松下A5伺服培训资料全
- 格式:doc
- 大小:2.86 MB
- 文档页数:9

松下伺服电机A5用户手册日弘忠信讲解您身边的传动专家日弘忠信,成立于1997年,是一家集品牌代理、产品配套、解决方案、工程服务于一体的运营服务商。
下面简单讲解关于松下伺服电机A5用户手册的相关事项:1、松下伺服电机A5安全注意事项:警告显示的种类与含义在进行安装、配线施工、保养、检查之前,请熟读本手册。
请您在对机器的知识、安全信息以及注意事项进行确认的基础上再进行使用。
本手册中,对安全方面的注意事项等级分为"警告" 和"注意"。
警告:如果错误使用,将导致发生危险状况,有可能会导致死亡或者重伤。
注意:如果错误使用,将导致发生危险状况,从而造成受到中度伤害及轻伤或造成物品的损失。
此外,即使是记述在注意中的事项,根据发生的状况也有可能导致严重的后果。
所记述的都是非常重要的内容,请务必遵守。
2、日弘忠信松下伺服电机A5的使用注意事项:•请绝对不要用手触摸伺服放大器内部。
否则会有触电的危险。
•伺服放大器以及松下伺服电机A5的地线端子请务必接地。
否则会有触电的危险。
•配线、检查时请在切断电源5分钟以上后并确认充电LED熄灭之后再进行。
否则会有触电的危险。
•尽管是在通电状态下但充电LED仍熄灭的情况下,则伺服放大器内部的保险丝可能已熔断。
请在切断电源5分钟后进行检查。
否则会有触电的危险。
•请勿损伤电缆、施于过度的压力、负载沉重物品或挤压。
否则将造成故障、损坏和触电。
•运行过程中,请勿触摸松下伺服电机A5的旋转部位。
否则将造成受伤。
•松下伺服电机A5和伺服放大器请按照指定的组合进行使用。
否则将造成火灾、故障。
•请正确进行配线。
否则将造成故障。
•请绝对不要在溅有水的地方、腐蚀性的环境下、易燃气体的环境下和可燃物的附近进行使用。
否则将造成火灾、故障。
•请注意伺服放大器、松下伺服电机A5以及周围设备的温度会升高。
否则将烫伤。
•通电状态下及切断电源后不久,伺服放大器的散热片、再生电阻器、松下伺服电机A5等有时会呈高温,请勿触摸。
松下A5系列伺服驱动器使用说明
伺服驱动器面板操作:
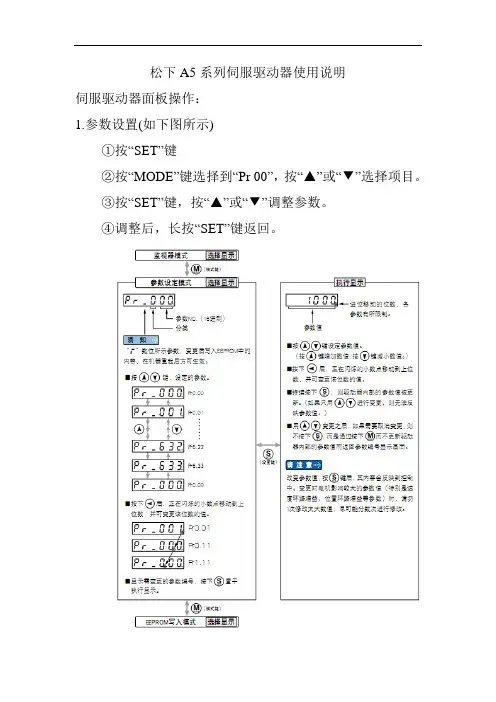
1.参数设置(如下图所示)
①按“SET”键
②按“MODE”键选择到“Pr 00”,按“▲”或“▼”选择项目。
③按“SET”键,按“▲”或“▼”调整参数。
④调整后,长按“SET”键返回。
2.参数保存,数据设好,按“SET”确认。
①按“MODE”键选择到“EE-SET”后
②按“SET”键确认,出现“EEP-”,
③按“▲”键3S后,出现“Finsh”/“reset”然后重新上电既保存。
(如图所示)
3.绝对编码器清零。
(如图所示)。
4、参数初始化(恢复出厂)
按下“MODE”键,再按“▲”或“▼”选择功能项目。
选择好功能后,按“SET”键开始执行该功能。
然后按下“▼”键持续3S。
依次出现“start”→“finish”表示执行完成。
5、报警解除操作。
(如图所示)
当出现报警且故障解除后,可通过以下操作解除报警。
附:详细内容请参照“松下伺服A5系列.pdf”。

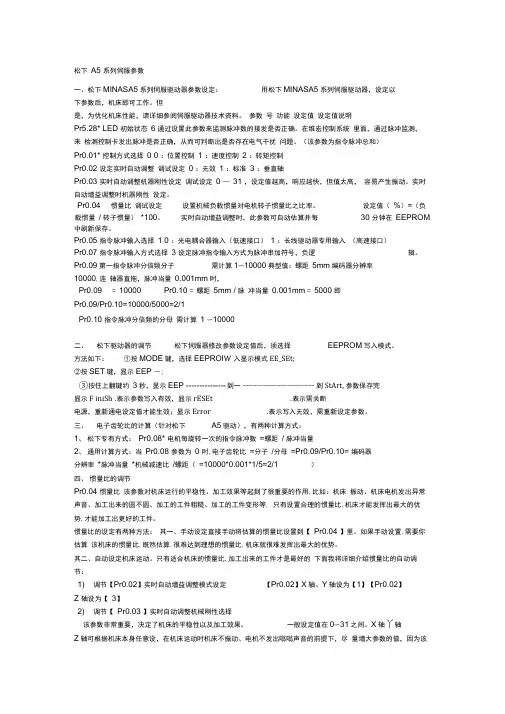
