Si_C比变化对高碳当量灰铸铁组织性能的影响
- 格式:pdf
- 大小:177.49 KB
- 文档页数:4
各种元素对铸铁组织性能的影响各种元素对铸铁组织性能的影响1.C碳是铸铁的基本组元,在铸铁中的存在形式主要有两种,一种是以游离碳石墨的形式存在,另一种是以化合碳渗碳体的形式存在,也正是碳在铸铁中的这种存在形式可把铸铁分成许多类型可把铸铁分成许多类型,在灰铸铁中,碳的质量分数控制在2.7%-3.8%的范围内,碳主要以片状石墨形式存在,高碳灰铸铁的金相组织为铁素体和粗大的片状石墨,机械强度和硬度较低,但挠度较好;低碳灰铸铁的金相组织为珠光体和细小的片状石墨,有较高的机械强度和硬度,但挠度较差。
由于灰铸铁的成分位于共晶点附近,因此具有良好的铸造性能。
对于亚共晶范围的灰铸铁,增加碳含量能提高流动性,反之,对于过共晶范围的灰铸铁,只有降低碳含量才能提高流动性。
在QT中含C量高,析出的石墨数量多,石墨球数多,球径尺寸小,圆整度增加。
提高含C量可以减小缩松体积,减小缩松面积,使铸件致密。
但是含C 量过高则降低缩松作用不明显,反而出现严重的石墨漂浮,且为保证球化所需要的残余Mg量要增多。
2.Si硅是铸铁的常存五元素之一,能减少碳在液态和固态铁中的溶解度,促进石墨的析出,因此是促进石墨化的元素,其作用为碳的1/3 左右,故增加硅量会增加石墨的数量,也会使石墨粗大;反之,减少硅量,会使石墨细小。
在灰铸铁中,硅的质量分数控制在1.1%-2.7%的范围内,一般碳硅含量低可获得较高的机械强度和硬度,但流动性稍差;反之,碳硅含量高,流动性好,机械强度和硬度较低。
当薄壁铸件出现白口时,可提高碳硅含量使之变灰;当厚壁铸件出现粗大的石墨时,应适当降低碳硅含量,并达到提高机械强度和硬度的目的。
Si 是Fe-C 合金中能够封闭r区的元素,Si使共析点的含C量降低。
Si提高共析转变温度,且在QT中使铁素体增加的作用比HT要大。
HT中C、Si 都是强烈促进石墨化的元素。
提高碳当量促使石墨片变粗、数量增多,强度和硬度下降。
降低碳当量可以减少石墨数量、细化石墨、增加初析奥氏体枝晶数量,从而是提高灰铸铁力学性能常采取的措施。
硅碳比值对灰铸铁抗拉强度和硬度的影响1 引言长期以来 ,铸造工作者就 Si/C比值对灰铸铁的抗拉强度和硬度的影响进行了一定的研究 ,并提出 Si/C比值在 0 .55~ 0 .85时 ,可获得高强度的灰铸铁件。
最近我们对高 Si/C比值的灰铸铁进行了系统研究 ,并取得了明显的经济效益。
2 硅碳比值对灰铸铁抗拉强度和硬度的影响我们进行了三组数据的试验。
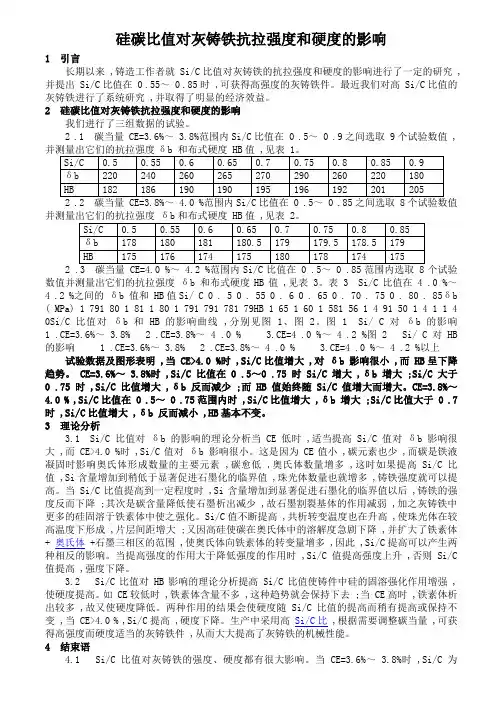
2 .1 碳当量 CE=3.6%~ 3.8%范围内Si/C比值在 0 .5~ 0 .9之间选取 9个试验数值 ,个试验数值并测量出它们的抗拉强度δb 和布式硬度HB值 ,见表 3。
表 3 Si/C比值在 4 .0 %~4 .2 %之间的δb 值和 HB值Si/ C 0 . 5 0 . 55 0 . 6 0 . 65 0 . 70 . 75 0 . 80 . 85δb ( MPa) 1 791 80 1 81 1 80 1 791 791 781 79HB 1 65 1 60 1 581 56 1 4 91 50 1 4 1 1 4 0Si/C比值对δb 和 HB的影响曲线 ,分别见图 1、图 2。
