压铆件扭力技术规范
- 格式:doc
- 大小:170.50 KB
- 文档页数:2
结构外购件技术要求压铆紧固件技术要求主要起草人:刘树忠、欧阳华审核人:周伟会签人:张斌、王文华、陈志明标准化审核人:洪霓玉批准人:钟荣华2010年06月30日发布 2010年07月01日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明本规范拟制与解释部门:整机工程部本规范的相关系列规范或文件:目录 List1 目的和适用范围.....................................................................目的 ............................................................................适用范围 ........................................................................2 引用的相关标准.....................................................................3 项目编码与建模命名.................................................................建模命名 ........................................................................4 功能描述...........................................................................5 要求...............................................................................结构尺寸 ........................................................................压铆螺母(S、CLS、SP系列)结构尺寸...........................................压胀铆螺母结构尺寸...........................................................平装压铆螺母(F系列)结构尺寸................................................压铆螺柱(SO、SOS、BSO、BSOS系列)结构尺寸...................................薄型压铆螺柱(TSO、TSOS、TBSO、TBSOS系列)结构尺寸 ...........................压铆螺钉(FH、FHS、FHP系列)结构尺寸.........................................薄型六角平齐压铆螺钉(TNFH、TNFHS系列)结构尺寸 ..............................压铆导销(TP系列)结构尺寸...................................................材料工艺及使用环境 ..............................................................