松下伺服调试参数 Revised by Jack on December 14,2020松下 A5系列伺服参数一、松下MINAS A5系列伺服驱动器参数设定:用松下MINAS A5系列伺服驱动器,设定以下参数后,机床即可工作。
但是,为优化机床性能,请详细参阅伺服驱动器技术资料。
参数号功能设定值设定值说明* LED初始状态 6 通过设置此参数来监测脉冲数的接发是否正确。
在维宏控制系统里面,通过脉冲监测,来检测控制卡发出脉冲是否正确,从而可判断出是否存在电气干扰问题。
(该参数为指令脉冲总和)* 控制方式选择 0 0:位置控制 1:速度控制 2:转矩控制设定实时自动调整调试设定 0:无效 1:标准 3:垂直轴实时自动调整机器刚性设定调试设定 0—31,设定值越高,响应越快,但值太高,容易产生振动。
实时自动增益调整时机器刚性设定。
惯量比调试设定设置机械负载惯量对电机转子惯量比之比率。
设定值(%)=(负载惯量/转子惯量)*100。
实时自动增益调整时,此参数可自动估算并每30分钟在EEPROM中刷新保存。
指令脉冲输入选择 1 0:光电耦合器输入(低速接口) 1:长线驱动器专用输入(高速接口)指令脉冲输入方式选择 3 设定脉冲指令输入方式为脉冲串加符号,负逻辑。
第一指令脉冲分倍频分子需计算 1~10000 典型值:螺距5mm,编码器分辨率10000,连轴器直拖,脉冲当量时,=10000 =螺距5mm /脉冲当量=5000 即:=10000/5000=2/1指令脉冲分倍频的分母需计算 1~10000二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM 写入模式。
方法如下:①按 MODE键,选择EEPROM写入显示模式EE_SEt;②按 SET键,显示EEP -;③按住上翻键约3 秒,显示EEP ――到――――――到StArt,参数保存完显示FiniSh.表示参数写入有效,显示rESEt.表示需关断电源,重新通电设定值才能生效;显示Error.表示写入无效,需重新设定参数。
松下A5 系列伺服参数一、松下MINASA5系列伺服驱动器参数设定:用松下MINASA5系列伺服驱动器,设定以下参数后,机床即可工作。
但是,为优化机床性能,请详细参阅伺服驱动器技术资料。
参数号功能设定值设定值说明Pr5.28* LED 初始状态6 通过设置此参数来监测脉冲数的接发是否正确。
在维宏控制系统里面,通过脉冲监测,来检测控制卡发出脉冲是否正确,从而可判断出是否存在电气干扰问题。
(该参数为指令脉冲总和)Pr0.01* 控制方式选择0 0 :位置控制1 :速度控制2 :转矩控制Pr0.02 设定实时自动调整调试设定0 :无效1 :标准3 :垂直轴Pr0.03 实时自动调整机器刚性设定调试设定0 —31 ,设定值越高,响应越快,但值太高,容易产生振动。
实时自动增益调整时机器刚性设定。
Pr0.04 惯量比调试设定设置机械负载惯量对电机转子惯量比之比率。
设定值(%)=(负载惯量/ 转子惯量)*100。
实时自动增益调整时,此参数可自动估算并每30 分钟在EEPROM 中刷新保存。