图 1 Si/ C对δb 的影响1 .CE=3.6%~ 3.8% 2 .CE=3.8%~ 4 .0 % 3.CE=4 .0 %~ 4 .2 %图 2 Si/ C对 HB 的影响 1 .CE=3.6%~ 3.8% 2 .CE=3.8%~ 4 .0 % 3.CE=4 .0 %~ 4 .2 %以上试验数据及图形表明 ,当 CE>4.0 %时 ,Si/C比值增大 ,对δb 影响很小 ,而 HB呈下降趋势。
CE=3.6%~ 3.8%时 ,Si/C比值在 0 .5~0 .75时 Si/C增大,δb 增大 ;Si/C大于0 .75时 ,Si/C比值增大,δb反而减少 ;而 HB值始终随 Si/C值增大而增大。
CE=3.8%~4.0 % ,Si/C比值在 0 .5~ 0 .75范围内时 ,Si/C比值增大,δb 增大 ;Si/C比值大于 0 .7时 ,Si/C比值增大,δb 反而减小 ,HB基本不变。
提高灰铸铁性能的途径为提高灰铸铁的性能,常采取下列几种措施:选择合理的化学成分;改变炉料组成,过热处理铁液;孕育处理;微量或低合金化。
采取何种措施取决于所要求的性能及生产条件,往往同时采取两种以上措施。
1、化学成分的合理选配(1)碳、硅及硅碳比灰铸铁的含碳量大多在2.6%~3.6%含硅量在1.2%~3.0%碳硅都是强烈地促进石墨化的元素,可用碳当量CE来说明它们对灰铸铁金相组织和力学性能的影响.提高碳当量促使石墨化变粗,数量增多,强度和硬度下降.降低碳当量可减少石墨数量,细化石墨,增加初析奥氏体枝晶,从而是提高灰铸铁力学性能时常采取的措施•但降低碳当量会导致铸造性能降低,铸件断面敏感性增大,铸件内应力增加,硬度上升加工困难等问题,因此必须辅以其它的措施•在碳当量保持不变的条件下,适当提高Si/C比(一般由0.5左右提高至0.7左右),在凝固特性,组织结构与材质性能方面有以下变化:a组织中初析奥氏体数量增多,有加固基体的作用;b由于总碳量的降低,石墨量相应减少,减轻了石墨片对基体的切割作用;c固溶于铁素体中的硅量增多,强化了铁素体(包括珠光体中的铁素体);d提高了共析转变温度,珠光体在较高温度下生成,易粗化,会降低强度;e降低了奥氏体的含碳量,使奥氏体在共析转变时易生成铁素体;f硅高碳低情况下,易使铸件表层产生过冷石墨并伴随有大量铁素体,有利于切削加工,但不加工面的性能有所削弱;g提高了液相线凝固温度,降低了共晶温度•扩大了凝固范围•降低了铁液流动性,增大了缩松渗漏倾向•综合以上各种固素的利弊,在碳当量较低时,适当提高Si/C,强度性能会有所提高,切削性能有较大改善,但要注意缩松渗漏倾向的增'加和珠光体数量的减少。
在较高碳当量时(具体取决于生产条件)提高Si/C反而使抗拉强度下降。
此时提高硅碳比仍能有减少白口倾向的优点,适用于性能要求不高的薄壁铸件的铸造。
(2)锰和硫锰和硫本身都是稳定碳化物、阻碍石墨化的元素。
各种元素对铸铁组织性能的影响1.C碳是铸铁的基本组元,在铸铁中的存在形式主要有两种,一种是以游离碳石墨的形式存在,另一种是以化合碳渗碳体的形式存在,也正是碳在铸铁中的这种存在形式可把铸铁分成许多类型可把铸铁分成许多类型,在灰铸铁中,碳的质量分数控制在2.7%-3.8%的范围内,碳主要以片状石墨形式存在,高碳灰铸铁的金相组织为铁素体和粗大的片状石墨,机械强度和硬度较低,但挠度较好;低碳灰铸铁的金相组织为珠光体和细小的片状石墨,有较高的机械强度和硬度,但挠度较差。
由于灰铸铁的成分位于共晶点附近,因此具有良好的铸造性能。
