服装生产流水工序表
- 格式:xls
- 大小:23.00 KB
- 文档页数:1
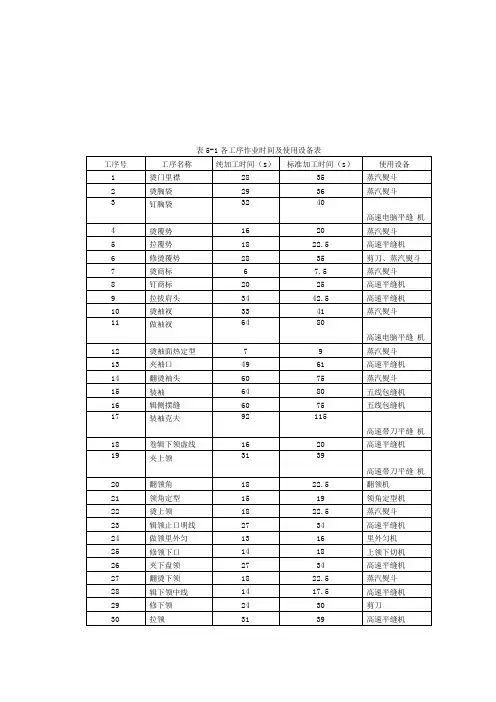
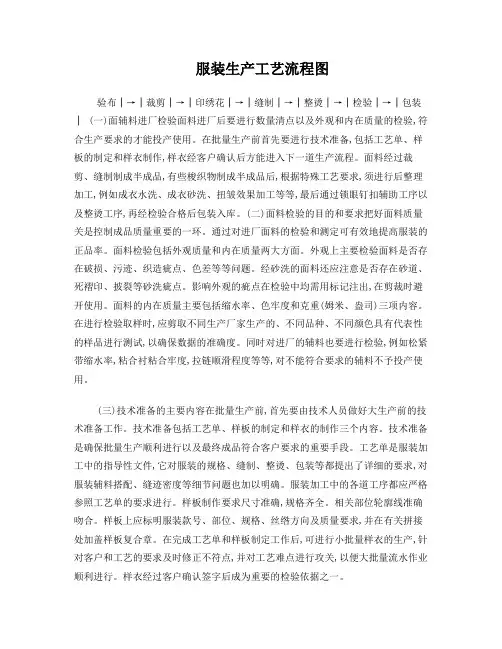
二、西裤缝纫和熨烫工序分析后袋嵌线前垫底布前袋布里禄面 烫门襟PD 车里襟暗缝 26A 熨斗一缁门襟腰沙程内侧缝 >°器中缝 位特种机 干钉裤带环 留缝迪裤片 3。
嗨* 25±%427^2包缝机簟星襟 25^^密第I 缉缝里襟 吗曙说里襟 251部缝机 后片滚边\/勾袋布 良斗 翻烫袋布 平缝机 缉袋布明线烫里襟锁眼熨斗归拔后片括包缝机°包缝前省侧线线 线角线两布嵌明袋嵌机三机嵌机布袋机上骑 后4烫普缝下缝袋斗烫缝定羹腰回X 7三、女衬衫at川*r吊HU H Mr ft*林人・2 •1・“Wi卬『必〃”彼n t. Hi 十«* m表5-2女衬衫一条流水线工作地负荷四、年产20万件男式西服门襟.里襟.挂面前片衬 前片.腋下片 .划袋位 缝前省 分烫前片省嵌线衬 模缝份温面 袋盖里 送;折烫嵌线 袋口衬大袋布大袋垫底布 缝嵌线Y V盖 粘袋盖衬Q :剪三角 手 2板衬接缝下袋布丁翻烫袋盖 缝下嵌线 缝上嵌线 缝袋布两侧 。
扣烫袋板三角 缝垫底布 袋布 口:翻烫嵌线 夹袋盖 7夹^袋^盖 缝手巾袋板剪三角 翻烫手巾袋里袋布里袋垫布 标记合袋布2板明线 覆衬布缝垫底布商标腋下片里烫里袋嵌线袋上的嵌暗线香烟袋布香烟袋垫布划里袋香烟袋记号 39巍翻烫三角袋盖谈分烫袋盖贴边缝里袋 袋 商标兜里袋香烟袋布袋香烟袋口 夹里整理d 前身挂面相互合缝止口缝割止口 劈驳头缺嘴 烫前止口 谍烫外止口前身缝头缝里袋垫布 盖布小袋分烫肩缝 包摆缝 领衣身组合 聒前身领边止口后肩过里癖口对位记号 分烫摆缝袖口衬缝领缺嘴及摆缝暗缝袖衩袖缝熨烫缝袖暗缝袖口衬后背下口边缭缝 下底边 带 前身组合 烫摆缝边 袖暗缝 缝垫肩 熨烫袖山 缝钉肩袢袖口钮扣袖缝缝领脚钮扣(6个)烫串口 工 ________ 烫袖口衬 袖子组合缝4由缝暗缝记号说明裁片停滞平缝机作业手工作业特种机作业熨烫机作业数量质量检验个)完成停滞圆头装饰钮孔撬袖窿门襟圆头钮孔锁眼窈领部整烫圆头钮孔套结。
服装生产制作工艺流程(一)生产准备面辅料进厂检验→技术准备→打版→试板样→封样→制定做工艺文件→裁剪→缝制→确认首件(水洗首缸)→锁眼钉扣→整烫→成衣检验→包装→入库出运。
(二)面料、辅料检验的目的和要求根据发货单详细出现短码/少现象要亲自参与清点并确认大货跟单负责大货的交货日期确定及面料进厂后要进行数量清点以及外观和内在质量的检验,及确认符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
根据客户确认后的单耗对面/辅料的进行核对,并将具体数据以书面形式报告公司。
如有欠料,要及时落实补料事宜并告知客户。
如有溢余则要报告客户大货结束后退还仓库保存,要节约使用,杜绝浪费现象。
由于坯布的质量直接关系到成品的质量和产量,因此裁剪前,必须根据裁剪用布配料单,核对匹数、尺寸、密度、批号、线密度是否符合要求,在验布时对坯布按标准逐一进行检验,对影响成品质量的各类疵点,例如色花、漏针、破洞、油污等须做好标记及质量记录把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
服装〔制衣〕厂根本生产流程与检验标准1.梭织服装制作根本工作程序1.1定单用规格表〔款式样、批办样、产前样〕梭织服装在制作前要先填写好定单规格表,按照制作服装的不同样办,定单规格表可分为以下几种类别:1.1.1报价用规格表------款式样款式样此规格表主要用于设计师看款式效果及生产的用料计算。
