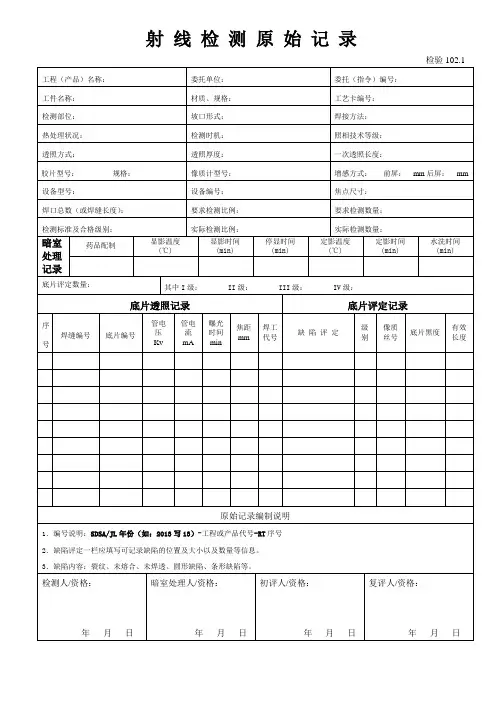
射线检测报告底片评定记录
- 格式:xls
- 大小:15.50 KB
- 文档页数:2
CJJ28 – 2014城镇供热管网工程施工及验收规范检测报告、记录及质量验收报告表式
A.0.1 地基处理记录
A.0.2 隐蔽工程检查记录
A.0.5 暗挖法施工检查记录
A.0.6 基础/主体结构工程验收记录
A.0.7 顶管施工记录
A.0.8 支架、吊架安装调整记录
A.0.9 固定支架制作检查记录编号:
A.0.10 管道补偿器预变位记录编号:
A.0.11 补偿器安装记录
A.0.12 自然补偿管段预变位记录
A.0.13 阀门试验记录
A.0.14 材料牌号、化学成分和机械性能复验报告录
编号:
A.0.15 焊工资格备案
A.0.16 焊缝表面检测报告
A.0.17 磁粉检测报告
A.0.20 射线检测报告(底片评定记录)
A.0.21 超声波检测报告
A.0.22 超声波检测报告(缺陷记录)
A.0.23 焊缝综合质量记录表
A.0.24 焊缝排位记录及示意图
A.0.25 固定支架安装检查记录
编号:
A.0.26 安全阀调试记录
A.0.27 管道/设备保温施工检查记录
A.0.28 供热管道水压试验记录
A.0.29 设备强度/严密性试验记录
A.0.30 供热管网工程清洗检验记录
A.0.31 工程竣工验收鉴定书
A.0.32 补偿器热伸长记录
A.0.33 供热管网(场站)试运行记录
A.0.34 供热管网工程竣工交接书
编号:
B.0.1 工序(分项)质量验收报告
B.0.2 工程部位(分部)质量验收报告
B.0.3 单位工程质量验收报告。
《射线检测》补充教材页脚第六章射线照相底片的评定6.1评定的基本要求-底片质量要求 -评定环境、设备的要求 -评定人员条件要求.6.1.1底片质量要求⑴灵敏度:从定量方面而言,是指在射线底片可以观察到的最小缺陷尺寸或最小细节尺寸;从定性方面而言,是指发现和识别细小影像的难易程度。
在射线底片上所能发现的沿射线穿透方向上的最小尺寸,称为绝对灵敏度,此最小缺陷尺寸与透照厚度的百分比称为相对灵敏度。
用人工孔槽,金属丝尺寸(像质计)作为底片影像质量的监测工具而得到的灵敏度又称为像质计灵敏度。
要求:底片上可识别的像质计影像、型号、规格、摆放位置,可观察的像质指数(Z)是否达到标准规定要求等,满足标准规定为合格。
⑵黑度:为保证底片具有足够的对比度,黑度不能太小,但因受到观片灯亮度的限制,底片黑度不能过大。
根据JB4730标准规定,国观片灯亮度必须满足观察底片黑度Dmin≥2.0。
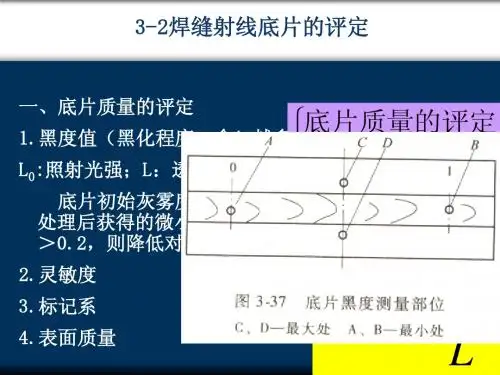
底片黑度测定要求:按标准规定,其下限黑度是指底片两端焊缝余高中心位置的黑度,其上限黑度是指底片中部焊缝两侧热影响区(母材)位置的黑度。
只有当有效评定区各点的黑度均在规定的围方为合格。
底片评定围的黑度应符合下列规定:A级:≥1.5;AB级:≥2.0;B级:≥2.3;经合同各方同意,AB级最低黑度可降低至1.7,B级最低黑度可降低至2.0。
透照小径管或其它截面厚度变化大的工件时,AB级最低黑度允许降低至1.5。
采用多胶片技术时,单片观察时单片的黑度应符合以上要求,多片迭加观察时单片黑度应不低于1.3。
⑶标记:底片上标记的种类和数量应符合有关标准和工艺规定,标记影像应显示完整、位置正确。
常用标记分为识别标记:如工件编号、焊缝编号、及部位片号、透照日期;定位标记:如中心定位标记、搭接标记和标距带等;返修标记:如R1…N。
上述标记应放置距焊趾不少于5mm。
⑷伪缺陷:因透照操作或暗室操作不当,或由于胶片,增感屏质量不好,在底片上留下的缺陷影像,如划痕、折痕、水迹、斑纹、静电感光、指纹、霉点、药膜脱落、污染等。
6.1评片工作的基本要求缺陷是否能够通过射线照相而被检出,取决于若干环节。
