材料成型新技术——连续定向凝固技术 - 副本
- 格式:docx
- 大小:458.30 KB
- 文档页数:12
连续定向凝固技术研究摘要针对日趋活跃的金属定向凝固技术,阐述定向凝固技术的基本原理,以及其特点。
简要说明了金属定向凝固技术的应用。
介绍了目前金属定向凝固技术在国内外的发展状况,存在的问题及未来的前景。
关键词金属;定向凝固;基本原理;技术特点;应用Continuous Unidirectional Solidification TechnologyZuojinrongAMM, University of Science and Technology Beijing, Beijing 100083, ChinaABSTRACT Directional solidification technology of metal has become ncreasingly act ive.Its basic principle and characteristics are descri bed.Its applications are also overviewed .The development state at home and abroad , problems and future prospects of directional solidification are summ arized.KEY WORDS Metal;directional solidification ;basic principle ;technicalcharacteristic ;application 绪论:金属的凝固,从传热学的角度是液态金属转变为固态的过程;从物理化学、金属学的观点就是结晶,即:形核和生长。
形核过程对金属材料晶粒的大小起着至关重要的作用;晶体生长关系到凝固后微观组织的形态,由于组成金属材料的晶体形态与金属材料的性质有关,如何控制晶体生长已成为控制金属材料性能的重要手段。
凝固组织的控制包括两方面的内容:(l)凝固组织形态的选择(2)控制凝固组织的尺寸、间距。
定向凝固技术1、定向凝固的研究状况定向凝固成形技术是伴随高温合金的发展而逐渐发展起来的,是在凝固过程中采用强制手段,在凝固金属和未凝固熔体中建立起特定方向的温度梯度,从而使熔体沿着与热流相反的方向凝固,以获得具有特定取向柱状晶的技术。
定向凝固技术很好的控制了凝固组织的晶粒取向,消除横向晶界,提高了材料的纵向力学性能,因而自美国普拉特·惠特尼航空公司采用高温合金定向凝固技术以来,这项技术得到广泛的应用。
1.1定向凝固理论的研究定向凝固理论的研究,主要涉及定向凝固中液-固界面形态及其稳定性,液-固界面处相变热力学、动力学,定向凝固过程晶体生长行为以及微观组织的演绎等,其中包括成分过冷理论、MS 界面稳定性、线性扰动理论、非线性扰动理论等。
从Chalmers[1]等的成分过冷理论到Mullins[2]等的界面稳定动力学理论(MS 理论),人们对凝固过程有了更深刻的认识。
下面主要分析一下成分过冷理论和界面稳定性理论。
(1)成分过冷理论成分过冷理论是针对单相二元合金凝固过程界面成分的变化提出的,如对于平衡分配系数小于1的合金在冷却下来时,由于溶质在固相和液相中的分配系数不同,溶质原子随着凝固的进行,被排挤到液相中去,并形成一定的浓度梯度,与这种溶质梯度相对应的液相线温度与真实温度分布之间有不同的值,其差值大于零时,意味着该部分熔体处于过冷状态,有形成固相的可能性而影响界面的稳定性。