一般情况下用同类布料打样,允许辅料代用。
对生产工厂来讲,此规格表仅仅是供报价用,以便争取得到真正的定单,在运用这个表格时应注意每个工程内容与规格,因为这些内容与规格往往同本钱直接相关联,任何有利于降低本钱而又不改变原有服装的根本要求的方法和建议都可以采讷。
所有在此规格表中变化的内容,都必须做出注释,以便下一步工作开展的时候前后对应。
1.1.2样品规格表------批办样批办样此规格表主要用于打批办样。
批办样制作前,根据提供的款式样和样品规格表中具体要求逐项进展操作,检查样品的织物组织、构造规格、测量所有的尺寸,确信各个点的尺寸在允许误差X围内。
把款式样和规格表给相关的技术人员,审查各疑点难点,以便全面了解样衣的情况。
原那么上,打批办样用正式主料和辅料。
1.1.3大货生产规格表------产前样产前表此规格表主要是批办样被客户批准后客户才提供的表格。
只有这个产品规格表才是供工厂大货生产用。
如果用以前的规格表代替,经常会发生过失,因为经过打样后,客户常更改原有的尺寸,而这个尺寸的更改又往往是不起眼的,在大批生产经营之前,还须打一次样,叫做产前样,在制作这个样衣中,所有的主料和辅料都必须用以后生产中要用的料,客户完全认可前方可大批开裁。
1.2服装生产根本工艺流程服装生产根本工艺流程包括布料物料进厂检验、裁剪、缝制、锁眼钉扣、整烫、成衣检验、包装入库等八个工序。
1.2.1布料物料进厂检验布料进厂后要进展数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
牛仔裤的工艺流程与缝制工艺本内容主要界定五袋款牛仔裤,作为牛仔裤生产流程与缝制工艺的典型来介绍。
牛仔裤的工业生产会采用流水作业,在一条生产线上使用各种不同的生产设备和配备各种技术的工人操作,整个制造流程包括款式、规格及生产工艺的设计,又包括验料、排料、铺料、裁剪、缝制、水洗、熨烫、烘干和整形等多种生产工艺。
一、牛仔裤的工艺流程为确保牛仔裤服装产品质量的稳定性,以牛仔裤为例,在制作过程中,需制定一系列工序并加以控制。
从面料到裁片,各工序与流水线之间的流程安排直接影响到投入和产出两方面。
牛仔1、产前阶段产前阶段,生产定货单是来自客户信息的原始资料:记录牛仔裤样品、样板、水洗处理色标、是否有修正、注意事项等。
以上资料被核对后即发送到相关部门。
牛仔生产开始,要制定产品的生产流程图表。
生产技术部门与客户共同协定、修正样板和样衣,以便制定生产工序和降低成本。
有了详细的制作程序,就展开工作,将修正后的样板和样衣提供给裁剪部门计算用料率、排料、提料、辅料、裁剪,并将裁片分包捆扎送达缝制车间。
牛仔2、缝制将裁好的衣片分包捆扎,按工艺师安排分别发送到缝制流水线的指定工位上。
以牛仔裤缝制为例,前后片的缝制一般同时分别进行,在进一步缝合之前,要对半成品进行检验。
锁扣眼前,同样要进行检验。
一些个别工序,如制穿带袢、清除口袋里的沙子、剪线头、钉铆钉和钉按扣等,可以被灵活安排于制作过程的工艺流程里。
牛仔例如,制作五袋款普通拉链门襟的牛仔裤,其工序可分为五组:做前片、做前门襟及绱拉链、做后片、组装缝合、套结及钉扣锁眼。
牛仔1)前片前裤片的工序涉及缝制前侧插袋。
将相关裁片如左右袋布、标签、小侧片和前裤片等分配给机工缝制前侧插袋。
先在左袋上车缝标签(水洗说明和厂标),接着车缝硬币袋袋口明线,并将其缉在右侧片相应位置。
将袋布分别缝合在左、右侧片上,与前片缝合前把兜布做好,固定袋布并将前片半成品过渡到下一组工序。
2)做前门襟及绱拉链绱拉链前,机工要准备好左右门襟裁片和前裤片半成品。