首先,必须使缺陷在底片上留下足以识别的影象,这涉及到照相质量方面的问题。
其次,底片上的影象应在适当条件下得以充分显示,以利于评片人员观察和识别,这与观片设备和环境条件有关。
第三,评片人员对观察到的影象应能作出正确的分析与判断,这取决于评片人员的知识、经验、技术水平和责任心,按以上所述,对评片工作的基本要求可归纳为三个方面,即底片质量要求,设备环境条件要求和人员条件要求。
6.1.1 底片质量要求通常对底片的质量检查包括以下项目1.灵敏度检查灵敏度是射线照相质量诸多影响因素的综合结果。
底片灵敏度用象质计测定,即根据底片上象质计的影象的可识别程度来定量评价灵敏度高低。
目前国内广泛使用的是丝型象质计,评价底片灵敏度的指标是象质指数Z,它等于底片上能识别出的最细金属丝的编号。
显然,透照给定厚度的工件时,底片上显示的金属丝直径越小,其象质指数z越大,底片的灵敏度也就越高.灵敏度是射线照相底片质量的最重要指标之一,必须符合有关标准的要求。
我国国家标准GB3323—87根据不同透照厚度和不同照相质量等级,规定了必须达到的象质指数Z(表6.1)。
对底片的灵敏度检查内容包括:底片上是否有象质计影象,象质计型号、规格、摆放位置是否正确,能够观察到的金属丝象质指数是多少,是否达到了标准规定的要求等。
2.黑度检查黑度是射线照相底片质量的又一重要指标,各个射线探伤标准对底片的黑度范围都有规定。
GB3323—87标准规定的底片黑度范围如表6.2。
由胶片特性曲线可知,胶片梯度随黑度的增加而增大,为保证底片具有足够的对比度,黑度不能太小,所以标准规定了黑度的下限值,另一方面,受观片灯亮度的限制,底片黑度又不能过大,黑度过大将造成透过光强不足,导致人眼观察识别能力下降,所以标准又规定了底片黑度的上限值。
底片黑度用光学密度计测定。
测定时应注意,最大黑度一般在底片中部焊接接头热影响区位置,最小黑度一般在底片两端焊缝余高中心位置,只有当有效评定区内各点的黑度均在规定的范围内,才能认为该底片黑度符合要求。
第7 章底片评定7.1.评片基本要求7.1.1 评片的一般程序步骤1)评定底片本身质量的合格性:为了得到准确的评定结果,要进行评定的底片质量必须合格。
黑度:利用黑度计(密度计)测定黑度范围是否处于相应标准规定的范围内,对比度应适当,没有达到标准要求黑度的底片属于底片品质不合格。
例如JB/T4730.2-2005《承压设备无损检测第2 部分:射线检测》第4.11.2 规定底片评定范围内的黑度D 应符合下列规定:A 级:1.5≤D≤4.0;AB 级:2.0≤D≤4.0;B 级:2.3≤D≤4.0。
用X 射线透照小径管或其它截面厚度变化大的工件时,AB 级最低黑度允许降低至1.5;B 级最低黑度可降至2.0。
采用多胶片方法时,单片观察的黑度应符合以上要求。
双片迭加观察仅限于 A 级,叠加观察时,单片的黑度应不低于1.3。
对评定范围内的黑度 D>4.0 的底片,如有计量检定报告证明所用观片灯在底片评定范围内的亮度能够满足4.10.3 的要求,允许进行评定。
注:该标准中4.10.3 要求底片评定范围内的亮度符合下列规定:a)当底片评定范围内的黑度D≤2.5 时,透过底片评定范围内的亮度应不低于30cd/m2。
b)当底片评定范围内的黑度D>2.5 时,透过底片评定范围内的亮度应不低于10cd/m2。
又例如GB/T3323-2005《金属熔化焊焊接接头射线照相》6.8 项规定射线底片黑度(测量允许误差为±0.1)应满足:A 级≥2.0(经合同各方商定,可降为1.5)B 级≥2.3(经合同各方商定,可降为2.0)当观片灯亮度按6.10 中所规定的足够大时,可采用较高的黑度。
采用多胶片透照,而用单张底片观察评定时,每张底片的黑度应满足上述要求。
采用多胶片透照,且用两张底片重叠观察评定时,单张底片的黑度应不小于1.3。
注:该标准 6.10 规定:观片灯的亮度应能保证底片透过光的亮度不低于30cd/m2,尽量达到100cd.m2。