Chalmers等人通过分析得出了成分过冷的判据,确定了合金凝固过程中固液界面前沿的形态取决于两个参数:G L/v和G L·v,即分别为界面前沿液相温度梯度和凝固速度的商和积。
前者决定了界面形态,而后者决定了晶体的显微组织(即枝晶间距或晶粒大小)[3]。
成分过冷理论能成功的判定无偏析特征的平面凝固的条件,避免胞晶或枝晶的生成。
但是成分过冷理论只考虑了温度梯度和浓度梯度这两个具有相反效应的因素对界面稳定性的影响,忽略了非平面界面的表面张力、凝固时的结晶潜热及固相中温度梯度等的影响。
《现代材料成型新技术》讲义重庆大学机械工程学院材料加工工程2004.5.26课程主要内容1.粉末冶金技术2.金属多孔材料3.定向凝固和单晶铸造4.金属超塑性5.连续铸造技术6.快速凝固技术和材料7.金属半固态成形技术第一章粉末冶金1.概述1.1粉末冶金的工艺:制粉,成型,烧结(发展到两者合一,HIP,或者三者合一,Osprey,以及烧结后的锻造)1.2优点:1)近终成型(用于高硬度材料,不利于机械加工零件)2)合金成分设计,可在宽范围控制成分(提高固溶度)3)可以得到复杂零件(锻造得不到)4)组织可控(铸造组织粗大)5)可制备人工复合材料1.3 缺点:1)粉末和模具成本高2)不适合大零件成型3)存在孔隙1)简化制粉工艺,提高产出率2)全致密工艺(热等静压)2制粉2.1传统制粉:电解,球磨,气体雾化,水雾化(粒径大:≥200μm;粒径分散度大;产出率低)2.2离心雾化和快速凝固制粉2.2.1旋转电极法(见图1.1、图1.2)图1.1 旋转电极法原理图图旋转电极过程中液膜破碎、球形粉形成原理图250转/秒≥150μm图1.3 不同形式的离心雾化250转/秒2.2.3高速转轮快速凝固法(RST)(图1.3C)改进的离心雾化法:提高冷却速度(水冷旋转轮) (≥106 ℃ /秒);高速转轮(400-600转/秒)优点:1)微晶或非晶粉末;成分偏析小;2)合金元素固溶度提高:表1.1 通过RST提高合金元素在铝中的溶解度力学性能提高:表1.2 用RST加入Li后,2024Al合金性能的改善•在T4和T6热处理状态下。
3)可消除有害相(高温合金的σ相),材料韧性提高4)得到亚稳组织,改变了合金共晶温度,共晶成分,扩大了合金成分范围,可以重新设计合金成分。
60000-80000H z 速度:2马赫≤50μm图1.4 真空雾化原理图1)气相沉积法:激光-蒸发-沉积(1公斤装置)产出率低;粒径小;μm (SiC粉)μm (Si3N4粉)2)液相法:溶液-微粒沉淀-干燥3.成型及致密化新技术致密度≤95%,模内致密度不均匀3.1 注射成型粉末,增塑剂(石蜡),黏结剂—>注射成型—>预烧结(排除有机物)—>成预坯—>烧结注射力提高了致密度和均匀性。
定向凝固法制备
定向凝固法是一种用于制备单晶材料的方法,通过控制材料的凝固过程,使其形成具有完整结晶结构的单晶体。
以下是关于定向凝固法制备单晶材料的基本步骤:
1. 材料选择:选择适合定向凝固法的材料,通常是金属、合金或半导体材料。
这些材料应具有良好的熔化性能和晶体生长特性。
2. 准备熔融物料:将选定的材料按照所需的比例混合,并加热至熔点以上形成均匀的熔体。
3. 制备结晶器:设计和制备用于定向凝固的结晶器。