机械性能及压铆力 ................................................................表面质量 ........................................................................铆接性能 ........................................................................环保要求 ........................................................................耐腐蚀要求 ......................................................................6 检验规则...........................................................................7 说明...............................................................................8 附录:压铆工艺及质量要求...........................................................通用压铆质量要求 ................................................................通用压铆工艺要求 ................................................................压铆螺母压铆要求 ................................................................压铆螺柱压铆要求 ................................................................压铆螺钉压铆要求 ................................................................压铆导销压铆要求 ................................................................表目录 List of Tables图目录 List of Figures1目的和适用范围1.1目的结构外购件技术要求是描述公司结构外购件的受控性文件,其作用为:供应厂商进行产品设计、生产和检验的依据。
3-12 常用压铆件技术规范1.目的:掌握常用压铆件的规格、参数、使用条件等技术资料,保证图纸工艺的统一性、正确性,方便生产部门高效作业。
2.适用范围龙光电业有限公司工程部3.压铆件、紧固件系列介绍压铆螺母柱STANDOFFS(SO、BSO、SOO类产品)3.1.1型号说明:3.1.1.1公制螺母柱BSO-3.5M3-8-ZI 盲孔螺柱 (SO-3.5M3-8-ZI为通孔螺柱)表面处理代码(白锌ZI、彩锌ZC、蓝锌ZU、黑锌ZB)五金零件的长度 (8mm)|螺纹代号.类型代号3.1.1.2英制螺母柱BSO-440-8-ZI 盲孔螺柱 (SO-440-8-ZI为通孔螺柱)表面处理代码(白锌ZI、彩锌ZC、蓝锌ZU、黑锌ZB)五金零件的长度代码*8/32=6.35mm)螺纹代号(第四号英制牙,每英吋长有40个牙).