对于亚共晶范围的灰铸铁,增加碳含量能提高流动性,反之,对于过共晶范围的灰铸铁,只有降低碳含量才能提高流动性。
在QT中含C量高,析出的石墨数量多,石墨球数多,球径尺寸小,圆整度增加。
提高含C量可以减小缩松体积,减小缩松面积,使铸件致密。
但是含C量过高则降低缩松作用不明显,反而出现严重的石墨漂浮,且为保证球化所需要的残余Mg量要增多。
2.Si硅是铸铁的常存五元素之一,能减少碳在液态和固态铁中的溶解度,促进石墨的析出,因此是促进石墨化的元素,其作用为碳的1/3 左右,故增加硅量会增加石墨的数量,也会使石墨粗大;反之,减少硅量,会使石墨细小。
在灰铸铁中,硅的质量分数控制在1.1%-2.7%的范围内,一般碳硅含量低可获得较高的机械强度和硬度,但流动性稍差;反之,碳硅含量高,流动性好,机械强度和硬度较低。
当薄壁铸件出现白口时,可提高碳硅含量使之变灰;当厚壁铸件出现粗大的石墨时,应适当降低碳硅含量,并达到提高机械强度和硬度的目的。
Si是Fe-C 合金中能够封闭r区的元素,Si使共析点的含C量降低。
Si提高共析转变温度,且在QT中使铁素体增加的作用比HT要大。
HT中C、Si 都是强烈促进石墨化的元素。
提高碳当量促使石墨片变粗、数量增多,强度和硬度下降。
降低碳当量可以减少石墨数量、细化石墨、增加初析奥氏体枝晶数量,从而是提高灰铸铁力学性能常采取的措施。

化学成分的合理选配1.碳、硅、碳当量灰铸铁的主要成分是铁、碳、硅。
碳和硅对灰铸铁的显微组织及最终的性能起着决定性的影响,下图是由C和Si的不同含量对直径30试棒的组织的影响,我们所要的高强度高碳当量铸铁,其C和Si含量应在Ⅱ区,即珠光体+石墨的灰口铸铁区,生产上多是通过调整和控制碳硅含量来获得所需的铸件牌号和性能。
硅是铸铁件中产生石墨的基础,含硅量越高,亚共晶铸铁越接近共晶点,在按稳定系统结晶条件下,灰铁的石墨量越多,机械性能就越低。
反之,在碳含量减低,远离共晶点时,结晶间距加大,而初生奥氏体越多,使基体骨架更为坚强,在不产生枝晶间石墨条件下,铸铁性能就提高。
硅是强烈的石墨化元素,它的作用要比碳大,硅能使Fe-C合金的共晶点和共析点向上,向左移动,使铸铁件能在比较高的温度下进行共晶和共析转变,从而促进了石墨化。
生产中采用碳当量(CE)来综合考虑碳和硅对铸铁组织和性能的影响,碳当量实际上表示铸铁的实际成分离共晶体的远近,当CE=43%时,表示这种含硅铸铁成分是共晶成分,提高碳当量能使石墨变粗数量增加,抗拉强度,硬度下降,反之。
降低碳当量能减少石墨数量,细化石墨,增加初生奥氏体,从而提高灰铸铁的力学性能。
碳当量:Ce=C+1/3(Si+P)而在欧洲常用共晶度Sc来表示铸铁的实际成分与共晶点的远近,Sc=1,为共晶铸铁,Sc<1与亚共晶铸铁,Sc>1与过共晶铸铁,Sc=C÷(426-0.312Si-0.27P)或简化为Sc=C÷[4.3-1/3(Si+P)]经过大量的实验数据统计,获得铸铁的抗拉强度与CE或Sc的关系为:抗拉强度=10.000(K-2CE)xf1Xf2 (1)其中,K=11.80(直径22试棒)k=11.50(直径30试棒) k=11.00(直径50试棒)CE=碳当量,f1,f2……合金元素因子其计算结果为英寸磅(psi)1psi=0.006894Mpa或抗拉强度=981-785XSc 简化为:抗拉强度=1000-800Sc (2)也可由图查得CE与抗拉强度的关系403020直径为30mm的铸态灰铸铁试棒的抗拉强度与CE关系用公式(1)或公式(2)依碳当量及共晶度计算得出的抗拉强度就是众多数据统计出来的经验式,也可以说反映出了正常的工艺技术水平下得出的机械性能,如果我们的强度低于这个水平,说明我们工艺水平低,而高于这个水平,说明我们的工艺先进,无论是在技术上,管理上,都是一流的,所以可用成熟度来衡量。
