服装流水线生产完整版
- 格式:pptx
- 大小:1.15 MB
- 文档页数:36
服装生产流水线设计与管理引言服装生产流水线是现代服装制造业中必不可少的一环,通过合理的设计和高效的管理可以大大提高生产效率和降低成本。
本文将介绍服装生产流水线的设计和管理要点,帮助读者了解如何优化生产流程,提高服装生产效率。
设计流程第一步:确定需求在设计服装生产流水线前,首先需要明确生产的服装种类和数量以及生产周期。
根据不同的服装种类,可以确定所需的设备和工位数量,以及流程的先后顺序。
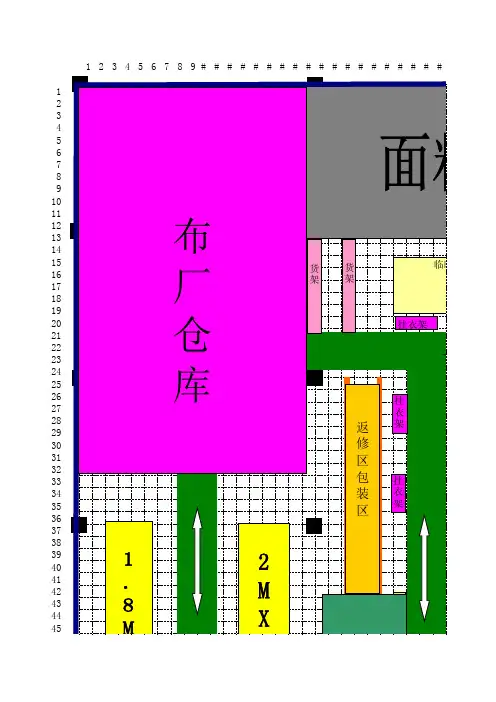
第二步:工段划分和工位布局根据服装的生产流程,将整个生产过程划分为不同的工段,例如裁剪、缝纫、整烫等。
然后根据每个工段的工序要求,确定每个工段所需的工位数量和布局。
工位之间应该有合理的间距,以确保工人能够顺利完成任务,并保持工作效率。
第三步:设备选型和安装根据生产需求和工段划分,确定所需的设备种类和数量。
在选择设备时,应考虑设备的生产能力、可靠性和维护成本等因素,并确保设备与工位布局相适应。
安装设备时,应确保设备能够正常运行,并与其他设备和工位连接良好。
第四步:流程优化和调试在生产流水线正式投入使用之前,应进行流程优化和调试。
通过分析每个工序的耗时和效率,找出影响生产效率和质量的短板,并采取相应的改进措施。
同时,对整个流程进行模拟和调整,以确保流水线的顺畅运作。
管理要点人员培训和分工在服装生产流水线的管理中,人员培训和分工是至关重要的。
工人需要接受相关的培训,掌握各个工序的操作技巧和质量要求。
同时,应根据工人的技能水平和经验,合理分配任务,以提高工作效率和质量。
进度跟踪和协调为了确保生产流水线的顺利运行,需要进行进度跟踪和协调。
通过制定详细的生产计划,并及时跟踪和调整生产进度,以确保生产任务按时完成。
同时,各个工段之间需要进行良好的协调,避免生产中的瓶颈和延误。
质量控制和检验服装生产流水线的质量控制和检验是确保产品质量的重要环节。
应制定质量控制标准,建立质量检验点,并进行全程质量监控。
对于有疑问的产品,应进行详细的检验和评估,并及时采取相应措施。
服装生产工艺流程(超详细)(一)生产准备面辅料进厂检验→技术准备→打版→试板样→封样→制定做工艺文件→裁剪→缝制→确认首件(水洗首缸)→锁眼钉扣→整烫→成衣检验→包装→入库出运。
(二)面料、辅料检验的目的和要求根据发货单详细出现短码/少现象要亲自参与清点并确认大货跟单负责大货的交货日期确定及面料进厂后要进行数量清点以及外观和内在质量的检验,及确认符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
根据客户确认后的单耗对面/辅料的进行核对,并将具体数据以书面形式报告公司。
如有欠料,要及时落实补料事宜并告知客户。
如有溢余则要报告客户大货结束后退还仓库保存,要节约使用,杜绝浪费现象。
由于坯布的质量直接关系到成品的质量和产量,因此裁剪前,必须根据裁剪用布配料单,核对匹数、尺寸、密度、批号、线密度是否符合要求,在验布时对坯布按标准逐一进行检验,对影响成品质量的各类疵点,例如色花、漏针、破洞、油污等须做好标记及质量记录把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
服装单件流水生产方式单件流"作业方式简介服装行业的生产制作,多年来有着传统的方式,目前比较普遍采用的是"捆包式"作业.这种方式基本状况是,将一件产品的缝制过程分解成若干道工序,每道工序由一个或一批工人制作。
从前道至后道各工序,每人都集中缝制多件产品,然后以"捆包"方程细分成多道工序,按事先编制的《人机工位布置图》安排,由前到后"单件流水作业"完成。
每一个作业单元岗位按"个人看板"(作业指导书)上的要求,完成较单一的制作内容,形成"一道工序连一道工序,一件产品接一件产品"连续进行的作业形式。
单件流作业系统为服装制作实现JIT目标奠定了基础,是精益生产理论在服装作业中的运用;给服装行业IE活动提出了新的课题和实践内容;它也能为更顺利地达成5S管理目标创造条件;乃至为想实现"日清日高"的企业提供可行性支持。
比较上述两种作业方式,"单件流"形式有着以下特点:一、产品在线周期短,从投入制作到产出,生产过程中无半成品成批积压。
成品产出数量均匀,日产量能明确地把握,有利于作计划安排,也便于控制生产进度。
能很容易地使顾客的分批及时交货的要求得到满足。
二、生产过程中半成品(含因材料所致)的质量问题容易及时被发现,发现一件可及时纠正一件,不会造成大批量的不良品出现。
而"捆包式"作业在生产过程中的不良品往往会延迟发现,造成大批量不合格的情况时有发生。
因此采用"单件流"的方式生产,因不合格而造成的损失少得多。
三、生产效率相对较高。
同样的人数,技能水平相当,设备、场地条件一样的情况下,采用的"单件流"时生产效率较高。
在已成功推行的案例中,经过试运行阶段后,系统步入稳定状态,生产效率同比约可提高20~30%。
四、用"单件流"作业的方式,新款式的"顺线"的时间短。
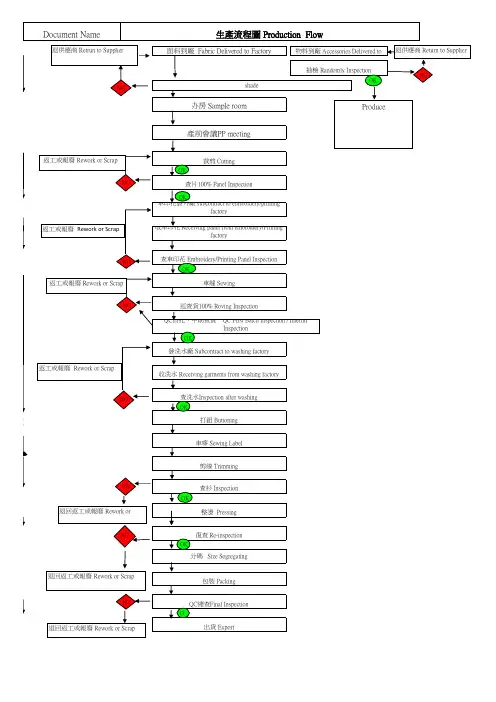
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点.影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容.技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全.相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
通用服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。