材料代号(盲孔普通钢材)3.1.2类型代号说明:螺柱类: SO 表示普通钢通孔螺柱, SOS 表示不锈钢通孔螺柱, SOA 表示铝材通孔螺柱.}BSO表示普通钢盲孔螺柱, BSOS表示不锈钢盲孔螺柱, BSOA表示铝材盲孔螺柱.SOO表示普通钢通孔通牙螺柱, SOOS表示不锈钢通孔通牙螺柱, SOOA 表示铝材通孔通牙螺柱.3.1.3备注:螺柱3.5M3与M3的区别:都是M3的芽,但3.5M3的壁厚比M3大,即底孔不一样.螺柱6440与440的区别: 即6440的壁厚比440大.6440的底孔为而440的底孔为3.1.4 预冲底孔参数型号预冲底孔=C+CM3φ$φ3.5M3φφM4φφ3.5M4φφM5,φ。

文件编号修订次/版次发布日期实施日期修订日期页次3/91、目的本规范为压铆工序提供加工方法的工艺操作指导。
2、范围本规范适用于公司各类压铆类产品的生产及质量检验,也可用于指导外购件的验收。
当客户有指定标准时,则依客户标准为准。
3、内容3.1 压铆零件的表面工序处理3.1.1 产品压铆零件的压铆部位在压铆前表面不允许有锈蚀;3.1.2 铝板、覆铝锌板等表面不喷涂零件压铆时,必需戴纱线防护手套;3.1.3 压铆零件的压铆部位有覆膜时,需预先撕掉加工部位的覆膜方可压铆;3.1.4 当压铆螺母柱与丝印工序干涉时,应先丝印后压铆,同时做好产品表面防护;3.2 试加工调整行程根据零件加工要求和试加工工件的表面压痕调试好压铆机冲头行程和安装压力参数。
3.3 确认压铆件的尺寸3.3.1 压铆螺母的编码规则和选用:文件编号修订次/版次发布日期实施日期修订日期页次4/93.3.2 压铆螺母的参考性能参数:3.3.3 压铆定位销:文件编号修订次/版次发布日期实施日期修订日期页次5/93.3.4 压铆螺母柱:3.4 压铆模具的选用3.4.1 根据压铆件在零件中位置和零件的外形来选择模具;3.4.2 上模压铆面应平整无损,以保证压铆后正面平整;3.4.3 清洁上下模,不允许有任何夹杂和硬物;3.4.4 压铆螺母柱和螺钉时的刃口不允许有明显的圆角过渡,以保证压铆件充分进入卡槽,同时下模底孔应和开孔底孔一致,或在允许范围内(参见开孔工艺规范)。
3.5 压铆工艺要求压铆的安装力矩大小可依附表为基准,若有需要,视实际生产情况作适当调节。
压铆后,需保证铆件与被压产品表面垂直、相吻合,无压偏、压斜、变形、间隙、漏压等现象。
3.5.1 为了保证铆件与零件表面垂直及压铆件在零件中与表面平整或平行,需将零件加工面托平;3.5.2 齿圈压铆件:压铆后铆件凸台与零件表面应贴合紧密且无缝隙;3.5.3 六方压铆件:压铆后零件表面平整;3.5.4 铝板压铆后要求正面平整,背面铆件与铝板间目测无缝隙;3.5.5 当喷涂件的铆件头部处与丝印工序干涉且影响丝印质量时,可用120#砂轮对压铆件头部处进行打磨,使其略凹下0~0.2mm,于喷涂前打磨刮腻子掩盖;3.5.6 压铆后的零件应托平,使铆件垂直从下模底孔中取出,避免铆件磕碰模具受力发生倾斜;3.6 检验压铆后,应对铆件的抗推力、扭力作检测。
3-12 常用压铆件技术规范1.目的:掌握常用压铆件的规格、参数、使用条件等技术资料,保证图纸工艺的统一性、正确性,方便生产部门高效作业。
