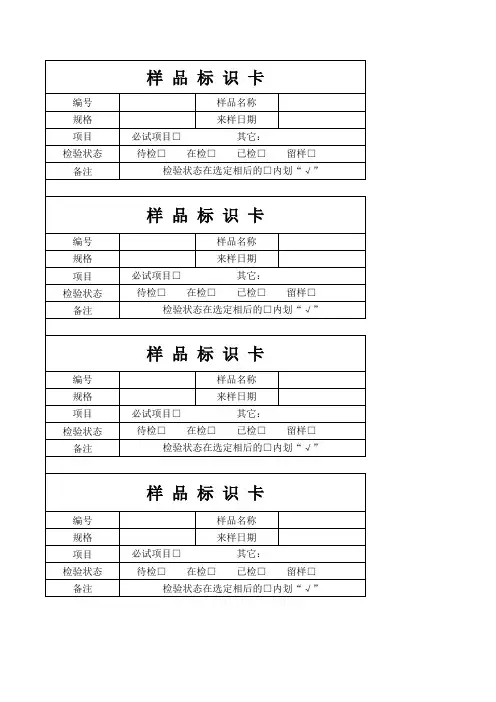
检验状态标识卡
- 格式:doc
- 大小:21.00 KB
- 文档页数:2
3.3 设备状态标识实施指导3.3.1 设备状态标识管理文件要求及职责要求应建立生产和检验设备状态标识管理的相关程序,明确适用范围、职责权限划分、规定管理过程的工作程序和内容等。
文件应采用与使用人员资格要求相当的文字、描述方式,尽量简单明了,便于理解和掌握。
建议更多使用图片、示意图、流程图、表格以及量化的数字、文字等。
3.3.2 正常使用设备状态标识要求A. 生产设备状态标识需制订文件或程序对生产过程中设备状态标识涉及范围、对责任人、操作人、维修维护人,过程监督人等职责划分做出明确规定。
需对生产过程中的设备进行编号和运行状态标识管理,并要求“有专人负责维护保养”、“记录齐全”。
需制定设备编号规则,对于生产过程正常使用的设备,必须将设备编号固定于设备显著位置,同时应将设备编号登记造册,适时维护更新,并保存变更记录。
对于生产过程正常使用的重要生产设备,还需将设备关键信息主要包括:设备名称、型号规格、生产厂家、出厂日期、设备能力、需要时还包括额定功率、电压、电流、转速、压力等参数,以适宜的形式(如铭牌等)标识在设备显著位置。
需对生产过程中的设备运行状态标识进行管理,明确各种状态的定义及标识主要包括:正在生产中、已清洁、待清洁、维修、试机及其他须如实填写的内容。
生产设备运行状态标识卡由操作人员负责根据现场情况更换,更换后的标识卡可做销毁处理,不必存档。
B. 公用工程设备、固定管道设施的状态标识需制定文件或程序对公用工程设备状态标识涉及范围、对责任人、操作人、维修维护人,过程监督人等职责划分做出明确规定。
需对公用工程设备、固定管道设施进行编号和运行状态标识管理,并要求有专人负责维护保养、记录齐全。
需制定设备编号规则,对于公用工程设备、固定管道设施需将设备编号固定于设备显著位置,同时应将设备编号登记造册,适时维护更新,并保存变更记录。
对于正常使用的公用工程设备、固定管道设施等,还需将设备关键信息,主要包括但设备名称、型号规格、生产厂家、出厂日期、设备能力、需要时还包括额定功率、电压、电流、转速、压力等参数,以适宜的形式(如铭牌等)标识在设备显著位置。
产品标识卡使用规范(ISO9001:2015)一、目的:本管理规程规定了生产交接及产品标识卡执行过程的职能与内容,为产品数量追溯、批次管理提供依据与基础。
二、适用范围:适用于本公司产品制造的全过程,包含产品中转、临时仓储的内部标识。
三、职能部署:3.1各班组主管负责组织、宣传、指导及监督本规程的执行。
3.2各相关班组作业人员负责落实执行本规程。
3.3 品管员负责对产品质量状态予以标识。
