第五章拟定工艺路线的基本问题
- 格式:pptx
- 大小:234.04 KB
- 文档页数:42
工艺流程设计中的常见问题有哪些在工业生产中,工艺流程设计是至关重要的环节。
它直接关系到产品的质量、生产效率、成本控制以及企业的竞争力。
然而,在实际的工艺流程设计过程中,常常会遇到各种各样的问题。
接下来,让我们一起探讨一下其中的常见问题。
一、工艺路线选择不合理工艺路线的选择是工艺流程设计的基础。
如果选择不当,可能会导致生产效率低下、成本增加、产品质量不稳定等问题。
例如,在某些情况下,为了追求新技术或降低初始投资,可能会选择过于复杂或不成熟的工艺路线。
然而,这些新技术可能在实际应用中存在诸多不确定性,需要大量的调试和优化工作,从而影响生产进度。
另外,有时候没有充分考虑原材料的供应和成本。
如果所选的工艺路线需要依赖稀缺或昂贵的原材料,可能会导致生产成本大幅上升,而且在原材料供应出现问题时,会严重影响生产的连续性。
还有就是对市场需求和产品规格的变化缺乏前瞻性。
如果工艺路线不能灵活适应未来市场的需求和产品的更新换代,可能会使企业在市场竞争中处于劣势。
二、设备选型不恰当合适的设备是实现工艺流程的重要保障。
设备选型不当可能会带来一系列问题。
首先,设备的性能和规格不能满足工艺要求。
比如,生产能力不足、精度不够、稳定性差等,这会直接影响产品的质量和产量。
其次,设备的兼容性和可扩展性差。
如果在设计阶段没有考虑到未来可能的生产规模扩大或产品升级,选择的设备可能无法与新设备或改进后的工艺相匹配,导致需要频繁更换设备,增加了投资成本。
再者,忽视了设备的维护和维修便利性。
一些设备虽然在性能上满足要求,但结构复杂、维修难度大,一旦出现故障,会导致长时间的停机,影响生产效率。
此外,在选择设备时,没有充分考虑能源消耗和环保要求。
高能耗、高污染的设备不仅增加了生产成本,还可能面临环保法规的限制。
三、流程衔接不畅一个良好的工艺流程应该是各个环节紧密衔接、顺畅无阻的。
但在实际设计中,经常会出现流程衔接不畅的问题。
比如,在物料输送环节,如果设计不合理,可能会出现物料堵塞、泄漏、输送速度不稳定等情况,影响整个生产流程的连续性。
《机械制造技术基础》部分习题参考解答第五章工艺规程设计5-1 什么是工艺过程?什么是工艺规程?答:工艺过程——零件进行加工的过程叫工艺过程;工艺规程——记录合理工艺过程有关内容的文件叫工艺规程,工艺规程是依据科学理论、总结技术人员的实践经验制定出来的。
5-2 试简述工艺规程的设计原则、设计内容及设计步骤。
5-3 拟定工艺路线需完成哪些工作?5-4试简述粗、精基准的选择原则,为什么同一尺长方向上粗基准通常只允许用一次?答:粗、精基准的选择原则详见教材P212-214。
粗基准通常只允许用一次的原因是:粗基准一般是毛面,第一次作为基准加工的表面,第二次再作基准势必会产生不必要的误差。
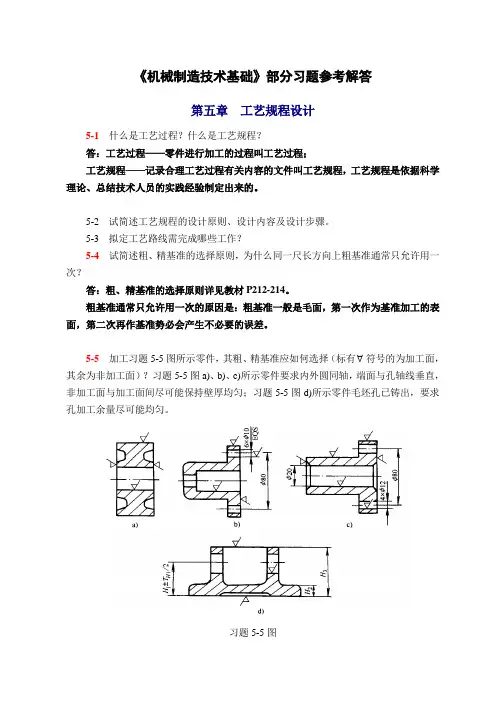