服装生产制作工艺流程介绍(一)生产准备面辅料进厂检验→技术准备→打版→试板样→封样→制定做工艺文件→裁剪→缝制→确认首件(水洗首缸)→锁眼钉扣→整烫→成衣检验→包装→入库出运。
(二)面料、辅料检验的目的和要求根据发货单详细出现短码/少现象要亲自参与清点并确认大货跟单负责大货的交货日期确定及面料进厂后要进行数量清点以及外观和内在质量的检验,及确认符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
根据客户确认后的单耗对面/辅料的进行核对,并将具体数据以书面形式报告公司。
如有欠料,要及时落实补料事宜并告知客户。
如有溢余则要报告客户大货结束后退还仓库保存,要节约使用,杜绝浪费现象。
由于坯布的质量直接关系到成品的质量和产量,因此裁剪前,必须根据裁剪用布配料单,核对匹数、尺寸、密度、批号、线密度是否符合要求,在验布时对坯布按标准逐一进行检验,对影响成品质量的各类疵点,例如色花、漏针、破洞、油污等须做好标记及质量记录把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
制衣流程流水帐式的制衣流程如下:1. 裁剪工人裁剪完一批衣料之后,产生工票单,把裁剪后的衣料和工票单一起传送给分包工人。
2. 分包工人合理分包(EG:M*N件衣服分成N包,每包M件),将分包后的衣料传送给服装加工工人。
3. 每个工序的工人按照自己的工序,从每个包中取出相应的衣料,加工这包衣料中的相应工序,一次性将此工序全部加工完之后,传给下一工序。
4. 到最后一个工序的时候,衣料变为成衣。
使用条形码管理系统,来对企业的工人和生产流程有效管控:解决方案概述首先,对生产员工/生产工序初始化定义其条形码SN,作为管理标签序列号。
裁剪部门:裁剪工人将整批衣料裁剪成所需要的成衣部件。
分包部门:分包部分在接到裁剪好的衣料之后,对衣料进行分包处理,即将一批衣料按件数分为N包,每包中应该含有M件成衣所需要的衣料。
M x N = 总裁剪成衣数量。
在装包之后,分包工人控制打印机打印分包标签,每一包上贴有唯一序列号的条形码标签,所含信息包括:颜色、尺码、件数、服装号等相关信息。
成衣加工部门:生产流水线上的工人,在接到分包的衣料之后,从包中取出当前工序所需要加工的布料进行加工,在加工完分包中所有当前工序之后,工人扫描员工条形码序列号和分包条形码序列号,将加工信息传入电脑,作为薪金计算依据。
成衣入库部门:在加工完所有的工序之后,已生产出成衣,对每件成衣,入库之前,根据分包信息,控制打印机打印成衣序列号标签,做为此成衣的SN。
功能模块简介1. 系统功能设置1.1 用户管理定义系统特殊组/用户组/用户三个管理对象。
1.2 口令管理以用户为单位,进行密码的设定/修改等维护作业。
1.3 权限管理按组/用户对象设定系统功能的使用权限。
2. 基础资料维护模块2.1 员工管理对每个员工给予一个员工编号,并控制打印机打印一张员工条码卡,作为员工工作和考勤的依据。
本模块支持员工新增、删除、编辑等操作。
2.2 工序号管理对每个工序号给予一个工序编号,并控制打印机打印一张工序卡,作为工序管理的依据,本模块支持工序新增、删除、编辑等操作。
缝纫工序工艺单模板服装制版生产缝纫工艺流程!(才智服装制版详解)缝纫是把服装材料按照设计的款式拼接成成品服装的工序。
服装生产工艺流程大致为:面辅料进厂检验→技术准备→裁剪→缝制→锁眼钉扣→整烫→成衣检验→包装→入库或出运。
准备面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用,影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