结晶器通常由高温合金或陶瓷材料制成,具有特殊的外形和内部结构,以促进单晶的生长。
4. 温度控制:在结晶器中加热熔融物料,并控制温度梯度和梯度方向。
温度梯度的控制是非常重要的,它会影响单晶的生长速率和方向。
5. 单晶生长:将结晶器中的熔融物料冷却至凝固点以下,使其逐渐凝固形成单晶。
由于温度梯度的存在,单晶会从高温区向低温区生长,最终形成完整的单晶结构。
6. 单晶提取:待单晶完全凝固后,将其从结晶器中取出。
提取的过程需要
谨慎,以避免单晶的破碎或变形。
7. 后处理:对提取的单晶进行必要的后处理,如去除表面氧化物、调整尺寸和形状等,以得到符合要求的最终产品。
定向凝固法制备单晶材料的关键在于控制温度梯度和凝固速率,以确保单晶的生长方向和结晶质量。
这种方法广泛应用于材料科学和工程领域,用于制备用于电子器件、光学器件、航空发动机叶片等高性能应用的单晶材料。
简述定向(顺序)凝固的概念
定向(顺序)凝固是一种特殊的冷凝作用,其特点是在凝固过程
中有定向发展的能力,即凝固材料的微观结构可以朝一个特定
的方向发展,这与普通的凝固过程不同。
定向凝固可以按照不同的形式进行,它们囊括了若干技术,例
如熔模凝固、熔炉凝固、激光凝固和离子凝固。
它们可以精确
控制板块件材料的结构,从而为其在后面的切削、加工和组装
过程提供一种优化的解决方案。
定向凝固的主要优势是能够提高产品质量,并且产品经过定向
凝固之后可以大大提高结构强度。
它们可以很好的控制有害的
晶界胞晶的形成,从而提高凝固后的材料力学性能。
定向凝固
可以有效的减少材料结合过程中的力学应力,从而改善光学性能,使产品结构更加稳定,能满足客户对抗衰耗、高电流密度
和低功耗的要求。
此外,定向凝固还可以提高材料的耐热能力、抗化学介质能力
和电气绝缘性,因此它是一种有利可图的金属制造方式。
它在
机械制造、航空航天制造和军事制造领域中得到了广泛的应用。
总之,定向凝固可以提高产品的强度和稳定性,从而减少产品
的加工时间,降低加工成本,有效的提高产品的质量和性能,
是一种广泛应用的金属制造工艺技术。
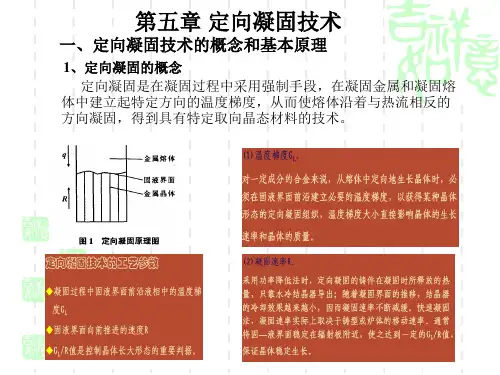
定向凝固定向凝固是指在凝固过程中采用强制手段,在凝固金属和未凝固金属熔体中建立起特定方向的温度梯度,从而使熔体沿着与热流相反的方向凝固,最终得到具有特定取向柱状晶的技术。
定向凝固是研究凝固理论和金属凝固规律的重要手段,也是制备单晶材料和微米级(或纳米级)连续纤维晶高性能结构材料和功能材料的重要方法。
自20世纪60年代以来,定向凝固技术发展很快。
由最初的发热剂法、功率降低法发展到目前广泛应用的高速凝固法、液态金属冷却法和连续定向凝固技术。
现代航空发动机的涡轮叶片和导向叶片是用铸造高温合金材料制成,这类材料晶界在高温受力条件下是较薄弱的地方,这是因为晶界处原子排列不规则,杂质较多,扩散较快,于是人们设想利用定向凝固方法制成单晶,消除所有晶界,结果性能明显提高了。
定向凝固技术广泛应用于高温合金、磁性材料、单晶生长、自生复合材料的制备等力面,并且在类单晶金属间化合物、形状记忆合金领域具有极广阔的应用前景。
制备方法:1. 发热剂法定向凝固技术的起始阶段。
基本原理:将铸型预热到一定温度后,迅速放到水冷铜底座上并立即进行浇注,顶部覆盖发热剂,侧壁采用隔热层绝热,水冷铜底座下方喷水冷却,从而在金属液和已凝固金属中建立起一个自下而上的温度梯度,实现定向凝固。