2.适用范围龙光电业有限公司工程部3.压铆件、紧固件系列介绍压铆螺母柱STANDOFFS(SO、BSO、SOO类产品)3.1.1型号说明:3.1.1.1公制螺母柱BSO-3.5M3-8-ZI 盲孔螺柱 (SO-3.5M3-8-ZI为通孔螺柱)表面处理代码(白锌ZI、彩锌ZC、蓝锌ZU、黑锌ZB)五金零件的长度 (8mm)|螺纹代号.类型代号3.1.1.2英制螺母柱BSO-440-8-ZI 盲孔螺柱 (SO-440-8-ZI为通孔螺柱)表面处理代码(白锌ZI、彩锌ZC、蓝锌ZU、黑锌ZB)五金零件的长度代码*8/32=6.35mm)螺纹代号(第四号英制牙,每英吋长有40个牙).材料代号(盲孔普通钢材)3.1.2类型代号说明:螺柱类: SO 表示普通钢通孔螺柱, SOS 表示不锈钢通孔螺柱, SOA 表示铝材通孔螺柱.}BSO表示普通钢盲孔螺柱, BSOS表示不锈钢盲孔螺柱, BSOA表示铝材盲孔螺柱.SOO表示普通钢通孔通牙螺柱, SOOS表示不锈钢通孔通牙螺柱, SOOA 表示铝材通孔通牙螺柱.3.1.3备注:螺柱3.5M3与M3的区别:都是M3的芽,但3.5M3的壁厚比M3大,即底孔不一样.螺柱6440与440的区别: 即6440的壁厚比440大.6440的底孔为而440的底孔为3.1.4 预冲底孔参数型号预冲底孔=C+CM3φ$φ3.5M3φφM4φφ3.5M4φφM5,φ。
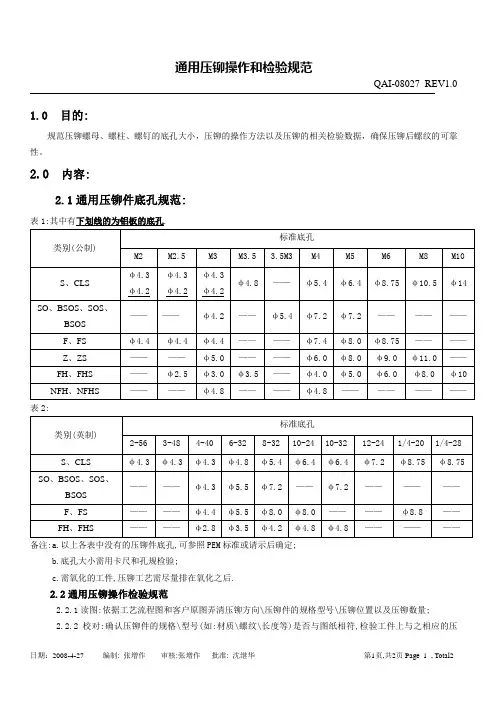
QAI-08027 REV1.0 1.0目的:规范压铆螺母、螺柱、螺钉的底孔大小,压铆的操作方法以及压铆的相关检验数据,确保压铆后螺纹的可靠性。
2.0 内容:2.1通用压铆件底孔规范:表1:其中有下划线的为铝板的底孔.表2:备注:a.以上各表中没有的压铆件底孔,可参照PEM标准或请示后确定;b.底孔大小需用卡尺和孔规检验;c.需氧化的工件,压铆工艺需尽量排在氧化之后.2.2通用压铆操作检验规范2.2.1读图:依据工艺流程图和客户原图弄清压铆方向\压铆件的规格型号\压铆位置以及压铆数量;2.2.2 校对:确认压铆件的规格\型号(如:材质\螺纹\长度等)是否与图纸相符,检验工件上与之相应的压QAI-08027 REV1.0铆件底孔是否正确;2.2.3 调压:根据工件的形状和大小选用合适的压铆机床,再依据压铆件安装力规范(见附表)调整机床压力;2.2.4 制作首样:a.操作前需戴好手套,电镀\氧化和不作表面处理的零件严禁用裸手触摸,为防止压铆过程中划伤工作表面,可在机床上与工件相接触面贴耐高温胶纸保护;b.压铆过程中需持稳工件,需保持压铆平面与压铆方向垂直,且压铆件的摆放不能歪斜\偏位; 2.2.5检验:a.压铆后目测压铆件是否与工件压铆平面贴紧\垂直(如图示): 压铆螺母: 压铆螺柱\螺钉:b.用螺钉\螺母实配检验螺纹是否变形,用扭力批和推拉力计检测压铆件的扭力矩和推拉力;c.做好首样检验记录,并签认,合格后贴好首件标签作为样件。
3.0说明说明:文中压铆件通指为压铆螺母\压铆螺钉\压铆螺柱的总称。
此面不得有凸起变形现象面与面相接触的缝隙需贴死此面需保持平整, 不得有凹凸不平变形现象。
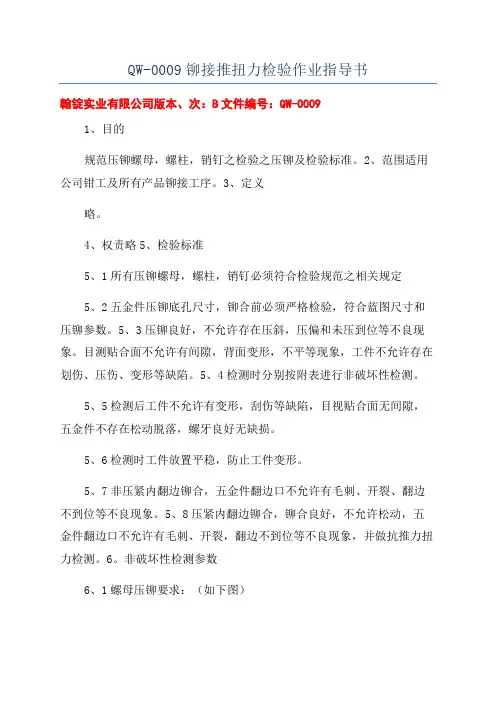
QW-0009铆接推扭力检验作业指导书翰锭实业有限公司版本、次:B文件编号:QW-00091、目的规范压铆螺母,螺柱,销钉之检验之压铆及检验标准。
2、范围适用公司钳工及所有产品铆接工序。
3、定义略。
4、权责略5、检验标准5、1所有压铆螺母,螺柱,销钉必须符合检验规范之相关规定5、2五金件压铆底孔尺寸,铆合前必须严格检验,符合蓝图尺寸和压铆参数。
5、3压铆良好,不允许存在压斜,压偏和未压到位等不良现象。
目测贴合面不允许有间隙,背面变形,不平等现象,工件不允许存在划伤、压伤、变形等缺陷。
5、4检测时分别按附表进行非破坏性检测。
5、5检测后工件不允许有变形,刮伤等缺陷,目视贴合面无间隙,五金件不存在松动脱落,螺牙良好无缺损。