把好面料质量关是控制成品质量重要的一环,通过对进厂面料的检验和测定可有效地提高服装的正品率。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣确认后方能进入下一道生产流程。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
裁剪裁剪前要先根据样板绘制出排料图,“完整、合理、节约”是排料的基本原则。
在裁剪工序中主要工艺要求如下:1、拖料时点清数量,注意避开疵点。
2、对于不同批染色或砂洗的面料要分批裁剪,防止同件服装上出现色差现象。
对于一匹面料中存在色差现象的要进行色差排料。
3、排料时注意面料的丝绺顺直以及衣片的丝缕方向是否符合工艺要求,对于起绒面料(例如丝绒、天鹅绒、灯芯绒等)不可倒顺排料,否则会影响服装颜色的深浅。
4、对于条格纹的面料,拖料时要注意各层中条格对准并定位,以保证服装上条格的连贯和对称。
5、裁剪要求下刀准确,线条顺直流畅。
铺型不得过厚,面料上下层不偏刀。
6、根据样板对位记号剪切刀口。
7、采用锥孔标记时应注意不要影响成衣的外观。
裁剪后要进行清点数量和验片工作,并根据服装规格分堆捆扎,附上票签注明款号、部位、规格等。
缝制缝制是服装加工的中心工序,服装的缝制根据款式、工艺风格等可分为机器缝制和手工缝制两种,缝制加工过程实行流水作业。
决定缝制质量的因素有:缝纫线的选择、缝纫针的选择、线迹的选择、针迹密度的选择、缝份量的选择。
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ (一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
服装生产步骤和工序服装生产的步骤和工序一、服装生产的三大步骤(一、生产准备阶段生产准备阶段包括原材料和生产技术的准备。
1、原材料的准备服装成衣化生产中原材料的准备包括原材料的选择,进厂材料的复核与检验,材料的预缩整理等内容。
2、生产的技术准备是指产品在投入生产前所进行的各种技术性准备工作,如款式设计、结构设计、制版、推版、工艺设计等。
以使生产过程更加科学合理,产品质量得到保证,从而使经济效益达到最佳。
(二、生产阶段生产阶段是指完成正业的基本产品所进行的生产过程,包括排料、裁剪、缝制、熨烫等过程。
它是服装生产的重要环节,是从原料到实际成品的具体操作过程。
(三、后整理阶段后整理阶段包括成品的熨烫、整理、检验、包装、储存等环节,是服装成品消除疵病,保证服装质量的最终环节。
二、服装生产的四大工序(一、服装出产的准备工序服装出产准备工序的主要任务是为服装出产提供物质和手艺上的保证。
主要包括材料准备、材料的检验与测试、材料的预缩与整理、样品试制四个方面。
1、材料准备服装材料品种多而复杂,选料时应遵守以下几个原则:①现货生产类,进料要考虑实际生产的能力和范围、产品销售的对象、地区及产品的特点和要求。
②来料、来料加工应严格根据客户要求选料,如有变更应取得客户同意。
③随时注意生产节奏和市场动向,掌握适时适量、快销快进的原则。
④材料入仓严格检验,分类存放。
在材料的准备中,除了考虑选择品种和规格外,还要考虑材料的数量,和材料的损耗。
材料的损耗包括:自然回缩的损耗;缩水率的损耗;织疵的损耗;断料的损耗;残疵产品的损耗;特殊面料的正常损耗;其它损耗等七个方面。
2、材料的检验和测试成衣出产投料前,必须对利用的材料进行质量检验和物理化学性能的测试,其目的是为了掌握材料性能的有关数据和资料,以便在出产进程中采纳相应的工艺手段和手艺措施,提高产品质量及材料的利用率。