2. 功率降低法铸型加热感应圈分两段,铸件在凝固过程中不动,在底部采用水冷激冷板。
加热时上下两部分感应圈全通电,在加入熔化好的金属液前建立所要的温度场,注入过热的合金液。
然后下部感应圈断电,通过调节输入上部感应圈的功率,在液态金属中形成一个轴向温度梯度。
热量主要通过已凝固部分及底盘由冷却水带走。
由于热传导能力随着离水冷平台距离的增加而明显降低,温度梯度在凝固过程中逐渐减小,所以轴向上的柱状晶较短。
并且柱状晶之间的平行度差,合金的显微组织在不同部位差异较大,甚至产生放射状凝固组织。
3. 高速凝固法装置和功率降低法相似,多了拉锭机构,可使模壳按一定速度向下移动,改善了功率降低法温度梯度在凝固过程中逐渐减小的缺点;另外,在热区底部使用辐射挡板和水冷套,挡板附近产生较大的温度梯度,局部冷却速度增大,有利于细化组织,提高力学性能。
定向凝固技术
定向凝固技术是一种用于制造具有特定晶体取向的金属或合金材料的技术。
这种技术通过控制材料的凝固过程,使其在特定方向上生长,从而获得具有特定晶体取向的材料。
定向凝固技术的基本原理是在材料凝固过程中,通过控制凝固速度和温度分布,使晶粒在特定方向上生长。
这种技术通常使用定向凝固炉或定向凝固模具来实现。
定向凝固技术的优点包括:
1. 可以获得具有特定晶体取向的材料,从而提高材料的力学性能和物理性能。
2. 可以控制材料的晶粒尺寸和分布,从而提高材料的强度和韧性。
3. 可以减少材料中的缺陷和杂质,从而提高材料的质量和可靠性。
定向凝固技术广泛应用于航空航天、汽车、电子、医疗等领域,特别是在制造高强度、高韧性、高耐腐蚀性的材料方面具有重要作用。
定向凝固技术的发展与应用摘要:定向凝固技术是指利用一定的设备,在一定的工艺条件下使材料的组织具有特殊取向从而获得优异性能的工艺过程。
定向凝固技术是伴随着高温合金的发展而逐步发展起来的。
本文综述了定向凝固技术的定向凝固理论,对比分析了不同定向凝固方法的优缺点,并从四个方面论述了提高温度梯度的途径,最后对定向凝固技术的发展及应用前景做了展望。
关键词:定向凝固;工艺特点;温度梯度;应用1.引言凝固是材料制备与加工的重要手段之一,先进的凝固技术为先进材料开发与利用提供了技术条件。
凝固过程中包含了热量、质量和动量的传输过程,它们决定了材料凝固组织和成分分布,进而影响材料性能。
近20年中,不仅开发出许多先进凝固技术,也丰富和发展了凝固理论。
其中,先进凝固技术主要集中于如下几种类型:定向凝固、快速凝固与近快速凝固技术、外加物理场(压力场、电磁场、超重力或微重力场)中的凝固技术以及强制流动条件下的凝固技术等。
定向凝固技术是对金属材料进行凝固过程进行研究的重要手段之一,可用于模拟合金的凝固过程,制备高质量航空发动机定向和单晶叶片等。
同时,也是研究固液界面形态及凝固组织行之有效的技术手段。
定向凝固技术的出现是涡轮叶片发展过程中的一次重大变革。
铸造高温合金叶片的制造工艺经历了从等轴晶铸造到定向单晶凝固的发展过程,不仅在晶粒结构的控制上取得了很大进展,而且铸造性能也有了很大提高,常规的铸造高温合金尽管有较高的耐温能力,但材料的中温蠕变强度较低。
定向凝固技术能够使晶粒定向排列,在垂直于应力方向没有晶界,同时由于沿晶粒生长的(001)方向具有最低的弹性模量,这样将大大降低叶片工作时因温度不均匀所造成的热应力,因此使蠕变断裂寿命和热疲劳强度得到很大提高,如DS Mar-M200+Hf比等轴晶合金热疲劳性能提高了8倍。