5、6检测时工件放置平稳,防止工件变形。
5、7非压紧内翻边铆合,五金件翻边口不允许有毛刺、开裂、翻边不到位等不良现象。
5、8压紧内翻边铆合,铆合良好,不允许松动,五金件翻边口不允许有毛刺、开裂,翻边不到位等不良现象,并做抗推力扭力检测。
6。
非破坏性检测参数6、1螺母压铆要求:(如下图)6。
1、1铆合必须牢固,贴合面不得有间隙,能抗标准推扭力。
6。
1、2螺牙良好,不得变形,破裂。
翰锭实业有限公司版本、次:B文件编号:QW-00096。
2.螺柱铆合要求(如下图)6。
2、11铆合必须牢固,贴合面不得有间隙,能抗标准推扭力。
6。
2、2垂直度保证90。
0°±0。
5°翰锭实业有限公司版本、次:B文件编号:QW-00096。
3销钉铆合要求:(如下图)6。
3、1铆合必须牢固,贴合面不得有间隙,能抗标准推扭力。
6。
3、2直度保证90。
0°±0。
5°6。
4销钉铆合要求:(如下图)6。
4、1铆合必须牢固,贴合面不得有间隙,能抗标准推扭力。
6。
4、2直度保证90。
0°±0。
5°7.相关表单7。
1初件制程检验记录(QR-0008)翰锭实业有限公司版本、次:B文件编号:QW-0009。
压铆技术操作规范
1. 引言
本操作规范旨在规范压铆技术的操作,确保操作的安全性和高效性。
压铆技术是一种常用的连接技术,适用于连接金属和非金属材料,广泛应用于机械制造、航空航天等行业。
2. 操作要求
在进行压铆技术操作时,以下要求应被严格遵守:
2.1 设备准备
- 确保所使用的压铆设备符合相关标准,并经过定期维护和检修。
- 检查压铆设备是否正常运行,及时发现并修复设备故障。
2.2 操作规范
- 操作人员应经过专业培训,熟悉压铆技术操作流程。
- 在操作前,检查压铆设备和连接件的质量和完整性,确保符合要求。
- 检查所需的压铆件是否配备齐全,包括铆钉、垫圈等。
- 根据产品规格和要求,选择合适的压铆件进行操作。
- 在操作过程中,确保材料的刚性支撑以避免材料变形。
- 控制压铆机的压力和时间,确保连接效果良好。
- 检查压铆结果,确保连接牢固,不出现松动和裂纹等问题。
2.3 安全措施
- 操作人员应穿戴符合安全标准的个人防护装备,包括安全帽、护目镜、防护手套等。
- 在操作过程中保持良好的工作环境,确保空气流通和充足的
照明。
- 确保周围没有可燃和易爆物品,避免引发意外事故。
- 在操作过程中,严禁离开岗位或与他人交谈,集中注意力进
行操作。
3. 引用标准
- GB/T XXXX-XXXX《压铆设备技术要求》
以上是对压铆技术操作的规范要求,希望所有从事压铆技术的
操作人员能够认真遵守,确保操作的安全和质量。
如对本规范有任
何疑问或建议,请与相关部门联系。
nfh压铆螺钉扭力标准
NFH压铆螺钉扭力标准是指按照NFH(Navy Forging Handbook)标准进行压铆螺钉时所需的扭力范围。
根据NFH标准,压铆螺钉的扭力应在一定的范围内,以确保螺钉安全地连接工件。
这个扭力范围取决于螺钉的尺寸、材料和工作环境等因素。
一般来说,NFH标准会提供一个最小和最大扭力值,压铆螺钉时需要控制在这个范围内。
使用正确的扭力可以确保螺钉紧固力适中,既能够达到连接工件的要求,又不会过紧或过松。
需要注意的是,压铆螺钉时扭力的选择也要考虑到材料的强度和工作环境的要求,以避免螺钉断裂或松动等问题。
总而言之,NFH压铆螺钉扭力标准是为了确保螺钉连接工件的质量和安全性而制定的,对于正确使用和安装压铆螺钉具有重要指导意义。