教育训练教材A 各化学元素的作用及控制范围。
碳硅碳硅比(碳当量)灰铸铁的含碳量大多在2.6%-3.6%,含硅量在1.2%-3.0%,碳硅都是强烈的促进石墨化的元素。
可用碳当量CE (CE%=C%+1/3(P+SI)%)来说明他们对灰铸铁金相组织和力学性能的影响。
提高CE值促进石墨片变粗,数量增加,强度和硬度下降。
降低CE值可减少石墨,细化石墨,但回导致铸造性能降低,铸件断面敏感性增大,铸件应力增大,硬度上升,加工困难。
CE值较低时,适当提高SI C。
强度性能会有所提高,但要注意缩松倾向增加和铁素体减少。
CE值提高时,提高C SI 反使强度下降,但没有减少反白口的倾向。
球铁中碳促进石墨化,减少白口,既减少渗碳体珠光体,增加铁素体,降低硬度,改善加工性能。
锰和硫普通灰铸铁的锰含量在0.4%-1.2%,硫含量在0.02%-0.15%。
锰和硫都是稳定碳化物,阻碍石墨化的元素,只要防止铁水氧化,正确使用孕育剂防白口的能力,锰量增加不仅增加并能细化珠光体。
为确保孕育剂的孕育效果,灰铸铁硫含量一般不低于0.05%-0.06%,硫与镁稀土亲和力很强,由于硫的消耗作用使有效的残留球化元素含量过低则降低球化率。
硫还促进形成夹渣,皮下气孔。
磷灰铁铸件的含磷量一般小于0.20%,磷可提高灰铸铁的耐磨性和硬度,随着磷的提高,韧性和致密性降低,磷量高往往是铸件冷裂的原因。
磷可促进白口化元素增加,铬(CR)铬能强烈形成碳化物,稳定珠光体,降低韧性塑性,提高强度硬度。
钼强烈形成碳化物,稳定并细化珠光体。
钛TI<0.2%能促进石墨化,稀土含量不足以抑制钛的反球化作用时,能降低球化率,严重降低力学性能。
锡稳定珠光体并增加珠光体强度,锡阻碍球化,不得超过0.1.%。
锑微量锑可细化石墨,改善石墨形态,抑制厚大断面出现碎快石墨。
强烈稳定珠光体,少量SB与MN 复合添加可改善铸态强度。
B.基体组织在铸铁中的作用铁素体改善韧性塑性,降低强度硬度,降低耐磨性,加工性良好。
影响灰铸铁材料性能的因素有哪些1、碳当量对材料性能的影响决定灰铸铁性能的主要因素为石墨形态和金属基体的性能。
当碳当量较高时,石墨的数量增加,在孕育条件不好或有微量有害元素时,石墨形态恶化。
这样的石墨使金属基体够承受负荷的有效面积减少,而且在承受负荷时产生应力集中现象,使金属基体的强度不能正常发挥,从而降低铸铁的强度。
在材料中珠光体具有好的强度、硬度,而铁素体则质地较软而且强度较低。
当随着C、Si的量提高,会使珠光体量减少铁素体量增加。
因此,碳当量的提高将在石墨形态和基体组织两方面影响铸铁件的抗拉强度和硬度。
在熔炼过程控制中,碳当量的控制是解决材料性能的一个很重要的因素。
2、合金元素对材料性能的影响在灰铸铁中的合金元素主要指Mn、Cr、Cr、Sn、Mo等促进珠光体生成元素这些元素含量会直接影响珠光体的含量,同时由于合金元素的加入,在一定程度上得到细化,而且其中的铁素体由于有一定量的合金元素而得到固溶强化,使铸铁总有较高的强度性能。
在熔炼过程控制中,对合金元素的控制同样是重要的手段。
