西门子802Dsl培训材料
- 格式:ppt
- 大小:3.46 MB
- 文档页数:9


802D SL 安装与调试内容提要本文通过对SIEMENS 802D SL 数控系统的安装与调试将使我们更加了解其工作原理,熟悉SIEMENS系统的性能。
本文首先对802Dsl数控系统、802Dsl伺服驱动模块及电机的硬件结构作了认识,对其各个接口的功能有了初步了解,对802D- sl数控系统有了一个整体的认识。
结合802Dsl 安装调试、802Dsl功能说明、802Dsl伺服驱动模块说明、802Dsl操作编程等说明资料对系统的元件及安装调试进行了初步的介绍。
其中对各元件名称、用途,已经系统的安装、调试以及一些注意事项都有提及。
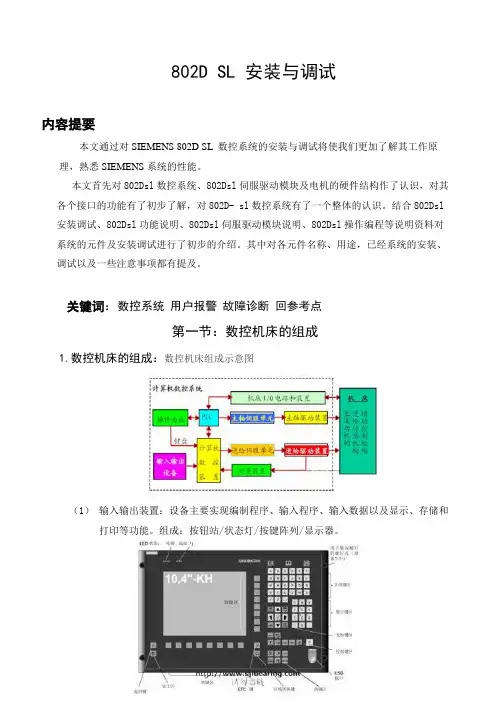
关键词:数控系统用户报警故障诊断回参考点第一节:数控机床的组成1.数控机床的组成:数控机床组成示意图(1)输入输出装置:设备主要实现编制程序、输入程序、输入数据以及显示、存储和打印等功能。
组成:按钮站/状态灯/按键阵列/显示器。
(2)数控系统数控系统是数控机床的“大脑”和“核心”,通常由一台通用或专用计算机构成。
组成:计算机系统、位置控制板、PLC接口板,通讯接口板、特殊功能模块以及相应的控制软件。
(3)伺服系统伺服驱动系统由伺服控制电路、功率放大电路和伺服电动机组成。
伺服驱动的作用,是把来自数控装置的位置控制移动指令转变成机床工作部件的运动,使工作台按规定轨迹移动或精确定位,加工出符合图样要求的工件,即把数控装置送来的微弱指令信号,放大成能驱动伺动电动机的大功率信号。
(4)辅助装置指数控机床的一些必要的配套部件,用以保证数控机床的运行,如冷却、排屑、润滑、照明、监测等。
它包括液压和气动装置、排屑装置、交换工作台、数控转台和数控分度头,还包括刀具及监控检测装置等。
(5)机床本体数控机床的机械部件包括:主运动部件,进给运动执行部件,如工作台、拖板及其传动部件,床身、立柱等支承部件;此外,还有冷却、润滑、转位和夹紧等辅助装置。
与传统机床相比,数控机床的外部造型、整体布局、传动系统与刀具系统的部件结构以及操作机构等都发生了很大的变化,这种变化的目的是为了满足数控技术的要求和充分发挥数控机床的特点。
§2.2SIEMENS-802D数控系统面板操作实训一、实训目的1.了解SIEMENS-802D数控系统面板各按键功能。
2.熟练掌握SIEMENS-802D数控系统的基本操作。
二、实训项目(一)认识SIEMENS-802D数控系统面板各按键及功能SIEMENS-802D数控系统面板主要由三部分组成,即CRT显示屏、编辑面板及操作面板。
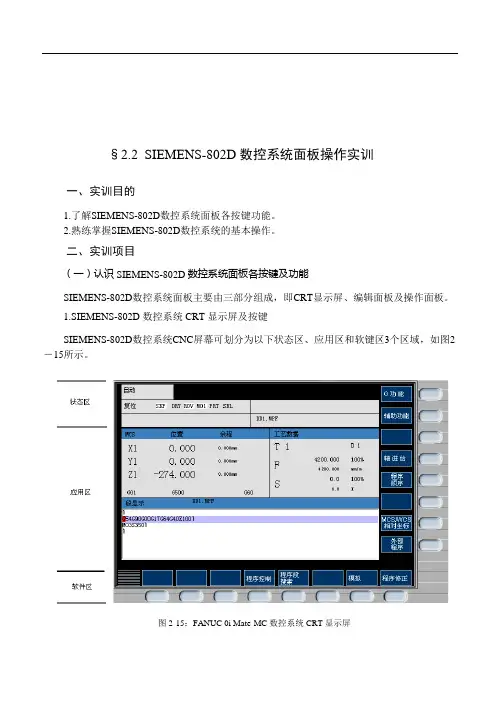
1.SIEMENS-802D数控系统CRT显示屏及按键SIEMENS-802D数控系统CNC屏幕可划分为以下状态区、应用区和软键区3个区域,如图2-15所示。
图2-15:FANUC 0i Mate-MC数控系统CRT显示屏(1)状态区如图2-16所示,每一区域的功用有所不同。
了解各区域的功用,非常有利于操作机床,可以实现更好的人-机交流。
各区显示含义见表2-4。
图2-16 SIEMENS-802D数控系统CNC屏幕状态区表2-4 状态区显示元素的含义显示区显示及含义1.操作激活区域,激活模式手动(JOG);手动1INC(1INC)手动10INC(1INC)手动100INC(1INC), 手动1000INC(1000INC),VAR INC自动(AUTOMATIC)偏置(Offset)程序(Program)程序管理(Program Manager)系统(System)报警(Alarm)2.报警和信息行带有报警文本的报警号信息文本3.程序状态复位(RESET)指程序被放弃/基本状态程序运行(RUN)指程序正在运行程序停止(STOP)指程序被停止4.程序控制状态SKP,DRY,ROV,M01,PRT,STB指在自动模式下的各程序控制5.存储存储6.NC信息显示加工信息7.选择零件程序程序名区显示所选择的程序的程序名(2)应用区状态区显示当前刀具坐标、当前的运行程序、当前刀具号和刀补号、当前转速和当前进给等信息,如图2-14所示。