Pr0.05 指令脉冲输入选择1 0 :光电耦合器输入(低速接口)1 :长线驱动器专用输入(高速接口)Pr0.07 指令脉冲输入方式选择3 设定脉冲指令输入方式为脉冲串加符号,负逻辑。
Pr0.09第一指令脉冲分倍频分子需计算1〜10000典型值:螺距5mm编码器分辨率10000,连轴器直拖,脉冲当量0.001mm时,Pr0.09 = 10000 Pr0.10 = 螺距5mm / 脉冲当量0.001mm = 5000 即Pr0.09/Pr0.10=10000/5000=2/1Pr0.10 指令脉冲分倍频的分母需计算1 〜10000二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM写入模式。
方法如下:①按MODE键,选择EEPROI W入显示模式EE_SEt;②按SET键,显示EEP ―;③按住上翻键约3秒,显示EEP --------------- 到一--------------------- 到StArt, 参数保存完显示F iniSh .表示参数写入有效,显示rESEt .表示需关断电源,重新通电设定值才能生效;显示Error .表示写入无效,需重新设定参数。

松下伺服调试参数文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-松下 A5系列伺服参数一、松下MINAS A5系列伺服驱动器参数设定:用松下MINAS A5系列伺服驱动器,设定以下参数后,机床即可工作。
但是,为优化机床性能,请详细参阅伺服驱动器技术资料。
参数号功能设定值设定值说明Pr5.28* LED初始状态 6 通过设置此参数来监测脉冲数的接发是否正确。
在维宏控制系统里面,通过脉冲监测,来检测控制卡发出脉冲是否正确,从而可判断出是否存在电气干扰问题。
(该参数为指令脉冲总和)Pr0.01* 控制方式选择 0 0:位置控制 1:速度控制 2:转矩控制Pr0.02 设定实时自动调整调试设定 0:无效 1:标准 3:垂直轴Pr0.03 实时自动调整机器刚性设定调试设定 0—31,设定值越高,响应越快,但值太高,容易产生振动。
实时自动增益调整时机器刚性设定。
Pr0.04 惯量比调试设定设置机械负载惯量对电机转子惯量比之比率。
设定值(%)=(负载惯量/转子惯量)*100。
实时自动增益调整时,此参数可自动估算并每30分钟在EEPROM中刷新保存。
Pr0.05 指令脉冲输入选择 1 0:光电耦合器输入(低速接口) 1:长线驱动器专用输入(高速接口)Pr0.07 指令脉冲输入方式选择 3 设定脉冲指令输入方式为脉冲串加符号,负逻辑。
Pr0.09 第一指令脉冲分倍频分子需计算 1~10000 典型值:螺距5mm,编码器分辨率10000,连轴器直拖,脉冲当量0.001mm时,Pr0.09=10000 Pr0.10=螺距5mm /脉冲当量0.001mm=5000 即:Pr0.09/Pr0.10=10000/5000=2/1Pr0.10 指令脉冲分倍频的分母需计算 1~10000二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM 写入模式。