此后,随着各种定向凝固技术的不断发展,固液界面前沿的温度梯度不断增大、冷却速率逐渐提高,定向生产的叶片综合性能也日2. 定向凝固理论2.1成分过冷理论Chalmers、Tiller[1, 2]等人在研究中发现在合金中液固界面前沿由于溶质富集导致平界面失稳而形成胞晶和枝晶,首次提出了著名的成将会产生成分过冷”分过冷”判据:G L m L C o( k o _ 1)V k0D L ( 1) 式中,G L为液固界面前沿液相温度梯度;V为界面生长速度;m L为液相线斜率;C o为合金平均成份;k o为平衡溶质分配系数;D L为液相中溶质扩散系数。
1连续定向凝固的基本原理连续定向凝固技术是热型连铸即OCC法发展的高级阶段,也是目前应用较多的单晶连铸方法。
其基本原理与OCC法相似,均是将结晶器的温度保持在熔体的凝固温度以上,绝对避免熔体在型壁上形核,完全消除等轴晶的来源,获得了单向凝固的柱状晶连续铸锭,熔体的凝固只在脱离结晶器的瞬间进行。
随着铸锭不断离开结晶器,熔体的凝固方向沿热流的反方向进行,这种方法最大的特点是改变传统的连续铸造中冷却结晶器为加热结晶器,熔体的凝固不在结晶器内部进行。
其原理见图1。
2连续定向凝固技术的特点连续定向凝固技术的特点:(1)在铸型出口端与冷却区之间具有高的温度梯度,型内金属液的热量主要沿拉铸方向单向传输,造成有利于定向凝固的条件,可铸出长度不受限制的单晶和柱状晶铸锭。
(2)铸锭与铸型之间始终存在一层液体膜,铸锭表面在离开铸型出口一小段距离之后才自由凝固,铸锭表面光滑呈镜面状。
金属液在铸型出口处凝固结壳,显著地减小铸件与型壁的磨擦磨损,可铸得表面非常光洁的复杂截面形状的薄壁型材。
因此,OCC技术可以称为一种新型成形技术,可用于制造那些通过塑性加工难以成型的硬脆合金及金属间化合物等线材、板材及复杂管材等。
(3)凸出的固液界面有利于凝固过程中析出的气体及夹杂不断排向液体,不被卷入铸锭,而且不存在补缩困难的问题。
因此,铸锭组织致密,无气孔、缩孔、缩松等铸造缺陷。
有利于后续的冷加工,可以减少甚至消除冷加工过程中的中间退火,节省了能源,提高了生产效率。
(4)凸出的固液界面有利于引晶阶段晶体的竞争生长,易于实现多晶组织向单晶的演化。
但是,由于铸锭在离开铸型时,表面仍呈液体状态,铸锭的成形依靠液膜表面张力与液体金属静压力和重力的平衡,使得该技术在具体的工艺方案及工艺控制上有其特殊性。
3连续定向凝固技术的应用定向凝固技术的实现,对研发新型金属材料和近成型产品,进一步开发金属材料的潜力起到了积极的推动作用。
目前,世界范围内有多家企业采用该技术开发产品,如日本大阪富士公司制造的连铸单晶镁以及用于弧焊的一系列铝合金线;日本O saka FujiKogyo公司生产的Sn-Bi共晶合金的焊丝;三井公司开发的各种复杂形状的热型连铸铜管等。
材料成型新技术报告学生姓名:学号:学院:材料学院班级:成型093 题目:连续定向凝固技术2012 年 11月连续定向凝固技术绪论金属的凝固,从传热学的角度是液态金属转变为固态的过程;从物理化学、金属学的观点就是结晶,即:形核和生长。
形核过程对金属材料晶粒的大小起着至关重要的作用;晶体生长关系到凝固后微观组织的形态,由于组成金属材料的晶体形态与金属材料的性质有关,如何控制晶体生长已成为控制金属材料性能的重要手段。