(3)软键区不同的工作页面有不同的软件功能.2.SIEMENS-802D数控系统编辑面板的按键SIEMENS-802D数控系统编辑面板如图2-17所示,其各按键名称及用途见表2-5所示。

目录内容提要 (2)1.数控机床的组成结构和工作原理 (3)1.1数控机床的组成结构 (3)1.2数控机床的工作原理 (4)2.数控系统的各种型号和接口 (4)3.数控机床各部分之间的联系 (5)3.1数控系统各部分连接总图 (5)3.2通电准备 (6)4.系统的初始化 (6)5.PLC用户程序、调试 (7)5.1制作电缆 (7)5.2计算机与802D SL通讯过程 (8)5.3报警文本的制作与传输 (9)6.NC 调试 (12)6.1参数设定 (12)6.2总线设置 (12)6.3驱动模块定位 (12)6.4位置控制使能 (12)6.5传动参数配比 (13)6.6返回机床参考点 (13)总结 (16)参考文献 (17)内容提要随着工业自动化程度的不断提高,数控机床越来越多的应用到了工厂当中。
数控系统是数控机床的核心部分,一台数控机床的精度高低往往与数控机床的各个部件之间连接和调试有着密切的关系。
将一台数控机床从原来的部件组装成为能正常运转的机器,并且其精度要达到客户要求的范围,使其效率发挥到最大是首要任务。
而数控系统的安装与调试是这些工作中的重中之重。
当系统在运行过程中出现这种问题时,能正确的排除故障是每位数控维修人员必不可少的技能。
通过对SIEMENS 802D Solution Line 数控系统的安装与调试将使我们更加了解其工作原理,熟悉SIEMENS系统的性能,为我们以后的工作指导实践。
实习802D Solution line数控系统时,首先对802Dsl数控系统、802Dsl伺服驱动模块及电机的硬件结构作了认识,对其各个接口的功能有了初步了解,对802D- sl数控系统有了一个整体的认识。
在后面的实习过程中,结合802Dsl安装调试、802Dsl功能说明、802Dsl伺服驱动模块说明、802Dsl操作编程等说明资料对系统的安装调试进行了多次实践。
这份报告主要对 802Dsl的元件,安装,调试做了初步的介绍。
摘要当今世界各国制造业广泛采用数控技术,以提高制造能力和水平,提高对动态多变市场的适应能力和竞争能力。
此外世界上各工业发达国家还将数控技术及数控装备列为国家的战略物资,不仅采取重大措施来发展自己的数控技术及其产业,而且在“高精尖”数控关键技术和装备方面对我国实行封锁和限制政策。
总之,大力发展以数控技术为核心的先进制造技术已成为世界各发达家。
加速经济发展、提高综合国力和国家地位的重要途径。
此次设计设计的是西门子802DSL数控车床CK5116的电气设计。
是对所学课程的一次深入的全面复习,也是一次理论结合实际的训练,因此,它在几年的学习中占有重要的地位.就我个人而言,希望通过此次设计,对自己今后将从事的工作,进行一次适应性训练,通过设计锻炼自己分析问题,解决问题的能力,为以后的工作打下一个良好的基础。
由于能力有限,设计中尚有许多不足之处,希望各位教师给予批评指教。
关键词:数控技术、CK5116、电气设计目录目录 (1)第一章概述 (3)1.1 SIEMENS 802DSL系统的概述 (3)1.2 CQK5250数控双柱立式车床的概述 (4)1.3 CQK5250数控车床电气概述 (5)第二章西门子802DSL系统连接及系统调试 (6)2.1 SINUMERIK 802D solution line 系统连接 (6)1、西门子802DSL系统连接 (6)2、非调节型电源模块SLM与电机连接 (10)3、相关理论知识 (11)2.2 SINUMERIK 802D solution line 系统调试 (18)1、安装显示语言 (18)2、系统初始化 (19)3、802Dsl基本参数设定 (20)第三章 SINUMERIK 802Dsl系统参数的设定方法 (30)3.1 SINUMERIK 802Dsl机床参数的设定与调整方法 (30)3.2 CQK5252数控车床相关参数的设定 (33)总结.......................................... 错误!未定义书签。