5-5加工习题5-5图所示零件,其粗、精基准应如何选择(标有 符号的为加工面,其余为非加工面)?习题5-5图a)、b)、c)所示零件要求内外圆同轴,端面与孔轴线垂直,非加工面与加工面间尽可能保持壁厚均匀;习题5-5图d)所示零件毛坯孔已铸出,要求孔加工余量尽可能均匀。
习题5-5图解:按题目要求,粗、精基准选择如下图所示。
5-6为什么机械加工过程一般都要划分为若干阶段进行?答:机械加工过程一般要划分为粗加工阶段、半精加工阶段、精加工阶段和光整加工阶段。
其目的是保证零件加工质量,有利于及早发现毛坯缺陷并得到及时处理,有利于合理使用机床设备。
5-7 试简述按工序集中原则、工序分散原则组织工艺过程的工艺特征,各用于什么场合?5-8什么是加工余量、工序余量和总余量?答:加工余量——毛坯上留作加工用的材料层;工序余量——上道工序和本工序尺寸的差值;总余量——某一表面毛坯与零件设计尺寸之间的差值。
5-9 试分析影响工序余量的因素,为什么在计算本工序加工余量时必须考虑本工序装夹误差和上工序制造公差的影响?5-10习题5-10图所示尺寸链中(图中A0、B0、C0、D0是封闭环),哪些组成环是增环?那些组成环是减环?习题5-10图解:如图a),A0是封闭环,A1, A2, A4, A5, A7, A8是增环,其余均为减环。


工艺流程拟定工艺路线
《工艺流程拟定工艺路线》
在制造业中,工艺流程的设计和拟定是非常重要的一环。
一个完善的工艺流程可以将产品的制造过程细化、规范化,提高生产效率,降低成本,保证产品质量。
而为了制定一条适合的工艺路线,需要经过一系列的步骤和考虑。
首先,对产品的特性和需求进行分析。
这包括对原材料的性能、工艺要求、工艺能力等方面的考量,同时也需要结合产品的功能、使用场景等因素。
在对产品的需求有了清晰的了解后,可以更好地确定工艺的基本要求和标准。
其次,对制造过程进行分解和细化。
将整个制造过程分解成若干个工序,每个工序又可以进一步分解成不同的操作步骤。
细化工艺流程可以帮助生产人员更好地掌握操作细节和要点,保证每一道工序都能够按标准进行,从而保证产品的质量。
接着,对生产设备和工艺工具的需求进行评估。
需要明确需要哪些设备和工具来完成各个工序,以及这些设备工具的性能参数和规格。
同时还需要考虑如何调配和布置这些设备,让整个生产线达到最佳的效率和生产能力。
最后,对工艺流程进行优化和改进。
通过实际的生产实践和数据分析,可以发现工艺流程中的瓶颈和不足之处。
可以通过改变工艺顺序、调整工序时间、优化工艺参数等方式,不断完善和提高生产效率。
拟定一条合理的工艺路线并不是一件容易的事情,需要结合实际情况和经验进行权衡和调整。
但一旦制定好了工艺路线,将会对企业的生产效率和产品质量产生积极的影响。
因此,工艺流程的拟定和工艺路线的制定是制造业中的重要工作,值得高度重视和精心设计。