广州声华科技有限公司射线照相底片的评定第1页共8页1.评片工作的基本要求1.1底片质量要求(1)灵敏度:从定量方面而言,灵敏度是指在射线底片可以观察到的最小缺陷尺寸或最小细节尺寸。
从定性方面而言,灵敏度是指发现和识别细小影像的难易程度。
绝对灵敏度——在射线底片上所能发现的沿射线穿透方向上的最小缺陷尺寸。
例如点状0.25mm,线状0.025mm;相对灵敏度——在射线底片上所能发现的沿射线穿透方向上的最小缺陷尺寸与透照厚度的百分比。
例如1%;象质计灵敏度(常用)——用人工孔槽,金属丝尺寸(象质计)作为底片影象质量的监测工具而得到的灵敏度。
用丝号来表示。
具体要求:底片上可识别的象质计影象、型号、规格、摆放位置,可观察的象质计丝号是否达到标准规定的要求等,满足标准规定为合格。
(2)黑度:为保证底片具有足够的对比度,黑度不能太小,但因受到观片灯亮度的限制D max≤4.0,具体要求:按标准规定,其下限黑度是指底片两端焊缝余高中心位置的黑度,其上限黑度是指底片中心部焊缝两侧热影响区(母材)位置的黑度。
只有当有效评定区内各点的黑度均在规定的范围内方为合格。
(3)标记:标记在底片上的种类和数量应符合有关标准和工艺规定。
常用标记分为识别标记:如工件编号、焊缝编号、部位片号;定位标记:如中心定位标记、搭接标记及标距带等;返修标记:如R1、R2、R3。
上述标记应放置距焊趾不少于5mm。
(4)伪缺陷:因透照操作或暗室操作不当,或由于胶片、增感屏质量不好,在底片上留下的缺陷影象,如划痕、折痕、水迹、静电感光、指纹、霉点、药膜脱落、污染等。
上述伪缺陷均会影响评片的正确性,造成漏判和误判,所以底片上有效评定区域内不许有伪缺陷影象。
(5)背散射:照相时,暗袋背面应贴附一个“B”铅字标记,评片时若发现在较黑背景上出现“B”字淡影象(浅白色),则说明背散射较严重,应采用防护措施重新拍照,若未见“B”字,或在较淡背景出现较黑的“B”字,则表示合格。
一、底片评定的基本要求评片工作一般包括下面的内容:1)评定底片本身质量的合格性;2)正确识别底片上的影像;3)依据从已知的被检工件信息和底片上得到的影像信息,按照验收标准或技术条件对工件质量作出评定;4)记录和资料。
1.底片质量要求(1)灵敏度:从定量方面而言,是指在射线底片可以观察到的最小缺陷尺寸或最小细节尺寸;从定性方面而言,是指发现和识别细小影像的难易程度。
在射线底片上所能发现的沿射线穿透方向上的最小尺寸,称为绝对灵敏度,此最小缺陷尺寸与透照厚度的百分比称为相对灵敏度。
用人工孔槽,金属丝尺寸(像质计)作为底片影像质量的监测工具而得到的灵敏度又称为像质计灵敏度。
要求:底片上可识别的像质计影像、型号、规格、摆放位置,可观察的像质丝号是否达到标准规定要求等,满足标准规定为合格。
(2)黑度:为保证底片具有足够的对比度,黑度不能太小,但因受到观片灯亮度的限制,底片黑度不能过大。
底片黑度测定要求:按标准规定,其下限黑度是指底片两端搭接标记处的焊缝余高中心位置的黑度,其上限黑度是指底片中部焊缝两侧热影响区(母材)位置的黑度。
只有当有效评定区内各点的黑度均在规定的范围内方为合格。
(底片黑度有一定的范围,才有可能成为影像)底片评定范围内的黑度应符合下列规定A级:1.5≤D≤4.5;AB级 2.0≤D≤4.5;B级:2.3≤D≤4.5;透照小径管或其它截面厚度变化大的工件时,经合同各方同意,AB级最低黑度可降低至1.5,B级最低黑度可降低至2.0。
采用多胶片技术时,单片观察时单片的黑度应符合以上要求,A级允许以双片叠加观察,双片迭加观察时单片黑度应不低于1.3。
对评定范围内黑度D>4.5的底片,如有计量检定报告证明所用观片灯的亮度能满足要求,并经合同各方同意,允许进行评定。
(3)标记:底片上标记的种类和数量应符合有关标准和工艺规定,标记影像应显示完整、位置正确。
常用标记分为识别标记:如产品编号、焊接接头编号、部位编号和透照日期。