方法如下:①按 MODE键,选择EEPROM写入显示模式EE_SEt;②按 SET键,显示EEP -;③按住上翻键约3 秒,显示EEP ――到――――――到StArt,参数保存完显示FiniSh.表示参数写入有效,显示rESEt.表示需关断电源,重新通电设定值才能生效;显示Error.表示写入无效,需重新设定参数。
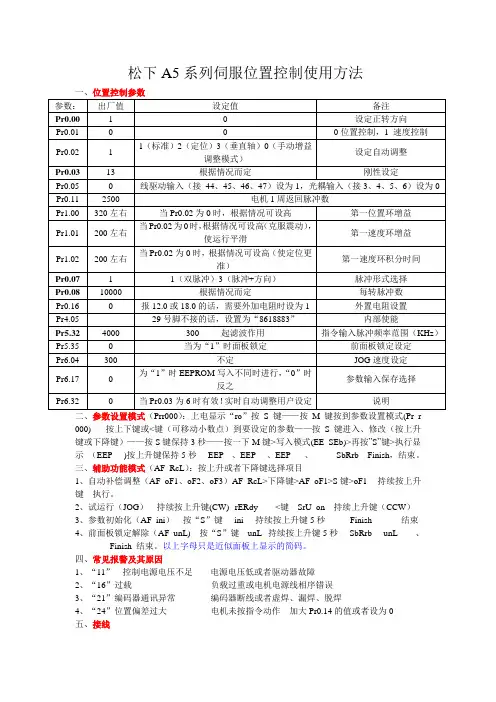
松下A5系列伺服位置控制使用方法
000)-----按上下键或<键(可移动小数点)到要设定的参数——按S键进入、修改(按上升键或下降键)——按S键保持3秒——按一下M键>写入模式(EE_SEb)>再按”S”键>执行显示(EEP -)按上升键保持5秒----EEP --、EEP ---、EEP ----、--------SbRrb---Finish,结束。
三、辅助功能模式(AF_RcL):按上升或者下降键选择项目
1、自动补偿调整(AF_oF1、oF
2、oF3)AF_RcL>下降键>AF_oF1>S键>oF1 --持续按上升键执行。
2、试运行(JOG)持续按上升键(CW)--rERdy------<键---SrU_on---持续上升键(CCW)
3、参数初始化(AF_ini)---按“S”键----ini----持续按上升键5秒-------Finish----------结束
4、前面板锁定解除(AF_unL)---按“S”键---unL--持续按上升键5秒----SbRrb----unL------、------------Finish 结束。
以上字母只是近似面板上显示的简码。
四、常见报警及其原因
1、“11”---控制电源电压不足电源电压低或者驱动器故障
2、“16”过载负载过重或电机电源线相序错误
3、“21”编码器通讯异常编码器断线或者虚焊、漏焊、脱焊
4、“24”位置偏差过大电机未按指令动作加大Pr0.14的值或者设为0
五、接线
1、主电源及编码器接线:
2、大功率伺服编码器接线:
3、控制端子接线:。


使用说明书(基本篇)交流伺服马达·驱动器MINAS A5系列(400V)1.开封确认 (2)开箱拆封后,请确认 (2)确认驱动器型号 (2)确认电机型号 (3)2.设置方法 (4)驱动器 (4)电 机 (6)3.系统结构和配线 (8)总配线图(主电路连接器型) (8)总配线图(主电路端子台型) (10)驱动器外设清单 (12)主电路(连接器)的配线要点 (14)主电路(端子台)的配线要点 (15)连接器的接线方法 (16)主电路配线图 (18)电机、制动器连接器的连接 (19)连接器X1的配线 (20)连接器X2的配线 (20)连接器X3的配线 (21)连接器X4的配线 (22)连接器X5的配线 (25)连接器X6的配线 (26)连接器X7的配线 (28)4.参数和模式的设定 (29)概要.设定.连接 (29)参数的构成 (31)5.保护功能 (32)保护功能(错误码) (32)6.保养.检查 (34)7.欧洲EC标准/对应UL标准 (36)外设构成 (38)8.电机内置保持制动器 (42)9.动态制动器 (44)10.确认驱动器和电机的配套型号 (45)20位 增量式规格 (45)17位 绝对式规格 (46)11.规 格 (47)12.质量保证 (50)售后服务(修理) (51)页页■目录铭牌内容型号说明型号说明M D D H T24功率器件的最大额定电流机架型号75~61~4例:10040001N流水号制造月份制造年(2位数)例:20100401生产日生产月生产年( 历)具有标准产品和订购产品两种。
