siemens中文程序制作培训资料
- 格式:ppt
- 大小:112.00 KB
- 文档页数:26

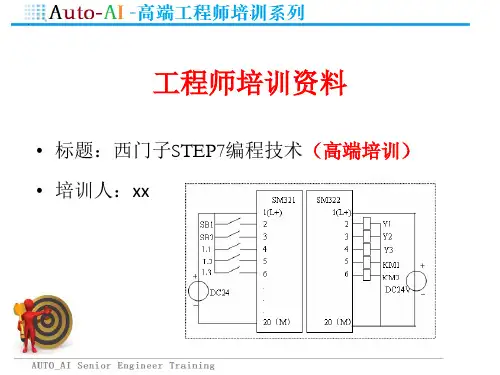




西门子培训教程、手册合集s7一、教学内容1. 西门子S7系列PLC概述2. S7300/400 PLC硬件组成3. 编程软件STEP 7的使用4. 常用指令及其应用5. 程序设计实例二、教学目标1. 让学生了解西门子S7系列PLC的基本原理及其硬件组成;2. 掌握编程软件STEP 7的使用方法;3. 学会使用西门子S7系列PLC进行简单的程序设计。
三、教学难点与重点重点:西门子S7系列PLC的基本原理、硬件组成、编程软件使用方法及程序设计。
难点:编程软件STEP 7的详细操作、常用指令的应用及程序设计实例。
四、教具与学具准备1. 教具:计算机、投影仪、西门子S7系列PLC及其编程设备;2. 学具:学生电脑、西门子S7系列PLC模拟软件、编程软件STEP 7。
五、教学过程1. 实践情景引入:介绍西门子S7系列PLC在工业自动化领域的应用,激发学生的学习兴趣。
2. 理论知识讲解:讲解西门子S7系列PLC的基本原理、硬件组成、编程软件使用方法。
3. 软件操作演示:通过投影仪展示编程软件STEP 7的详细操作步骤,让学生跟随老师一起操作。
4. 指令讲解与练习:讲解西门子S7系列PLC的常用指令及其应用, followed exercises to allow students to practice and reinforce their understanding.5. 程序设计实例:分析并讲解典型应用案例,让学生学会使用西门子S7系列PLC进行程序设计。
6. 随堂练习:布置练习题,让学生现场编写程序,检验学习效果。
7. 答案讲解:讲解学生编写的程序,指出其中的错误并进行改正。
六、板书设计板书设计主要包括西门子S7系列PLC的基本原理、硬件组成、编程软件使用方法及程序设计步骤。
七、作业设计1. 作业题目:使用西门子S7系列PLC设计一个简单的灯光控制系统。
(1)按下启动按钮,灯光系统工作;(2)按下停止按钮,灯光系统停止;(3)按下切换按钮,切换灯光状态。
西门子 PLC培训讲义第一章 编程入门编程软件Step 7 Micro/WIN 的安装和使用:S7-200 PLC最多可带7个扩展(含DI/DO,智能,模拟量,定位,通讯等。
)安装: 运行安装盘中的setup.exe,根据提示进行安装。
如果有旧版本,则先卸载。
如果安 装过程中提示出错,可不理会,继续安装完,重启,然后卸载,重启,再重装一次。
运行: 打开Micro/WIN→Tools→(TD Keypad Designer→Tools)→Options→General→ Chinese→确定→确定→然后关闭窗口→退出Micro/WIN→重新打开Micro/WIN→进入中文界面。
基本概念,各模块的输入和输出地址是:输入点地址 (以每组8个点为准,这也叫作1个字节,按字节顺序排下去)I0.0 I0.1 I0.2 I0.3 I0.4 I0.5 I0.6 I0.7 (第0字节)I1.0 I1.1 I1.2 I1.3 I1.4 I1.5 I1.6 I1.7 (第1字节)I2.0 I2.1 I2.2 I2.3 I2.4 I2.5 I2.6 I2.7 (第2字节).输出点地址 (以每组8个点为准,这也叫作1个字节,按字节顺序排下去)Q0.0 Q0.1 Q0.2 Q0.3 Q0.4 Q0.5 Q0.6 Q0.7 (第0字节)Q1.0 Q1.1 Q1.2 Q1.3 Q1.4 Q1.5 Q1.6 Q1.7 (第1字节)Q2.0 Q2.1 Q2.2 Q2.3 Q2.4 Q2.5 Q2.6 Q2.7 (第2字节).模拟量输入点地址 (从0开始,以双数顺序一直排下去,按模块上通道的顺序) AIW0 AIW2 AIW4 AIW6 . . . .(模拟量输入为双数,因为每路模拟量为2个字节) 模拟量输出点地址 (从0开始,以双数顺序一直排下去,按模块上通道的顺序) AQW0 AQW2 AQW4 AQW6 . . . .(模拟量输出为双数,因为每路模拟量为2个字节)注意:输入和输出点的地址:按每组8个点(也叫1个字节)的顺序排下去,如果某个字节只用 部分点,则其他剩余的点将不能使用. 例如CPU224主机输入点是14个,其地址如下: I0.0 I0.1 I0.2 I0.3 I0.4 I0.5 I0.6 I0.7 (第0字节)I1.0 I1.1 I1.2 I1.3 I1.4 I1.5 (第1字节) 这时,第 1 字节的剩余的点 I1.6 I1.7 将不能使用, 如果要加 16 点扩展输入点模块, 该扩展模块上输入点的地址是:I2.0 I2.1 I2.2 I2.3 I2.4 I2.5 I2.6 I2.7 (第2字节)I3.0 I3.1 I3.2 I3.3 I3.4 I3.5 I3.6 I3.7 (第3字节) 又,例如CPU224主机输出点是10个,其地址如下:Q0.0 Q0.1 Q0.2 Q0.3 Q0.4 Q0.5 Q0.6 Q0.7 (第0字节)Q1.0 Q1.1 (第1字节) 这时,第1字节的剩余的点 Q1.2 Q1.3 Q1.4 Q1.5 Q1.6 Q1.7 将不能使用, 如 果要加8点扩展输出点模块,该扩展模块上输出点的地址是:Q2.0 Q2.1 Q2.2 Q2.3 Q2.4 Q2.5 Q2.6 Q2.7 (第2字节)→编程从“网络 1”开始(Network 1),所谓“网络”(Network)就是触点和线圈组成的 一个块,两个网络(Network)间没有线的连接(除了最左和最右的火线和零线).点击左边的箭头处,可以开始编程。