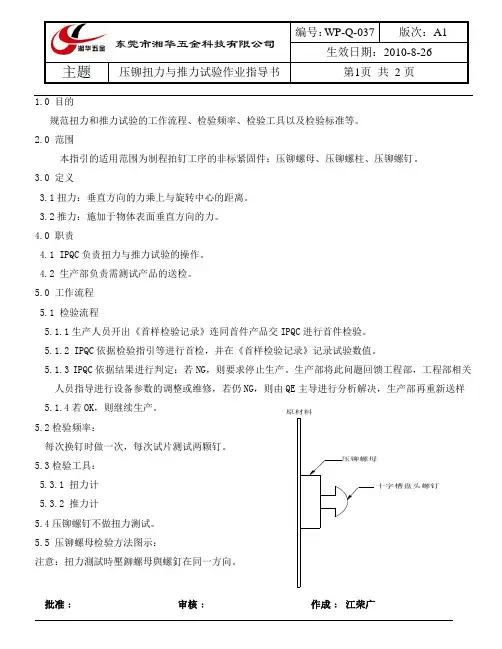
主题压铆扭力与推力试验作业指导书第1页 共 2页批准﹕ 审核﹕ 作成﹕ 江荣广1.0 目的规范扭力和推力试验的工作流程、检验频率、检验工具以及检验标准等。
2.0 范围本指引的适用范围为制程拍钉工序的非标紧固件:压铆螺母、压铆螺柱、压铆螺钉。
3.0 定义3.1扭力:垂直方向的力乘上与旋转中心的距离。
3.2推力:施加于物体表面垂直方向的力。
4.0 职责4.1 IPQC 负责扭力与推力试验的操作。
4.2 生产部负责需测试产品的送检。
5.0 工作流程 5.1 检验流程5.1.1生产人员开出《首样检验记录》连同首件产品交IPQC 进行首件检验。
5.1.2 IPQC 依据检验指引等进行首检,并在《首样检验记录》记录试验数值。
5.1.3 IPQC 依据结果进行判定:若NG ,则要求停止生产。
生产部将此问题回馈工程部,工程部相关人员指导进行设备参数的调整或维修,若仍NG ,则由QE 主导进行分析解决,生产部再重新送样 5.1.4若OK ,则继续生产。
5.2检验频率:每次换钉时做一次,每次试片测试两颗钉。
5.3检验工具: 5.3.1 扭力计 5.3.2 推力计5.4压铆螺钉不做扭力测试。
5.5 压铆螺母检验方法图示:注意:扭力測試時壓鉚螺母與螺釘在同一方向。
十字槽盘头螺钉压铆螺母原材料主题压铆扭力与推力试验作业指导书第2页共2页5.6检验标准:5.6.1 压铆螺母类非破坏性检测参数压铆螺母类螺母型号螺母规格料厚(mm) 压铆底孔(mm)推力(kgf) 扭力(kgf.vom)铁板铝板铁板铝板S SS CLS CLSS SP H HN HNL AS AC LAS LAC M2,M2.50-1.04.2515.0 12.0 5.0 4.01.0-2.0 18.0 15.66 7.0 5.62.0以上21.0 18.0 9.0 7.0M30-1.04.2518.0 15.6 11.3 9.01.0-2.0 21.0 17.6 13.5 10.82.0以上23.0 20.0 15.0 12.8M3.50-1.04.7521.0 17.0 14.0 11.21.0-2.0 23.0 20.0 16.0 12.82.0以上26.0 23.0 18.0 14.4M40-1.05.427.0 24.0 20.0 18.61.0-2.0 30.0 27.0 23.0 20.02.0以上35.0 30.0 27.0 23.0≥M50-1.06.440.0 35.4 30.4 28.01.0-2.0 45.0 40.0 35.0 30.82.0以上50.0 45.0 40.0 35.0F M3-M5 0.76 N/A 27.0 21.0 N/A N/A1.37 30.0 24.0 N/A N/A型号规格推力(kgf) 扭力(kgf.vom)铁板铝板铁板铝板SO,SOS,SOA, SON, BSOS, BSO,BSON M3-M525.0(T≤1.0) 20.0(T≤1.0)11.5 9.030.0(T>1.0) 24.0(T>1.0)翻边铆合螺柱M3 25.0(T≤1.0) 20.0(T≤1.0) 7.5 6.0 M3.530.0(T>1.0) 24.0(T>1.0)8.1 6.4 M4.0 8.7 7.0型号规格推力(kgf) 扭力(kgf.vom)FH,FHS,FHA,TFH TFHS,HFH,HFHS, HFHB,FH4M3 16.0 8.0 M3.5 18.0 9.0 M4 20.0 10.05.7。