凝固组织的控制包括两方面的内容:(l)凝固组织形态的选择(2)控制凝固组织的尺寸、间距。
材料的使用性能是由其组织形态来决定的。
因此,包括调整成分在内,人们通过控制材料的制备过程以获得理想的组织从而使材料具有所希望的使用性能,控制凝固过程己成为提高传统材料的性能和开发新材料的重要途径。
定向凝固技术由于能得到一些具有特殊取向的组织和优异性能的材料,因而自它诞生以来得到了迅速的发展。
同时,由于定向凝固技术的出现,也为凝固理论的研究和发展提供了实验基础,因为在定向凝固过程中温度梯度和凝固速率这两个重要的凝固参数能够独立变化,从而可以分别研究它们对凝固过程的影响。
此外,定向凝固组织非常规则,便于准确测量其形态和尺度特征。
定向凝固技术是控制晶体生长、研究晶体生长行为最有效的方法,实现定向凝固的总原则为金属熔体中的热量严格的按单一方向导出,使金属或合金按柱状晶或单晶的方式生长。
金属熔体在凝固过程中,为了达到单一方向生长为柱状晶的目的,除满足上述总原则外,还必须满足以下两个条件:一是凝固过程中固液界面保持为平面,在界面前沿保持足够高的温度梯度,并且使此温度梯度与柱状晶生长速度的比值足够大;二是未凝固的液体有足够的过热度,避免型壁形核,防止型壁上形成的晶体脱落形成等轴晶的核心。
定向凝固的发展历程定向凝固过程的理论研究的出现是在1953年,那是Charlmers及其他的同事们在定向凝固方法考察液/固界面形态演绎的基础上提出了被人们称之为定量凝固科学的里程碑的成分过冷理论。
在20世纪60年代,定向凝固技术成功的应用于航空发动机涡轮叶片的制备上,大幅度提高了叶片的高温性能,使其寿命加长,从而有力地推动了航空工业发展。
近20年来,不仅开发了许多先进的定向凝固技术,同时对定向凝固理论也进行了丰富和发展,从Charlmers等的成分过冷理论到Mullins等的固/液界面稳定动力学理论(MS理论),人们对凝固过程有了更深刻的认识,从而又能进一步指导凝固技术的发展。
新型定向凝固技术ZMLMC法为了进一步提高温度梯度,李建国等人把区域熔炼技术(zoneMelting)和液态金属冷却法(LMC)相结合发展了一种新型定向凝固技术一区域熔化液态金属冷却法,即ZMLMC 法。
利用感应加热集中对凝固界面前沿液相进行加热,从而有效地提高了固液界面前沿的温度梯度。
据报道zMLMc最高温度梯度可达1300k/cm,最大冷却速度可达50k/s。
与传统定向凝固相比,枝晶组织明显得到细化。
定向凝固技术的发展直接推动了凝固理论的发展和深入。
从成分过冷理论到界面稳定动力学理论(MS理论),人们对凝固过程有了更深刻的认识,MS理论成功地预言了:随着生长速度的提高,固液界面形态将经历从平界面、胞晶*树枝晶*胞晶*带状组织*绝对稳定平界面的转变。
对大多数合金,实现高梯度绝对稳定性的临界温度梯度在5000K/cm以上,远远超过常规的定向凝固方法包括ZMLMC方法所能达到的温度梯度。
为了实现高温度梯度绝对稳定性,揭示在这种极端条件下凝固过程的规律,人们想到激光具有加热温度高,能量高度集中等特点,选用激光作加热源,在激光表面熔化快速定向凝固条件下,高密度激光源辐照材料表面使表面薄层(熔层深度一般不大于0.5mm)熔化,熔融金属与未熔基体接触良好,温度梯度和冷却速度高达106数量级,当用30Ps的激光脉冲表面淬火时,晶体生长速率高达230m/s,冷却速度较区域熔化液态金属冷却法大大提高(约为三个数量级)。