详情请咨询销售店。
●…与您所定购的型号是否相符?●…在运输途中是否有损伤?●…操作说明书(安全篇)是否在内?●…是否附带电源连接器、电机连接器、外置再生放电电阻连接器(仅D,…E型附带)、…安全分流插头?…※F型未附带电源连接器、电机连接器。
铭牌内容例:P1*******N制造编号(序列号)流水号制造月份(2位数)例:20100401生产日生产日生产月历)请正确安装驱动器和电机,以免发生故障和事故。
松下A5系列伺服位置控制使用方法一、位置控制参数二、参数设置模式(Prr000):上电显示“ro”按S键——按M键按到参数设置模式(Pr r 000)-----按上下键或<键(可移动小数点)到要设定的参数——按S键进入、修改(按上升键或下降键)——按S键保持3秒——按一下M键>写入模式(EE_SEb)>再按”S”键>执行显示(EEP -)按上升键保持5秒----EEP --、EEP ---、EEP ----、--------SbRrb---Finish,结束。
三、辅助功能模式(AF_RcL):按上升或者下降键选择项目1、自动补偿调整(AF_oF1、oF2、oF3)AF_RcL>下降键>AF_oF1>S键>oF1 --持续按上升键执行。
2、试运行(JOG)持续按上升键(CW)--rERdy------<键---SrU_on---持续上升键(CCW)3、参数初始化(AF_ini)---按“S”键----ini----持续按上升键5秒-------Finish----------结束4、前面板锁定解除(AF_unL)---按“S”键---unL--持续按上升键5秒----SbRrb----unL------、------------Finish 结束。
以上字母只是近似面板上显示的简码。
四、常见报警及其原因1、“11”---控制电源电压不足电源电压低或者驱动器故障2、“16”过载负载过重或电机电源线相序错误3、“21”编码器通讯异常编码器断线或者虚焊、漏焊、脱焊4、“24”位置偏差过大电机未按指令动作加大的值或者设为0五、接线1、主电源及编码器接线:2、大功率伺服编码器接线:3、控制端子接线:。
松下A5系列伺服参数一、松下MINAS A5系列伺服驱动器参数设定:用松下MINAS A5系列伺服驱动器,设定以下参数后,机床即可工作。
但二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM 写入模式。
方法如下:①按MODE键,选择EEPROM写入显示模式EE_SEt;②按SET键,显示EEP -;③按住上翻键约3 秒,显示EEP ――到――――――到StArt,参数保存完显示FiniSh.表示参数写入有效,显示rESEt.表示需关断电源,重新通电设定值才能生效;显示Error.表示写入无效,需重新设定参数。