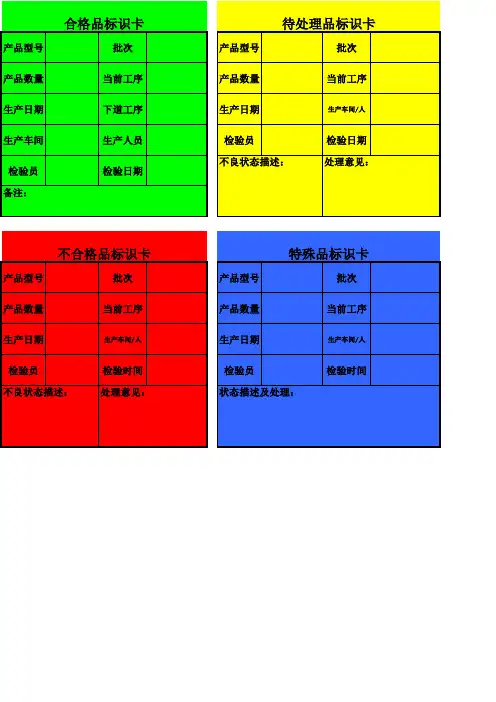
四、作业程序:4.1 标识卡的设计原理4.1.1 “产品型号标识卡”主要采用四色(黄色、蓝色、绿色、白色)区别工艺功能的作用,即四款不同颜色的标识卡除“下一工序”的选项存在差异外,其余栏目的功能相同;每一种颜色标识卡都有其特定的工艺特性,不可混用、乱用。
4.1.2 黄色标识卡的“下一工序”选项有“激数、下料、去毛刺、冲压、模具、折弯”六大工艺项目,主要应用于“冲、折、剪”之间的物料流通标识。
4.1.3 蓝色标识卡的“下一工序”选项有“前处理、焊接、拉丝”三大工艺项目,主要应用于焊接物料流通标识,反应物料的待焊接状态。
4.1.4 绿色标识卡的“下一工序”选项有“喷涂、丝印、装配、包装”四大工艺项目,主要应用于产品后工序处理的物料流通标识。
4.1.5 白色标识卡的“下一工序”选项有“外协、入库”两大工艺项目,主要应用于成品及外协加工物料流通的标识。
4.2 标识卡填写内容要求4.2.1 “佛山市创兴精密钣金有限公司——产品型号标识卡”为表单题头,明确表单性质属性;4.2.2 “订单编号”为客户订单批次的基本信息,是生产批次管理的重要基础,客户编号可从订单号中获悉。
原则上,不同批次的相同产品同时加工,亦都要按批次分开标识,不可混淆,订单编号是产品标识卡的重要基准,决不允许混合标识,但可以一卡标识两个批次、两个数量。
4.2.3 “产品名称”栏目为部件的图纸中文或英文称呼,当标识的产品为零部件时,即为该零部件的名称;若当标识的产品为半成品或成品时,即为产品的名称。
德信诚培训网
产品检验状态标识作业指导书
(IATF16949-2016/ISO9001-2015)
1.0目的
产品各检验状态的标识是识别产品特性或状态的标志(或标记),实施产品标识的目的是通过对产品以适当方式进行标示,防止发生产品混淆,并对有可追溯性要求的产品进行控制和追溯。
2.0适用范围
适用于产品各状态下的标识和可追溯性活动。
3.0职责
1)仓库负责对待检物品及仓库中产品标识的维护。
2)生产部协同品管部负责产品生产全过程中标识有效性的监督,当发生需要追溯的情况时,组织并直接对追溯工作进行控制。
3)生产部、各车间负责在制品、半成品、成品的标识,负责保护标识在流传过程中的有效性。
4.0工作程序
4.1产品标识
4.1.1标识方式
按以下所列方式选择应用:
——铭牌,标牌,标签;
——产品型号,图号,工号;
——区域划分;
更多免费资料下载请进:好好学习社区。

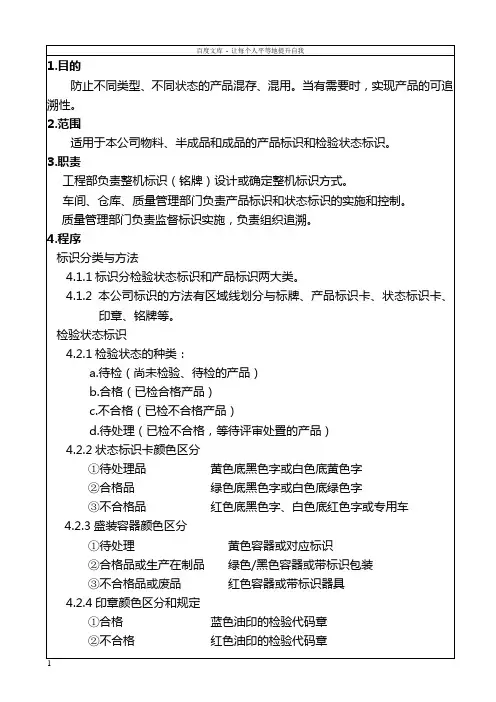

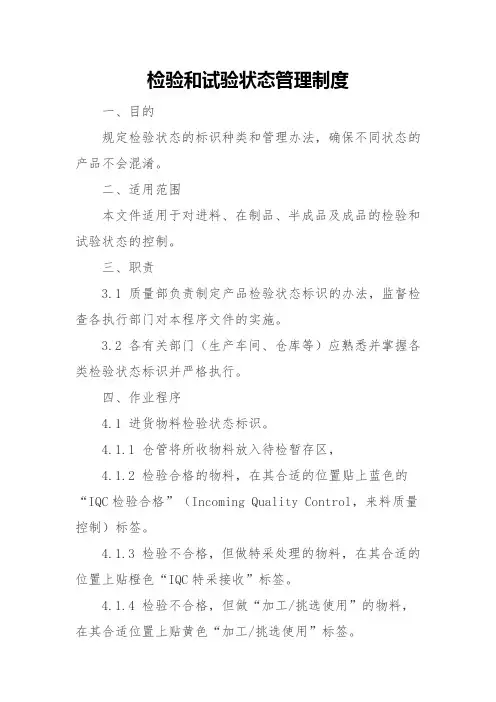