定向凝固技术发展的历史就是不断提高温度梯度和凝固速率的历史。
连续定向凝固技术连续定向凝固技术可获得理想的柱状晶组织,它的出现标志着定向凝固技术及晶体生长技术进入了一个崭新的阶段。
连续定向凝固方法大致可分为两种:(l) OCC法:日本千叶工业大学的大野笃美教授依据“晶体游离学说”发明了OCC(Ohn Coniinuous casting Proeess)方法;OcC方法的原理是将结晶器的温度保持在熔体的凝固温度以上,绝对避免在型壁上形核,熔体的凝固只在脱离结晶器的瞬间进行。
随着铸锭不断离开结晶器,晶体的生长方向与热流方向相反。
OCC方法三种形式及特点见表1。
表1 occ法三种形式及其特点(2)高温度梯度法:Flemings教授依据等轴晶形成机理“成分过冷学说”发明了HGqHighTemperatureGradientcasting)方法;这种方法追求高的温度梯度,实现的方法是使金属熔体达到近似于薄膜的程度,HGC法定向凝固原理图见图1。
图1 HGC法定向凝固原理图它们共同的特点是保持固液界面为平面;固液界面前沿液相中不形核;已经凝固的固相连续离开铸型;熔体的热量连续沿铸锭轴向传出。
随着凝固的进行,出现晶体的竞争生长,晶粒的数量逐渐减少,残留下来的只是与热流方向平行的柱状晶。
制备定向排列柱状晶组织铸锭的关键是:合金凝固时,热流方向是单向的;在固一液界面应有足够高的温度梯度,避免在凝固界面的前沿成分过冷或外来核心,使柱状晶横向生长受到限制;另外保证单向散热,绝对避免在侧面型壁形核、生长。
因此,要尽量抑制液态合金的形核能力,提高液态合金的纯洁度,避免氧化、吸气形成的杂质。
热型连续定向凝固原理及实验方法热型连续定向凝固技术又称大野式连续铸造,简occ(ohnoContinuousCasting),于1978年由日本千叶工业大学大野笃美教授(A.ohno)发明,并于1986年首次发表。
它是一项把先进的定向凝固技术与高效的连铸技术相结合的新型金属近净成型(near一net 一ShaPe)技术。
它通常是采用一个加热铸型和一个与之分离的冷却器代替连铸设备中的冷铸型,加热铸型使铸型内壁温度高于所铸金属的熔点以上,避免型壁形核。
直接冷却铸锭,使冷却器与铸型出口之间造成一个轴向温度梯度,以形成定向凝固条件,金属液在铸锭中心先凝固,铸锭外表面层金属液在脱离铸型后的瞬间凝固,可以得到单向生成的柱状晶组织。
通过各工艺参数的优化控制,使其有利于晶粒的竞争生长,则可以实现单晶连铸。
热型连续定向凝固的基本原理与方法热型连续定向凝固的基本原理大野笃美在研究铸锭组织的形成过程中,通过对金属熔体凝固过程的直接动态观察,提出了“结晶游离论”。
该理论的要点为:在型壁上形核的晶粒,由于溶质的偏析,使其根部的成长受到了抑制,这样,在稳定的凝固壳形成之前产生游离;这些游离的晶粒是铸锭中心区等轴晶的起始核心。
根据此理论,大野笃美教授提出了控制铸锭组织的基本原理:如果要得到等轴晶铸锭,就要找到等轴晶生成的场所,使结晶大量地生成、游离和沉淀;如果要得到柱状晶铸锭,则要阻止晶粒从其生成场所游离,使之迅速形成稳定的凝固壳。
如果将传统连铸中的冷铸型改为热铸型,则阻止了晶粒在铸型壁上的形核,可获得单向凝固的柱状晶连续铸锭。
此外,由于单向凝固过程中晶粒的竞争生长机制,若条件控制适合,就可以获得单晶铸锭,实现单晶的连铸生产。
热型连续定向凝固技术的原理如图2所示。