三、电子齿轮比的计算(针对松下A5驱动),有两种计算方式:1、松下专有方式:Pr0.08* 电机每旋转一次的指令脉冲数=螺距/脉冲当量2、通用计算方式:当Pr0.08参数为0时,电子齿轮比=分子/分母=Pr0.09/Pr0.10=编码器分辨率*脉冲当量*机械减速比/螺距(=10000*0.001*1/5=2/1)四、惯量比的调节Pr0.04惯量比该参数对机床运行的平稳性、加工效果等起到了很重要的作用,比如:机床振动、机床电机发出异常声音、加工出来的圆不圆、加工的工件粗糙、加工的工件变形等,只有设置合理的惯量比,机床才能发挥出最大的优势,才能加工出更好的工件。
惯量比的设定有两种方法:其一、手动设定直接手动将估算的惯量比设置到【Pr0.04】里。
如果手动设置,需要你估算该机床的惯量比,既然估算,很难达到理想的惯量比,机床就很难发挥出最大的优势。
其二、自动设定机床运动。
只有适合机床的惯量比,加工出来的工件才是最好的下面我将详细介绍惯量比的自动调节:1) 调节【Pr0.02】实时自动增益调整模式设定【Pr0.02】X轴、Y轴设为【1】【Pr0.02】Z轴设为【3】2) 调节【Pr0.03】实时自动调整机械刚性选择该参数非常重要,决定了机床的平稳性以及加工效果。
一般设定值在0~31之间。
交流伺服马达-驱动器MINAS A5系列
一、在使用之前确认型号和设置
1、关于驱动器
铭牌容
型号说明
各部分的名称
关于电机
1、确认型号
2、确认驱动器和电机的配套型号
3、控制器安装方法
1、本机为立式结构。
请垂直安装驱动器,并保证其周围有足够的通风空间。
2、A型~D型驱动器的背面板安装型为标配。
4、电机安装方法
1、水平安装:请将电缆出口向下,以免油、水渗入电机部
2、垂直安装:附有减速机的电机轴向上安装时,请使用有油封的电机,以免减速机油渗入电机部。
5、安装注意事项
1、在电机轴端安装或拆卸联轴器时,请勿使用铁锤直接敲击轴端。
2、需充分同轴(否则会导致振动或损坏轴承)。
3、电机轴在未接地的情况下运转时,根据电机情况及安装环境不同,可能会导致电机轴承发生电腐蚀和轴承音过大,需确认和检查。
二、准备运转的方法、配线的方法、前面板的使用方法
1、连接器的接线方法
(a)使用附属的操作杆插入
(b)使用一字螺丝刀(刀尖宽3.0~3.5mm)插入。
2、参数的设定
参数的构成一览表
常用的基本设定
3、前面板的使用方法面板的概要
三、设定、参数的详情
1、参数详情(常用的基本设定)旋转方向设定P0
电机的刚性设置P3
电机每转一周的指令脉冲数P8
四、出现问题时,主要的故障处理和出错处理
1、出现故障时
确认要点:如果伺服控制器和电机报错,都将会在前面板上显示出相应的错误代码,并且在不停的闪烁。
保护功能(错误码)
a、驱动器具有各种保护功能。
保护功能动作时,会停止电机转动并显示报警状态,关闭伺服报警输出(ALM)。
b、报警状态和处理
·在报警状态时,前面板LED显示错误代码No.伺服开启无法执行。
·解除错误报警状态,将报警解除输入(A-CLR)接通120ms以上即可。
过载保护动作时,可在发生警报约10秒后通过报警解除信号清除。
驱动器的控制电源关闭时,过载保护限时特性被解除。
·报警清除请务必在确保安全停止的状态中进行。
c、错误代码用ErrXX.Y的格式(XX:主码、Y:辅码)进行标记。
错误码一览
保护功能(常见的错误码详细和处理方法)。