3、炉料配比对材料的影响过去我们一直坚持只要化学成分符合规范要求就应该能够获得符合标准机械性能材料的观点,而实际上这种观点所看到的只是常规化学成分,而忽略了一些合金元素和有害元素在其中所起的作用。
如生铁是Ti的主要来源,因此生铁使用量的多少会直接影响材料种钛的含量,对材料机械性能产生很大的影响。
同样,废钢是许多合金元素的来源,因此废钢用量对铸件机械性能的影响是非常直接的。
4、微量元素对材料性能的影响近年来,电炉已经基本取代了冲天炉,但是电炉熔炼丧失了冲天炉熔炼的一些优点,这样一些微量元素对铸铁的影响也就反映了出来。
由于冲天炉内的冶金反映非常强烈,炉料是处于氧化性很强的气氛中,有害微量元素绝大部分都被氧化,随炉渣一起排出,只有一少部分会残留在铁水中,一般不会对铸铁形成不利影响。
在冲天炉的熔炼过程中,焦炭中的氮和空气中的氮气在高温下,一部分分解后会以原子的形式融入铁水中,使得铁水中的氮含量相对很高。
<<冶金综合实验>>预习报告实验题目: Si对铸铁石墨化过程和组织性能的影响学院: 材料科学与工程专业: 冶金工程学号:姓名:指导老师:二○一三年七月Si对铸铁石墨化过程和组织性能的影响一、实验目的通过本综合实验使学生掌握如下知识:(1)了解硅元素对铸铁石墨化过程的影响(2)通过对灰铸铁的均匀化退火,了解均匀化退火后灰铸铁的力学性能的变化(3)加深学生对热处理如何影响金相组织的认识(4)灰铸铁低倍检验的原理及检验步骤,进一步加深对灰铸铁组织的认识二、实验内容(1)不同硅含量(0,0.2 %,0.4%,0.6%,0.8%)对灰铸铁石墨化过程的影响(2)不同硅含量(0,0.2 %,0.4%,0.6%,0.8%)对灰铸铁铸态组织的影响(3)不同硅含量(0,0.2 %,0.4%,0.6%,0.8%)对灰铸铁力学性能的影响三、实验原料灰铸铁、Si-Fe合金四、实验过程一、称量物质1.实验所给的材料及成分和数量2.实验所要的材料为HT100,成分如下:3,用所给的材料配制实验所需要的材料计算如下设:所需要的废钢的质量为m1,Si-Fe质量为m2,生铁1的质量为m3,生铁2的质量的4.4kg(给定)0.2M1+3.56M3+4.12*4.4=10*3.60.45M1+75M2+1.58M3+4.4*0.72=10*2.50.35M1+0.58M3+4.4*0.3=10*0.55结果为:M1=3.92kg 总和:13kgM2=0.167kgM3=4.8kgM4=4.4kg已知,Si的烧损率为10%1.配制硅含量为0.2%的灰铸铁所需要的Si-Fe合金的量(13*2.5%*10%)/75%=0.0433kg(补充烧损的硅所要加的Si-Fe的质量)设配制0.2%的Si所要加的Si-Fe的含量为a1kg75%a1/(12+a1+0.0433)=0.2%解得:a1=0.032kg因此,配制含硅量为0.2%的灰铸铁一共要加0.075kg(0.0433+0.032)的Si-Fe 合金。
灰铸铁碳硅当量灰铸铁是一种常见的铸造材料,具有良好的耐磨性、耐热性和冲击韧性。
它主要由铁、碳和硅组成,其中碳硅当量是对灰铸铁中的碳硅化合物进行量化的指标,可以反映灰铸铁的力学性能和铸造特性。
灰铸铁中的碳硅当量指的是碳和硅的相对含量之比。
碳能提高灰铸铁的硬度和强度,但过高的含碳量会降低铸铁的韧性和延展性。
硅可以提高铸铁的流动性和润湿性,有助于铸造过程中的成型和冷却。
适当的碳硅当量可以提高灰铸铁的综合性能。