检验和试验状态管理制度一、目的规定检验状态的标识种类和管理办法,确保不同状态的产品不会混淆。
二、适用范围本文件适用于对进料、在制品、半成品及成品的检验和试验状态的控制。
三、职责3.1 质量部负责制定产品检验状态标识的办法,监督检查各执行部门对本程序文件的实施。
3.2 各有关部门(生产车间、仓库等)应熟悉并掌握各类检验状态标识并严格执行。
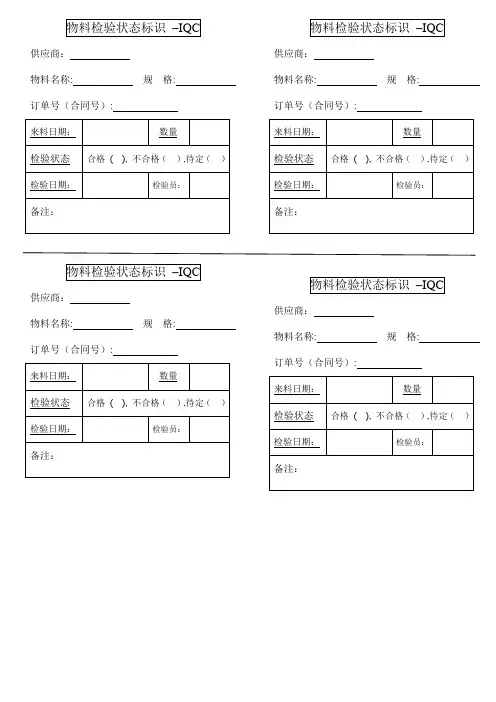
四、作业程序4.1 进货物料检验状态标识。
4.1.1 仓管将所收物料放入待检暂存区,4.1.2 检验合格的物料,在其合适的位置贴上蓝色的“IQC检验合格”(Incoming Quality Control,来料质量控制)标签。
4.1.3 检验不合格,但做特采处理的物料,在其合适的位置上贴橙色“IQC特采接收”标签。
4.1.4 检验不合格,但做“加工/挑选使用”的物料,在其合适位置上贴黄色“加工/挑选使用”标签。
4.1.5 检验不合格做退货处理的物料,在其合适位置上贴红色“IQC退货”标签。
4.2 生产过程中检查或自检发现单个不合格品时,在其相应部位贴红色箭头纸,或者将其放在有“不合格品”标识的容器/红色容器中,或者将其放在不合格品区域。
4.3 五金、塑胶车间QC(质量控制)巡检检验状态标识。
4.3.1 做好的产品放在机台旁待检。
4.3.2 QC巡检判定的合格批,QC质检员在“半成品标识卡”上盖蓝色“QC巡检合格”章,或者将其放在有“合格”标识的容器中,或者将其放在合格区。
4.3.3 QC巡检判定的不合格批,如做“返工(挑选)”处理,在其上贴黄色“巡检返工(挑选)”标签。
4.3.4 QC巡检判定的不合格批,如做“报废”处理,在其上贴红色“巡检报废”标签。
4.3.5 QC巡检判定的不合格批,如做让步接收处理,在其上贴橙色“QC让步接收”标签。
4.4 五金、塑胶车间QA半成品入仓检验状态标识。
4.4.1 做好的产品放在待检区。
QA正在检查中的产品,应挂上“QA正在检查中”标牌。

设备状态标识卡
设备状态标识
完好
设备名称____________设备型号___________设备编号____________购买日期___________管理人员____________使用人员___________
设备状态标识
待修
设备编号____________管理人员____________日期____________
设备状态标识
维修
设备名称____________设备型号___________设备编号____________维修人___________
设备状态标识
停用
设备名称____________设备型号___________设备编号____________管理人员___________
