螺纹理论课件
- 格式:ppt
- 大小:7.03 MB
- 文档页数:8

查看完整版本: [-- NPT螺纹参数--]中国机械CAD论坛 -> 基础理论-> NPT螺纹参数[打印本页] 登录-> 注册-> 回复主题-> 发表主题jackyyang2007-04-14 12:50 NPT螺纹参数sk8888882007-10-17 15:08不知道包括油田用的油管吗?110952008-06-12 14:06第一章国标螺纹的一般知识一. 螺纹的分类1. 螺纹分内螺纹和外螺纹两种;2. 按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3. 按线数分单头螺纹和多头螺纹;4. 按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5. 按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二. 米制普通螺纹1. 米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1. 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2. 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3. 米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1. 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7M6 1 4.9 5 5.9 M27 3 23.8 24 26.7M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5M16 2 13.8 14 15.7 M48 5 42.5 43 47.5M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.53.2. 米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
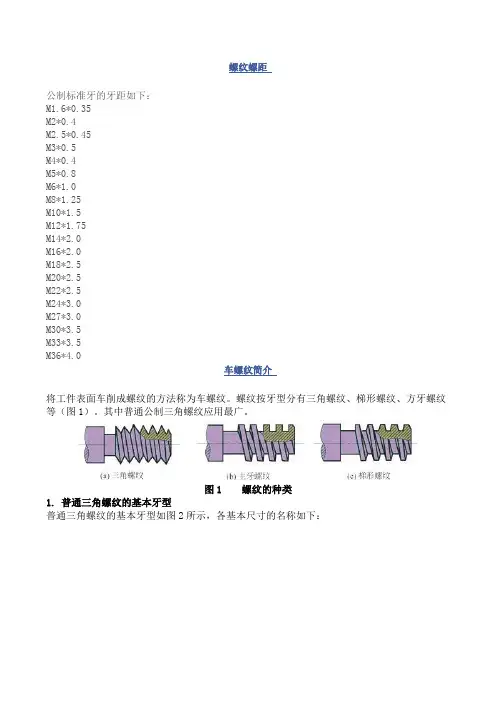
螺纹螺距公制标准牙的牙距如下:M1.6*0.35M2*0.4M2.5*0.45M3*0.5M4*0.4M5*0.8M6*1.0M8*1.25M10*1.5M12*1.75M14*2.0M16*2.0M18*2.5M20*2.5M22*2.5M24*3.0M27*3.0M30*3.5M33*3.5M36*4.0车螺纹简介将工件表面车削成螺纹的方法称为车螺纹。
螺纹按牙型分有三角螺纹、梯形螺纹、方牙螺纹等(图1)。
其中普通公制三角螺纹应用最广。
图1 螺纹的种类1. 普通三角螺纹的基本牙型普通三角螺纹的基本牙型如图2所示,各基本尺寸的名称如下:图2 普通三角螺纹基本牙型D—内螺纹大径(公称直径);d—外螺纹大径(公称直径);D2 —内螺纹中径;d2—外螺纹中径;D1 —内螺纹小径;d1—外螺纹小径;P—螺距;H—原始三角形高度。
决定螺纹的基本要素有三个:牙型角α 螺纹轴向剖面内螺纹两侧面的夹角。
公制螺纹α=60o,英制螺纹α=55o。
螺距P 它是沿轴线方向上相邻两牙间对应点的距离。
螺纹中径D2(d2) 它是平螺纹理论高度H的一个假想圆柱体的直径。
在中径处的螺纹牙厚和槽宽相等。
只有内外螺纹中径都一致时,两者才能很好地配合。
2. 车削外螺纹的方法与步骤(1)准备工作1)安装螺纹车刀时,车刀的刀尖角等于螺纹牙型角α=60o,其前角γo=0o才能保证工件螺纹的牙型角,否则牙型角将产生误差。
只有粗加工时或螺纹精度要求不高时,其前角可取γo=5o~20o。
安装螺纹车刀时刀尖对准工件中心,并用样板对刀,以保证刀尖角的角平分线与工件的轴线相垂直,车出的牙型角才不会偏斜。
如图3所示。
图3 螺纹车刀几何角度与用样板对刀2)按螺纹规格车螺纹外圆,并按所需长度刻出螺纹长度终止线。
先将螺纹外径车至尺寸,然后用刀尖在工件上的螺纹终止处刻一条微可见线,以它作为车螺纹的退刀标记。
3)根据工件的螺距P,查机床上的标牌,然后调整进给箱上手柄位置及配换挂轮箱齿轮的齿数以获得所需要的工件螺距。