一般来说,灰铸铁的碳硅当量在1.8~2.8之间。
当碳硅当量过低时(小于1.8),铸铁中的硅含量较高,会导致铸件表面出现灰色或灰黑色的氧化物膜,影响铸件的美观度和耐腐蚀性。
此外,硅含量高过铸件中容易产生厚硅皮,引起韧脆转变。
当碳硅当量过高时(大于2.8),铸铁中的硅含量较低,会导致铸件的流动性降低,易产生砂眼、夹杂和收缩缺陷,降低铸件的机械性能。
在具体的灰铸铁配方设计中,根据不同的使用要求和工艺条件,可以根据实际需要调整碳硅当量。
通常情况下,用于制作高硬度和高耐磨件的灰铸铁可以采用较高的碳硅当量,以提高铁素体的含碳量和硬度。
而用于制作高强度和高耐冲击件的灰铸铁则可以采用较低的碳硅当量,以提高铁素体和珠光体的含碳量和韧性。
除了碳硅当量的调整外,还可以通过添加合金元素、调整铁水处理方法和控制冷却速率等方式来改善灰铸铁的组织和性能。
例如,通过加入镍、铬等合金元素可以提高灰铸铁的热处理稳定性和耐腐蚀性。
铁水处理方法(包括脱氧剂的选择、炉渣的调整等)可以控制灰铸铁中的气孔和夹杂物的生成。
调整冷却速率则可以改变铸铁的组织形貌,提高铸件的强度和韧性。
总之,灰铸铁的碳硅当量是影响其力学性能和铸造特性的重要因素之一。
合理调整碳硅当量可以提高铸铁的硬度、强度和韧性,同时也要考虑其他因素的综合影响,以满足具体的使用需求。
铸造过程的控制和技术手段的运用也对灰铸铁的质量和性能有着重要的影响,只有综合考虑这些因素,才能制备出满足各种工程要求的高质量灰铸铁铸件。
铸铁碳当量计算公式
铸铁碳当量是指铸铁中碳的重量与等效质量之比。
它是铸铁中碳含量计算的重要指标,同时也是铸铁性能评价的重要参考参数。
铸铁碳当量的计算公式为:
CE= C% + (Si% / 3.2)
其中,CE为铸铁的碳当量, C%为铸铁中的总碳含量,Si%为铸铁中的硅含量。
铸铁碳当量计算公式的基本原理是将铸铁中的总碳含量与硅含量相结合,得到铸铁中碳的实际影响程度。
由于铸铁中的碳和硅都会影响其性能,因此将这两种元素考虑在内,可以更准确地评价铸铁的性能。
各种铸铁的碳当量范围不同,一般来说,灰口铸铁碳当量为3.5%-4.0%,球墨铸铁为3.6%-3.8%,白口铸铁为2.7%-3.2%。
铸铁的碳当量越高,铸铁的脆性越大,反之亦然。
铸铁碳当量的计算公式应用广泛,它可以为铸铁生产和应用提供重要的参考。
在铸铁生产中,了解铸铁的碳当量可以指导铸铁合金和冶炼工艺的选择,提高铸铁的质量和性能;在铸铁应用中,铸铁的碳当量也是决定其使用范围和性能的重要参数。
因此,掌握铸铁碳当量计算公式及其应用,对于铸铁生产和应用都具有重要的意义。
除了上述的铸铁碳当量计算公式之外,还有其他一些碳当量计
算公式,如GRA/EFE公式、Pfeil公式等,它们是根据铸铁的组织和多相共存情况而进行改进的。
这些公式的计算原理和质量评价结果与铸铁碳当量计算公式不同,但也可以为铸铁的质量控制和应用提供参考。
总之,了解铸铁碳当量计算公式及其应用,对于铸铁生产和应用都具有重要的意义。
通过对铸铁碳当量的准确计算和控制,可以提高铸铁的质量和性能,为铸铁的应用提供更多的选择和保障。
灰铸铁中各元素作用灰铸铁中各元素作用1、碳、硅碳、硅都是强烈地促进石墨化的元素,可用碳当量来说明他们对灰铸铁金相组织和力学性能的影响。
提高碳当量促使石墨片变粗、数量增加,强度硬度下降。
相反降低碳当量可减少石墨数量、细化石墨、增加初析奥氏体枝晶数量,从而提高灰铸铁的力学性能。
