浇口分型线GM材料标准模具收缩率分析结果确认零件名称模具设计评审资质模具供应商检验项目姓名是否自动脱浇口顺序阀须采用圣万提(Synventive )热流道基本要求能否满足GMW15424(2013版)模具设计评审检查表Mold Design Checklist零件基本信息模具设计工程师模具类型模具钢材信息。
内部审核检查表填写(可以直接使用,可编辑实用优秀文档,欢迎下载)
领导层审核员张玉刚审核日期2021.4.22
审核组长:审核员:被审方:
审核组长:审核员:被审方:
审核组长:审核员:被审方:
审核组长:审核员:被审方:
审核组长:审核员:被审方:
审核组长:审核员:被审方:
审核组长:审核员:被审方:
审核组长:审核员:被审方:
审核组长:审核员:被审方:
审核组长:审核员:被审方:
审核组长:审核员:被审方:
审核组长:审核员:被审方:
审核组长:审核员:被审方:
审核组长:审核员:被审方:
审核组长:审核员:被审方:
审核组长:审核员:被审方:。
内部审核检查表NO.要求审核要点审核方法审核记录8.2.3过程测量和监控是否明确满足顾客要求所必须进行的产品实现过程测量和监控方法?是否按规定的要求进行了实施?效果如何?“过程的测量和监控”活动是否覆盖了全部的产品实现过程?是否确定了测量和监控方法,如测量、验证、见证、检查、巡视、评价、记录分析和定期评审等。
在质量手册中已对管理体系所需过程的测量和监控作了规定,其活动已覆盖了产品实现过程(符合)相关人员已按质量体系文件进行了实施。
(符合)内部审核检查表NO.要求审核要点审核方法审核记录8.5.3预防措施是否制定了程序文件?程序文件是否包含了标准规定的内容?实施了哪些预防措施?是否符合规定要求?对组织的改进是否起到作用?是否保存了相应的记录?重大的预防措施是否成为管理评审的输入?向主管预防措施部门的负责人索要预防措施控制程序文件,检查程序内容是否符合标准规定的要求,是否与质量手册相协调。
重点了解是否对预防措施的制定和实施作了明确规定,是否有效发利用了信息来源,是否对预防措施的实施进行了控制,对实施的效果进行了评价。
检查如何通过收集相应的信息制定适宜的预防措施,并查制定的预防措施报告、跟踪验证报告及文件更改记录(必要时),评定实施情况是否符合程序规定的要求。
查管理评审输入,是否包括重大的纠正措施内容。
已按标准规定的内容制定了程序文件。
(符合)<<纠正和预防措施表》中明确了对有关预防措施的采取。
(符合)在后面的管理评审中将预防措施纳入管理评审的输入。
(符合)内部审核检查表NO.要求审核要点审核方法审核记录8.5.2纠正措施是否制定了程序文件?程序文件是否包括了标准规定的要求?是否对包括顾客投诉在内的不合格按规定的要求实施了纠正措施?纠正措施是否有效?重大的纠正措施是否成为管理评审的输入?向主管纠正措施部门的负责人索要纠正措施控制程序文件,检查程序内容是否符合标准规定的要求,是否与质量相协调。
机械模具公司ISO9001:2015一整套内审检查表审核部门/组别采购部审核员被审核者审核日期审核标准条款:5.3/6.1/6.2/7.2/7.3/7.5/8.1/8.4.1/8.4.2/8.4.3/8.5.6判定NO审核项目A B C审核记录(审核发现)1 2 3 4 55.3 组织的岗位、职责和权限:1、是否制定了部门的组织结构图2、各岗位是否规定了职责权限,并形成文件化记录?3、各岗位职责权限如何有传达到各人员了解?6.1 应对风险和机遇的措施:1、是否对本部门存在质量风险进行识别、分析及评估?2、是否制定了应对风险和机遇的措施,并予以实施?3、是否评价了这些措施的有效性?6.2 质量目标及其实现的策划:1、该部门的质量目标是什么?目标是否传达给相关人员知晓?2、目标达成状况如何?是否有定期进行统计?3、目标未达成如何处理?是否进行原因分析,并采取纠正措施?7.2 能力:1、是否有相应的岗位说明书?2、如何证明人员能力符合要求?如:相应的教育、经历、或培训证明3、对能力不足是否制定本部门培训计划,并按计划实施培训?以上能否提供相关记录?7.3 意识:1、抽查员工对质量方针、本部门目标的掌握,并如何对达成目标作出贡献?审核部门/组别采购部审核员被审核者审核日期审核标准条款: 5.3/6.1/6.2/7.2/7.3/7.5/8.1/8.4.1/8.4.2/8.4.3/8.5.6判定NO审核项目A B C审核记录(审核发现)67 8 92、本岗位发生问题时是否对质量和要求产生不利影响?7.5形成文件的信息:1、抽查文件是否有标题、制定人、日期、文件编号、版本等,是否按文件职责权限审核和批准签名?2、查看文件是否为受控文件?3、使用的记录填写是否清晰及准确符合?是否按要求期限保存?查阅时能否及时找到?8.1 运行策划和控制:1、公司是否有外包过程?是否对外部提供过程进行策划和控制?8.4 外部提供过程、产品和服务的控制(8.4.1 总则):1、是否有外部供方控制的相关流程文件?2、是否建立了评价、选择新开发的供方的标准?8.4.2控制类型和程度:1、是否按照《供应链管理工作指引》进行对供应商管理,包括供应商的评审、选择、绩效监视、再评审?2、是否对评审、月度考核要求供应采取必要措施,并确认改进措施的有效性?3、是否建立合格供应商名录?4、1、对外供方是否明确管理控制目标?是否能满足顾客要求及满足适用法律法规要求?审核部门/组别采购部审核员被审核者审核日期审核标准条款: 5.3/6.1/6.2/7.2/7.3/7.5/8.1/8.4.1/8.4.2/8.4.3/8.5.6判定NO审核项目A B C审核记录(审核发现)10 118.4.3提供给外部供方的信息1、是否按照流程要求执行了采购信息的确认和评审?(查看供应商档案)2公司是否向外部供方明确产品和服务内容?要求的方法、过程和设备?对产品和服务放行的标准?对外部供方的人员要求?3、公司是否有对外部供方的控制和监视记录?4、向外部供方下订单前,申购单是否按流程进行审批?8.5.6 更改控制:1、当外部提供过程、产品和服务的要求发生更改时是否按PCN协议提交物料PCN通知单(查看PCN通知单)。