河南科技大学教案首页课程名称机械制造基础任课教师邓效忠第五章机械加工工艺规程的制定计划学时14教学的目的和要求:要求学生掌握定位基准和表面加工方法的选择原则,能够拟定工艺路线,会运用工艺尺寸链确定工序尺寸及其公差,使学生具有编制中等复杂零件加工工艺规程的能力。
重点:工件定位基准的选择;工序顺序的确定;工艺尺寸链及其应用。
难点:工艺尺寸链及其应用。
思考题:1.什么叫基准?基准分哪儿种?2.精、粗定位基准的选择原则各有哪些?如何分析这些原则之间出现的矛盾?3.零件表面加工方法的选择原则是什么?4.制定机械加工工艺规程时,为什么要划分加工阶段?5.切削加工顺序安排的原则是什么?6.什么叫工序集中?什么叫工序分散?各用于什么场合?7.什么叫工序余量?影响工序余量的因素是什么?8.什么叫尺寸链?它具有哪些特征?9.什么叫工艺规程?它有什么作用?10.如何确定尺寸链中的增环、减环和封闭环?第5章机械加工工艺规程设计5.1 概述一、机械加工工艺规程及其作用将产品或零部件的制造工艺过程的所有内容用图、表、文字的形式规定下来的工艺文件汇编称为工艺规程。
二、工艺规程设计所需的原始资料⑴零件图和产品整套装配图;⑵产品的生产纲领和生产类型;⑶产品的质量验收标准;⑷毛坯情况;⑸本厂的生产条件和技术水平;⑹国内外生产技术发展情况。
三、工艺规程设计的步骤⑴零件的工艺性分析。
⑵确定毛坯。
⑶拟定工艺路线,选择定位基准。
⑷确定各工序的设备和工装。
⑸确定主要工序的生产技术要求和质量验收标准。
⑹确定各工序的余量,计算工序尺寸和公差。
⑺确定各工序的切削用量。
⑻确定工时定额。
⑼填写工艺卡。
5.2 机械加工工艺规程设计一、零件的结构工艺性分析结构工艺性是指产品的结构是否满足优质、高产、低成本制造的一种性质。
零件结构工艺性举见教材表5-4。
二、确定毛坯三、定位基准的选择粗基准是指未经机械加工的定位基准,而精基准则是经过机械加工的定位基准。
1.粗基准的选择原则粗基准选择的主要目的是:保证非加工面与加工面的位置关系;保证各加工表面余量的合理分配。
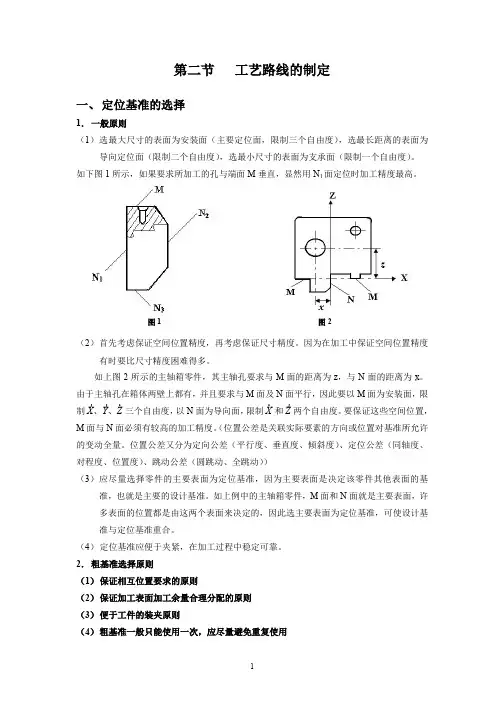
图1 图2 第二节 工艺路线的制定一、 定位基准的选择1. 一般原则(1) 选最大尺寸的表面为安装面(主要定位面,限制三个自由度),选最长距离的表面为导向定位面(限制二个自由度),选最小尺寸的表面为支承面(限制一个自由度)。
如下图1所示,如果要求所加工的孔与端面M 垂直,显然用N 1面定位时加工精度最高。
(2) 首先考虑保证空间位置精度,再考虑保证尺寸精度。
因为在加工中保证空间位置精度有时要比尺寸精度困难得多。
如上图2所示的主轴箱零件,其主轴孔要求与M 面的距离为z ,与N 面的距离为x 。
由于主轴孔在箱体两壁上都有,并且要求与M 面及N 面平行,因此要以M 面为安装面,限制Z Y X r ))、、三个自由度,以N 面为导向面,限制X r 和Z )两个自由度。
要保证这些空间位置,M 面与N 面必须有较高的加工精度。
(位置公差是关联实际要素的方向或位置对基准所允许的变动全量。