测试的内容有数量复核、疵病检验、伸缩率测试、缝缩率测试、色牢度测试、耐热度测试等。
服装生产制作工艺流程介绍(一)生产准备面辅料进厂检验→技术准备→打版→试板样→封样→制定做工艺文件→裁剪→缝制→确认首件(水洗首缸)→锁眼钉扣→整烫→成衣检验→包装→入库出运。
(二)面料、辅料检验的目的和要求根据发货单详细出现短码/少现象要亲自参与清点并确认大货跟单负责大货的交货日期确定及面料进厂后要进行数量清点以及外观和内在质量的检验,及确认符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
根据客户确认后的单耗对面/辅料的进行核对,并将具体数据以书面形式报告公司。
如有欠料,要及时落实补料事宜并告知客户。
如有溢余则要报告客户大货结束后退还仓库保存,要节约使用,杜绝浪费现象。
由于坯布的质量直接关系到成品的质量和产量,因此裁剪前,必须根据裁剪用布配料单,核对匹数、尺寸、密度、批号、线密度是否符合要求,在验布时对坯布按标准逐一进行检验,对影响成品质量的各类疵点,例如色花、漏针、破洞、油污等须做好标记及质量记录把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
服装生产的步骤和工序一、服装生产的三大步骤(一)、生产准备阶段生产准备阶段包括原材料和生产技术的准备。
1、原材料的准备服装成衣化生产中原材料的准备包括原材料的选择,进厂材料的复核与检验,材料的预缩整理等内容。
2、生产的技术准备是指产品在投入生产前所进行的各种技术性准备工作,如款式设计、结构设计、制版、推版、工艺设计等。
以使生产过程更加科学合理,产品质量得到保证,从而使经济效益达到最佳。
(二)、生产阶段生产阶段是指完成正业的基本产品所进行的生产过程,包括排料、裁剪、缝制、熨烫等过程。
它是服装生产的重要环节,是从原料到实际成品的具体操作过程。
(三)、后整理阶段后整理阶段包括成品的熨烫、整理、检验、包装、储存等环节,是服装成品消除疵病,保证服装质量的最终环节。
二、服装生产的四大工序(一)、服装生产的准备工序服装生产准备工序的主要任务是为服装生产提供物质和技术上的保证。
主要包括材料准备、材料的检验与测试、材料的预缩与整理、样品试制四个方面。
1、材料准备服装材料品种多而复杂,选料时应遵循以下几个原则:①现货生产类,进料要考虑实际生产的能力和范围、产品销售的对象、地区及产品的特点和要求。
②来料、来料加工应严格根据客户要求选料,如有变更应取得客户同意。
③随时注意生产节奏和市场动向,掌握适时适量、快销快进的原则。
④材料入仓严格检验,分类存放。
在材料的准备中,除了考虑选择品种和规格外,还要考虑材料的数量,和材料的损耗。
材料的损耗包括:自然回缩的损耗;缩水率的损耗;织疵的损耗;断料的损耗;残疵产品的损耗;特殊面料的正常损耗;其它损耗等七个方面。
2、材料的检验和测试成衣生产投料前,必须对使用的材料进行质量检验和物理化学性能的测试,其目的是为了掌握材料性能的有关数据和资料,以便在生产过程中采取相应的工艺手段和技术措施,提高产品质量及材料的利用率。
测试的内容有数量复核、疵病检验、伸缩率测试、缝缩率测试、色牢度测试、耐热度测试等。