图 2 热型连续定向凝固与传统连铸的原理示意图热型连续定向凝固技术与传统连铸工艺的区别在于其铸型是加热的,而不是冷却的。
传统的连铸过程铸型同时起到结晶器的作用,合金液首先在铸型的激冷作用下凝固,并逐渐向中心生长,如图所示。
因此,在最后凝固的铸锭中心容易产生气孔、缩松、缩孔及低熔点合金元素与杂质元素的偏析。
同时,己凝固的固体壳层与铸型之间有较大的摩擦力。
而热型连续定向凝固过程中铸型温度高于合金液的凝固温度。
铸型只能约束合金液的形状,而不会在表面发生金属的凝固。
其凝固方式如图所示,凝固过程的进行是通过热流沿固相的导出维持的。
凝固界面通常是凸向液相的。
这一凝固界面形态利于获得定向或单晶凝固组织。
此外,热型连续定向凝固过程中固相不与铸型接触,固液界面是一个自由表面,在固相与铸型之间是靠合金液的界面张力维持的。
因此,可获得镜面的铸锭表面。
同时,由于不存在固相与铸型之间的摩擦力,铸锭可以连续抽拉,并且牵引力很小。
热型连续定向凝固技术的核心是避免凝固界面附近的测向散热,维持很强的轴向热流,保证凝固界面是凸向液相的。
维持这样的导热条件需要在离开凝固界面的一定位置强制冷却。
可采用类似于普通连铸过程二次冷却区的喷水冷却方式,而在凝固界面附近的液相一侧进行加热。
由于热型连续定向凝固法依赖于固相的导热,适合于具有大热导率的铝合金及铜合金。
同时,由于随着铸锭尺寸的增大,固相导热的热阻增大,维持一维散热条件变得更加困难,因而热型连续定向凝固技术对铸锭的尺寸有一定的限制,它只适用于小尺寸铸锭的连续铸造。
基本热型连续定向凝固方法热型连续定向凝固技术的构想始于1978年,目的是为了连续地制造表面异常光洁的铸锭。
基本热型连续定向凝固技术的连铸方法有上引法、下引法和横引法三种方法。
(1)下引法下引法是最简单的一种方法,其优点是冷却均匀,凝固条件优越,凝固过程中的夹杂易上浮,不易被卷入铸锭。
但该法的最大缺点是铸型出口处的压力难以控制,液体压力大,使铸型出口处和铸锭之间的液膜难于成型和保持,故易发生漏液事故。
为了克服下引法的缺点,将供液管设计成虹吸管式,但这种方法使得设备的制作及操作非常困难,因此,在实际实验中没有得到发展。
(2)上引法上引法中,气体和夹杂在浮力的作用下,始终滞留在液一固界面处,易被卷入铸锭。
同时,该法冷却装置设计复杂,尤其对热容量大、熔点高的金属,当需要用液体冷却剂冷却时,有冷却剂漏到金属液上发生爆炸的危险。
但这种方法凝固界面处的液体金属压力易控制,不会发生跑火事故,有利于成形,故实际中仍有采用。
(3)水平横引法水平横引法的优点则介于前两者之间,设备简单,冷却装置易于制造和安装。
但该法由于重力的作用,铸件在上下方向的尺寸受到限制,铸件中容易加入杂质,冷却上下不均匀,故适合于生产细棒材、小直径管材及薄壁板类型材。
水平横引法是目前研究和应用最多的,而且也是最为成功的。
在水平横引法的基础上,为了适应大规模生产的需要,在80年代末期又发明了回转加热铸型法,和上面开放水平加热铸型法两种带材连铸设备,可以制备定向凝固组织和单晶带材。
采用回转加热铸型设备成功制造出了宽100mm,厚3mm的单晶锌板材。
但由于该设备需要加热的铸型面积很大,且凝固后的板材与铸型的分离需要一个模型块,操作与控制较困难,故又改进为上面开放水平加热铸型的带材连铸设备(ohnoStripContinuouSCasting,简称OSCC法),在该装置上己成功地制出了宽50mm,厚2mm的铝带材。