位置公差又分为定向公差(平行度、垂直度、倾斜度)、定位公差(同轴度、对程度、位置度)、跳动公差(圆跳动、全跳动))(3) 应尽量选择零件的主要表面为定位基准,因为主要表面是决定该零件其他表面的基准,也就是主要的设计基准。
如上例中的主轴箱零件,M 面和N 面就是主要表面,许多表面的位置都是由这两个表面来决定的,因此选主要表面为定位基准,可使设计基准与定位基准重合。
(4) 定位基准应便于夹紧,在加工过程中稳定可靠。
2. 粗基准选择原则(1) 保证相互位置要求的原则(2) 保证加工表面加工余量合理分配的原则(3) 便于工件的装夹原则(4) 粗基准一般只能使用一次,应尽量避免重复使用图6 (a) (b)图7 (a ) (b )图8 基准不重合误差 (a )工件的设计基准 (b )基准不重合误差 (5) 在没有要求保证重要表面加工余量均匀的情况下,若零件上每个表面都要加工,则应以加工余量最小的表面最为粗基准。
图6(a )为一阶梯轴零件图,(b )图为该零件的现有毛坯图。
零件加工拟定工艺路线需注意的六个方面一、定位基准的选择在工艺规程设计中,正确选择定位基准,对保证零件加工要求、合理安排加工顺序有着至关重要的影响。
定位基准有精基准与粗基准之分,用毛坯上未经加工的表面作为定位基准,这种定位基准称为粗基准。
用加工过的表面作定位基准,这种定位基准成为精基准。
在选择定位基准时往往先根据零件的加工要求选择精基准,由工艺路线向前反推,最后考虑选用哪一组表面作为粗基准才能把精基准加工出来。
1、精基准的选择原则选择精基准一般应遵循以下几项原则:(1)基准重合原则:应尽可能选择被加工表面的设计基准作为精基准,这样可以避免由于基准不重合引起的定位误差。
(2)统一基准原则:应尽可能选择用同一组精基准加工工件上尽可能多的表面,以保证各加工表面之间的相对位置精度。
(3)互为基准原则:当工件上两个加工表面之间的位置精度要求比较高时,可以采用两个加工表面互为基准反复加工的方法。
(4)自为基准原则:一些表面的精加工工序,要求加工余量小而均匀,常以加工表面自身作为精基准。
上述四项选择精基准的原则,有时不可能同时满足,应根据实际条件决定取舍。
2、粗基准的选择原则(1)工件加工的第一道工序要用粗基准,粗基准选择得正确与否,不但与第一道工序的加工有关,而且还将对工件加工的全过程产生重大影响。
(2)合理分配加工余量的原则:从保证重要表面加工余量均匀考虑,应选择重要表面作粗基准。
(3)便于装夹的原则:为使工件定位稳定,夹紧可靠,要求所选用的粗基准尽可能平整、光洁,不允许有锻造飞边、铸造浇冒口切痕或其它缺陷,并有足够的支承面积。
(4)粗基准一般不得重复使用的原则。
上述4项选择粗基准的原则,有时不能同时兼顾,只能根据主次决择。
二、表面加工方法的选择机器零件的结构形状都是由一些最基本的几何表面组成的,机器零件的加工过程就是获得这些几何表面的过程。
同一种表面可以选用各种不同的加工方法,但每种加工方法所能获得的加工质量、所用加工时间和费用却是各不相同的。