服装厂生产流水线操作规程第一章:生产准备 (3)1.1 生产前准备 (3)1.1.1 人员准备 (3)1.1.2 技术准备 (3)1.1.3 生产计划准备 (3)1.1.4 资源准备 (3)1.2 设备检查与调试 (3)1.2.1 设备检查 (4)1.2.2 设备调试 (4)1.3 原材料与辅料准备 (4)1.3.1 原材料准备 (4)1.3.2 辅料准备 (4)第二章:裁剪工艺 (4)2.1 裁剪流程 (4)2.2 裁剪技术要求 (5)2.3 裁剪质量检验 (5)第三章:缝制工艺 (6)3.1 缝制流程 (6)3.2 缝制技术要求 (6)3.3 缝制质量检验 (6)第四章:熨烫工艺 (7)4.1 熨烫流程 (7)4.2 熨烫技术要求 (7)4.3 熨烫质量检验 (7)第五章:整形与包装 (8)5.1 整形流程 (8)5.2 整形技术要求 (8)5.3 包装流程与要求 (8)第六章:质量检验 (9)6.1 初检流程 (9)6.2 中检流程 (10)6.3 终检流程 (10)第七章:设备维护与保养 (11)7.1 设备日常维护 (11)7.2 设备定期保养 (11)7.3 设备故障处理 (12)第八章:生产安全管理 (12)8.1 安全生产规定 (12)8.1.1 企业必须严格遵守国家安全生产法律法规,严格执行安全生产标准和规范。
. 128.1.2 企业应建立健全安全生产责任制,明确各级领导和部门的安全职责,落实安全生产措施。
(12)8.1.3 企业应对员工进行安全教育和培训,提高员工的安全意识和安全操作技能。
. 128.1.4 企业应定期进行安全检查和隐患排查,发觉问题及时整改。
(12)8.1.5 企业应加强安全生产设施和设备的管理,保证其安全运行。
(12)8.1.6 企业应建立健全安全生产规章制度,包括安全生产管理、安全操作规程、报告和处理等方面的规章制度。
(12)8.2 安全预防与处理 (12)8.2.1 企业应制定安全预防措施,加强对危险源的辨识和风险评估,采取相应的控制措施。
流水及服装生产流程买纱,织造,漂染│验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│一、总体要求1、面料、辅料品质优良,符合客户要求,大货得到客户确认或得到权威认证机构的检验报告;2、款式配色准确无误;3、尺寸在允许的误差范围内;4、做工精良;5、产品干净、整洁、卖相好;6、包装美观、配比正确、纸箱大小适合、适于长途运输。
二、面料1、若客户没有特殊要求,一般要求货品至少达到的色牢度为:(1)水洗色牢度:A、单洗牢度(Colour change)3-4级B、粘色牢度(Colour stain)3-4级(2)磨擦色牢度:A、干擦(Dry)3-4级B、湿擦(Wet)2.5-4级(3)光照色牢度:4级2、对色准确,大货布的颜色和确认色的色差至少应在3.5级之内,并需经客户确认。
3、面布与里布同色的、色差不低于3.5级。
4、面料要求成份配比准确,纱支密度均匀,梭织面料要达到客人要求的密度,针织面料要求克重误差范围在±5% 以内。
5、尺寸变化,若无具体规定,要求所有面料应控制在:5次普洗后,每一方向最大误差在3%以内;3次干洗后,每一方向最大误差在2%以内。
6、阻燃性,对于纯人造纤维面料可以免测,动植物纤维面料必须进行测试;用16微米火焰接触2*6英寸的面料1秒,计算燃烧时间,超过7秒不延燃可以接受,少于7秒则不合格。
7、出口定单的材料均要求不含偶氮染料,应对工厂根据定单要求进行逐笔或阶段性测试。
三、辅料1、金属扣及鸡眼不得用铁质,所有金属配件不含镍,塑料类配件不含镉。
2、织唛、提花织带类,要求图案清晰、切边整齐、不抽纱。
3、印刷品要求清晰、不透底、不脱胶。
4、喷漆制品喷漆牢固、无破损。
5、松紧带、弹力绳弹性良好。
四、款式严格根据客户的样衣或款式图查看所有细节(此工作由业务员在产前样检验时完成),各业务员应要求技术部或工厂在大货生产之前把所有色组的产前样交给工厂批办后方可生产。