但是降低碳当量会导致铸造性能下降。
2、锰:锰本身是稳定碳化物、阻碍石墨化的元素,在灰铸铁中具有稳定和细化珠光体作用,在Mn=0.5%~1%范围内,增加锰量,有利于强度、硬度的提高。
3、磷:铸铁中含磷量超过0.02%,就有可能出现晶间磷共晶。
磷在奥氏体中的溶解度很小,铸铁凝固时,磷基本上都留在液体中。
共晶凝固接近完成时,共晶团之间剩余的液相成分接近三元共晶成(Fe-2%、C-7%、P)。
此液相约在955℃凝固。
铸铁凝固时,钼、铬、钨和钒都偏析于富磷的液相中,使磷共晶的量增多。
铸铁中含磷量高时,除磷共晶本身的有害作用外,还会使金属基体中所含的合金元素减少,从而减弱合金元素的作用。
磷共晶液体在凝固长大的共晶团周围呈糊状,凝固收缩很难得到补给,铸件出现缩松的倾向较大。
4、硫:降低铁液流动性,增加铸件热裂倾向,是铸件中的有害元素。
很多人认为硫含量越低越好,实则不然,当硫含量≤0.05%时,此种铸铁对我们使用的普通孕育剂来说不起作用,原因是孕育衰退的很快,常常在铸件中产生白口。
5、铜:铜是生产灰铸铁最常加入的合金元素,主要原因是由于铜熔点低(1083℃),易熔解,合金化效果好,铜的石墨化能力约为硅的1/5,因此能降低铸铁的白口倾向,同时铜也能降低奥氏体转变的临界温度,因此铜能促进珠光体的形成,增加珠光体的含量,同时能细化珠光体和强化珠光体及其中的铁素体,因而增加铸铁的硬度及强度。
但是并非铜量越高越好,铜的适宜加入量为0.2%~0.4%当大量地加铜时,同时又加入锡和铬的做法对切削性能是有害的,它会促使基体组织中产生大量的索氏体组织。
6、铬:铬的合金化效果是非常强烈的,主要是因为加铬使铁水白口倾向增大,铸件易收缩,产生废品。
灰铸铁五大元素的作用和对机械性能的影响产品机械性能是各国检验产品质量的重要指标,同时也是产品使用性能直接相关,为提高灰铸铁的性能,常采用的措施:选择合理的化学成分,改变炉料组成,孕育处理,铁液合金化等措施或几种措施结合,但是化学成分一般作为生产行为,标准中一般不做强制要求,要想得到一定的性能有多种配料方法。
灰铸铁中主要有五大元素碳、硅、锰、硫、磷,化学成分合理的选配是上述措施最重要和最经济的方法。
碳、硅及碳当量:碳、硅是铸铁的主要组成元素,又都是强烈促进石墨化的元素,一般情况下碳和硅含量越高,越有利于石墨化。
为了简化和避免使用多元合金相图,可以将碳、硅等元素,按照其对共晶点实际碳量的影响,将这些元素的量折算成对碳量的增减,谓之碳当量,以CE表示,为简化计算一般只考虑硅、磷的影响,因此简化公式:CE%=C%+1/3(Si+P)%。
因此碳当量的变化对机械性能有最直接影响,碳当量提高,促使石墨片变粗,数量增多,强度和硬度下降,碳当量降低,石墨数量减少,石墨片细化,由于增加初析奥氏体枝晶量,从而是提高铸件力学性能的措施,但同时导致铸件铸造性能降低,铸件断面敏感性增大,铸件内应力增加,硬度上升增加加工困难。
一般碳的质量分数大多2.6%-3.6%,硅的质量分数大多1.2%-3.0%。
锰、硫本身是稳定碳化物、阻碍石墨化的元素。
但两者共同存在时,会结合成MnS 及S化合物,以颗粒状分布于基体中,这些化合物的熔点在1600°C以上,不仅无阻碍石墨化的元素,而且还可作为石墨化的非自发性晶核。
一般硫的质量分数大多0.06%-0.15%,锰的质量分数大多0.4%-1.2%。
磷使铸铁的共晶点左移,作用程度与硅相似,但磷在铸铁中形成低熔点二元、三元磷共晶,虽然提高耐磨性,但随磷量增加铸件脆性增加致密性降低,磷的质量分数大多小于0.2%。