数控编程培训简明自学手册第一章基础知识一、数控技术基本知识:数控技术是柔性制造系统(Flexible Manufacturing system)、计算机集成制造系统(Computer Integrated Manufacturing System)和工厂自动化(Factory Automation)的基础技术之一。
(一)数控、数控机床及数控系统的概念(1)数控:就是数字控制(NC),是用数字化信号对机床的运动及其加工过程进行控制的一种方法。
(2)数控机床:是一种装有程序控制系统的机床,该系统能够逻辑地处理具有特定代码和其他符号编码指令规定的程序。
(3)数控系统:数控机床装有的程序控制系统,它能够逻辑地处理输入到系统中的具有特定代码的程序,并将其译码,使机床运动并加工零件。
(二)数控程序、数控编程的概念(1)数控程序:输入数控系统中的、使数控机床执行一个确定的加工任务、具有特定代码和其他符号编码的一系列指令,称为数控程序。
(2)数控编程:生成用数控机床进行零件加工的数控程序的过程。
二、数控机床的组成:数控机床一般由CNC系统、伺服系统和机械系统三大部分组成。
(一)CNC系统:CNC系统的主要功能包括:多轴联动、准备功能(G功能)、多种函数的插补运动(包括直线插补、圆弧插补、螺旋线插补等)、可编程偏置值的设定、固定循环加工、进给功能、主轴功能、刀具功能、各种补偿功能、子程序功能、宏程序功能等。
(二)伺服系统:用于实现数控机床的进给伺服控制与主轴伺服控制。
它包括进给伺服控制系统与主轴伺服控制系统。
(三)机械系统:数控机床的机械系统除包括机床基础件以外,还包括主轴部件、进给系统、实现工件回转与定位的附件、刀库与自动换刀装置、机械手等。
三、数控机床的工作方式:以FANUC及SIEMENS系统为例简要介绍6种工作方式:(一)返回参考点方式:数控机床开机之后,正式工作之前,必须先确定机床参考点,即确定刀具与机床原点的相对位置,这样刀具运动就有了基准点。