设备状态标识
报废
设备名称____________设备型号___________设备编号____________购买日期___________管理人员____________报废日期___________
设备状态标识
禁止合闸
设备名称____________设备型号___________设备编号____________管理人员___________
设备状态标识
运行
设备名称____________设备型号___________设备编号____________日期___________管理人员____________使用人员___________。
检验和试验状态标识的规定1.目的确保只有通过检验且经过检验合格的产品才能留到下工序,防止不同检验状态的产品混淆及不使用不合格品。
2.适用范围适用于公司设备、材料、半成品、成品的全过程工序的检验和试验状态的标识。
3、职责3.1、技术科负责确定产品及重要零部件状态标识的内容和方法;3.2、生产科负责对原材料和零部件及成品的标识;3.3、质检科负责对零部件及成品状态进展标识。
4工作程序4.1检验和试验状态的分类按标准的规定分为四类。
待检验、已检合格、已检不合格、已检待处理。
4.2检验和试验状态区域公司在指定的区域设置检验区和试验区,并摆放区域标识牌。
4.2.1检验区域的分类a)待检区b)已检合格区c)已检不合格区d)已检待处理区e)废品区4.2.2试验区域的分类a)待第1 页共15 页试验区b)已试验区c)已试验待处理区4.3检验和试验状态标识方法检验和试验状态标识形式可应用标记、标牌(签)、色标、钢印、合格证、检验记录等形式表示。
4.4进货检验和试验4.4.1采购的原材料,必须是来自本公司认可的合格供方。
4.4.2对生产购进物资,仓库保管员核对送货单,确认物料名称、规格、数量等无误、包装无损,材料证明书齐全后,置于待验区。
4.4.3检验员按照编制好的进货检验标准对物资进展全数或抽样检验。
检验完毕,检验员在“进货检验记录”上记录详细内容并签字。
a)检验结果合格,检验员在合格品上放上标签,仓库办理合格品入库手续。
b)检验结果不合格,按《不合格品控制程序》进展处理。
检验员在不合格品上贴或挂上标签,条件允许,将其放在隔离区域。
4.4.4在没有作出检验结果以前,库房应保持货物原样,不准动用。
4.5首件检验和试验4.5.1由技术科制订质量方案和过程检验标准,明确检验要求,操作工人和检验员必须按质量方案和标准进展检验。
4.5.2在零件加工过程中,需对每批的第一个零件进展首第2 页共15 页检。
操作者首先进展自检,合格后还必须由检验员做首件检验,在未经首件检验认可的情况下,操作者不得继续加工其余的零件。