碳当量对铸铁加工性能的影响及控制林艳茹;李艳琴【期刊名称】《金属加工:热加工》【年(卷),期】2014(000)013【总页数】3页(P46-48)【作者】林艳茹;李艳琴【作者单位】宁夏共享装备有限公司;宁夏共享装备有限公司【正文语种】中文自感应电炉被使用以来,由于熔炼工艺不成熟,使得材质质量很不稳定,主要表现在抗拉强度和铸件实体硬度常达不到技术要求,且碳当量低,铸件加工性能差,铸造性能低,对于铸造工艺设计的要求高,使得生产过程复杂化。
为此,提高CE 值,一方面,为了与灰铸铁的发展趋势相吻合,即发展高碳当量、高强度灰铸铁,另一方面为了满足客户对改善铸件加工性能的要求。
对铸造工艺的设计和生产过程来说,CE值的提高,在一定程度上简化了工艺设计,降低了过程操作的复杂程度。
1.提高CE值对力学性能的影响决定灰铸铁性能的主要因素为石墨和金属基体。
C E(CE=C+1/3Si)值的提高,C、Si的含量增加(C、Si是促进石墨化元素),石墨的数量增加,形状由细片状逐渐转变为厚片状,石墨尺寸也变大。
铸铁中存在一定数量的石墨,使金属基体承受负荷的有效面积减少,而且在承受负荷时造成应力集中,使金属基体的强度不能正常发挥,降低铸铁的强度。
C、Si含量的提高,使得铁素体量增加,在一定程度上珠光体量相对减少,基体中的铁素体强度低,而珠光体有较高的强度和硬度,所以基体的强度随珠光体量的增加而提高。
因此,碳当量的提高,必然会使铸件抗拉强度和硬度下降。
在熔炼过程控制中,为了避免因CE值的提高而影响到铸件力学性能,可以考虑采取以下措施:改变炉料配比;对熔炼铁液进行精炼;强化孕育处理;低合金化处理。
2.实施过程(1)改变炉料配比主要是针对废钢所占比例进行阶段性的调整,灰铸铁的力学性能随废钢在炉料中的比例增加而增加,废钢比例的增加,必然会使生铁和回炉料(废品、浇冒口系统、碎铁屑)的比例减少,考虑到我公司内大量的回炉料急需消耗掉,因而在增大废钢所占比例同时,也适当增加了回炉料的加入量,这样在很大程度上降低了生铁的比例。
高Si/C高强度铸铁中C,Si,Si/C的作用及其选择
梁文心;于文斌
【期刊名称】《内蒙古工学院学报》
【年(卷),期】1990(009)002
【摘要】本文叙述了高Si/C高强度灰铸铁中碳、硅元素存在的形式及其对结晶过程的影响。
试验表明,当碳当量一定时,随着Si/C的升高,初生奥氏体枝晶数量增多并且细化和强化,从而构成了强度的基础。
该铸铁的强度模式应为“初生奥氏+共晶团”。
本文对E型石墨存在的必然性和合理性也进行了讨论。
【总页数】9页(P7-15)
【作者】梁文心;于文斌
【作者单位】不详;不详
【正文语种】中文
【中图分类】TG143
【相关文献】
1.X射线荧光法测定高碳铬铁中的Cr、Si、P [J], 吴茂华;胡广峰;王念俊
2.SiC在高强度灰铸铁中的应用 [J], 付雷;侍波;王永杰;宋建武
3.SIRT1及其选择性剪接变异体SIRT1-ΔExon8在293T细胞衰老模型中的作用研究 [J], 王玥;杨小荣;张策
4.二次再热汽轮机高Si-Mo球铁中压外缸的生产 [J], 陈思明;苏少静
5.一株耐高乙醇和低pH己酸产生菌Lysinibacillus fusiformis-pBE3-ep-SigB的构建 [J], 薛正楷;杨根庆;张宿义;倪斌
因版权原因,仅展示原文概要,查看原文内容请购买。