PEM压铆螺母扭力标准PEM压铆螺母是由PennEngineering公司设计的一种用于在薄板上创建螺纹孔的特殊螺母。
PEM压铆螺母通常使用压铆工艺安装到薄板中。
与此相关的扭矩标准涉及到确保PEM压铆螺母在安装过程中获得适当的紧固力,以确保其性能和可靠性。
以下是有关PEM压铆螺母扭力标准的简要概述:PEM压铆螺母扭力标准1. 引言PEM压铆螺母的安装扭力标准旨在确保螺母在安装到薄板时能够达到所需的紧固力,以保证连接的可靠性和性能。
2. 设备分类根据应用需求,PEM压铆螺母扭力标准可能因螺母型号和规格而异。
根据具体的PEM压铆螺母类型,有可能有不同的扭力要求。
3. 安装工艺PEM压铆螺母的安装通常使用专用的压铆设备。
在安装过程中,关键的参数包括:3.1 扭力控制根据螺母型号和规格,确定适当的扭矩范围,确保螺母能够牢固安装。
3.2 压铆工艺采用适当的压铆工艺,确保PEM压铆螺母正确地压铆到薄板中,形成稳固的螺纹。
4. 扭力标准PEM公司通常会提供有关每个型号和规格的PEM压铆螺母的推荐扭力值。
这些标准可能根据螺母的直径、材料、应用要求等因素而异。
4.1 标准化在制定扭力标准时,应考虑标准化以确保在各个生产批次中获得一致的性能。
4.2 验证制造商通常会建议进行扭矩验证,以确保实际安装中达到所需的紧固力。
5. 质量控制PEM压铆螺母的质量控制涉及到确保每个产品都符合相关的扭力标准。
生产中可能涉及到的质量控制措施包括:5.1 扭矩传感器使用精密的扭矩传感器监测安装过程中的扭矩,确保其在规定范围内。
5.2 扭矩校准对生产设备进行定期的扭矩校准,以确保其准确度和一致性。
6. 结论PEM压铆螺母扭力标准是确保产品性能和连接质量的关键因素。
在制定和执行这些标准时,制造商应密切关注螺母的设计规格和应用要求,以确保其在实际使用中能够提供卓越的性能。
质量控制和标准化是确保产品一致性和可靠性的关键步骤。
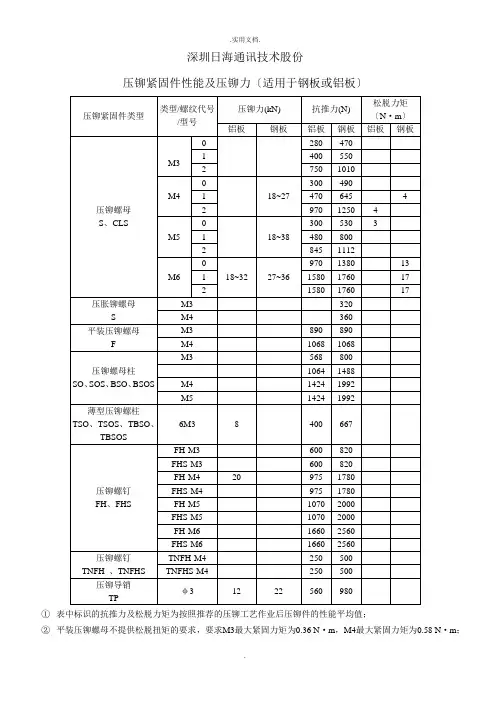
S,CLS类压铆螺母得安装力、推出力、扭力标准
S型碳钢压铆螺母及CLS不锈钢压铆螺母得安装力,推出力及扭力值(公制):
上述以及下述表格中得各项安装力,推出力以及扭出力值为在指定得安装条件下,按正常得操作流程安装所测得数值得平均值。
安装孔得尺寸,安装板材质以及操作步骤得变化,均会导致最终测试数据得差异。
以上参数仅供参考。
美制规格得S型碳钢压铆螺母及CLS不锈钢压铆螺母得安装力,推出力及扭力值:
产品类型螺纹编码铆接厚度代码测试安装板材质
安装力推出力扭出力(lbs、) (lbs、) (inlbs、)
S CLS
0
5052—H34铝材
1 90 10 256
2 170 13
SP类不锈铁压铆螺母得安装力、推出力及扭力值公制规格得SP不锈铁压铆螺母得安装力推出力及扭力:
美制规格得SP不锈铁压铆螺母得安装力推出力及扭力:。
S,CLS类压铆螺母的安装力、推出力、扭力标准
S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值(公制):
上述以及下述表格中的各项安装力,推出力以及扭出力值为在指定的安装条件下,按正常的操作流程安装所测得数值的平均值。
安装孔的
尺寸,安装板材质以及操作步骤的变化,均会导致最终测试数据的差异。
以上参数仅供参考。
美制规格的S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值:
SP类不锈铁压铆螺母的安装力、推出力及扭力值
公制规格的SP不锈铁压铆螺母的安装力推出力及扭力:
美制规格的SP不锈铁压铆螺母的安装力推出力及扭力:。
文件编号修订次/版次发布日期实施日期修订日期页次3/91、目的本规范为压铆工序提供加工方法的工艺操作指导。
2、范围本规范适用于公司各类压铆类产品的生产及质量检验,也可用于指导外购件的验收。
当客户有指定标准时,则依客户标准为准。
3、内容3.1 压铆零件的表面工序处理3.1.1 产品压铆零件的压铆部位在压铆前表面不允许有锈蚀;3.1.2 铝板、覆铝锌板等表面不喷涂零件压铆时,必需戴纱线防护手套;3.1.3 压铆零件的压铆部位有覆膜时,需预先撕掉加工部位的覆膜方可压铆;3.1.4 当压铆螺母柱与丝印工序干涉时,应先丝印后压铆,同时做好产品表面防护;3.2 试加工调整行程根据零件加工要求和试加工工件的表面压痕调试好压铆机冲头行程和安装压力参数。
3.3 确认压铆件的尺寸3.3.1 压铆螺母的编码规则和选用:文件编号修订次/版次发布日期实施日期修订日期页次4/93.3.2 压铆螺母的参考性能参数:3.3.3 压铆定位销:文件编号修订次/版次发布日期实施日期修订日期页次5/93.3.4 压铆螺母柱:3.4 压铆模具的选用3.4.1 根据压铆件在零件中位置和零件的外形来选择模具;3.4.2 上模压铆面应平整无损,以保证压铆后正面平整;3.4.3 清洁上下模,不允许有任何夹杂和硬物;3.4.4 压铆螺母柱和螺钉时的刃口不允许有明显的圆角过渡,以保证压铆件充分进入卡槽,同时下模底孔应和开孔底孔一致,或在允许范围内(参见开孔工艺规范)。
3.5 压铆工艺要求压铆的安装力矩大小可依附表为基准,若有需要,视实际生产情况作适当调节。
压铆后,需保证铆件与被压产品表面垂直、相吻合,无压偏、压斜、变形、间隙、漏压等现象。
3.5.1 为了保证铆件与零件表面垂直及压铆件在零件中与表面平整或平行,需将零件加工面托平;3.5.2 齿圈压铆件:压铆后铆件凸台与零件表面应贴合紧密且无缝隙;3.5.3 六方压铆件:压铆后零件表面平整;3.5.4 铝板压铆后要求正面平整,背面铆件与铝板间目测无缝隙;3.5.5 当喷涂件的铆件头部处与丝印工序干涉且影响丝印质量时,可用120#砂轮对压铆件头部处进行打磨,使其略凹下0~0.2mm,于喷涂前打磨刮腻子掩盖;3.5.6 压铆后的零件应托平,使铆件垂直从下模底孔中取出,避免铆件磕碰模具受力发生倾斜;3.6 检验压铆后,应对铆件的抗推力、扭力作检测。
压铆力矩要求
以下是 7 条关于“压铆力矩要求”的内容:
1. 压铆力矩要求可太重要啦!就好像建房子得把根基打牢一样,力矩不对那可不行!比如说你拧螺丝的时候,松松垮垮能行么?
2. 嘿,你可别小看这压铆力矩要求啊!这就好比一场比赛,得按规则来,不然就乱套啦!就像上次小李不注意力矩,结果出大问题了,多吓人呀!
3. 压铆力矩要求真不是开玩笑的哟!这就跟走路得一步步稳稳的,不然不就容易摔跤嘛!你想想,要是在重要设备上力矩没弄好,那后果得有多严重啊!
4. 哇塞,压铆力矩要求那是绝对要重视的呀!它就好像是个精确的导航,指引你正确操作呢!要是有人不在乎,那不就像开着车乱闯一样危险嘛!
5. 压铆力矩要求真的超级关键呀!这不就跟给病人开药一样,剂量得准呀,不然能治好病么?有次小王就差点弄错力矩,幸好被及时发现了呢!
6. 哎呀呀,压铆力矩要求可容不得马虎哟!就像弹钢琴,每个音符都得恰到好处,不然整首曲子就毁啦!你说是不是这个道理呀?
7. 压铆力矩要求那绝对是不能轻视的啊!它好比是心脏的跳动,必须规律有力呀!要是没达到要求,那不就跟心脏出问题了一样糟糕么!
我的观点结论就是:压铆力矩要求非常重要,必须严格遵守和把控,容不得一丝马虎和大意。