焊接工艺评定项目内容
- 格式:docx
- 大小:17.90 KB
- 文档页数:1
目录1. 组织结构 (1)2. 焊接工艺评定原则 (1)3. 焊接工艺评定原则目的 (2)4. 焊接工艺评定项目 (3)5. 焊接工艺评定试件 (3)6. 焊接 (4)7. 焊接工艺评定试验 (7)8. 焊接工艺评定试验 (8)焊接工艺评定方案钢结构焊接工艺评定方案,是针对现场钢结构焊接施工特点,选用本工程最具特点的焊接位置进行试验。
按照GB50205-2001《钢结构施工焊接规范》、JGJ81-2002《建筑钢结构规程》规定及设计施工图的技术要求进行编制。
现场安装焊接工艺评定场地选择在施工现场。
1.组织结构由本项目技术、质量、安全、专业焊接管理人员及探伤检测、焊接技工组成,并邀求业主、监理、总包现场指导。
2.焊接工艺评定原则2.1.工艺评定的焊接人员,必须是由公司持有权威部门颁发的合格证、操作证的熟练焊工。
2.2.对接焊缝试件评定合格的焊接工艺适用于角焊缝、搭接焊缝。
2.3.在焊接工艺评定前,应根据本工程节点形式,提出相应的焊接工艺评定指导书,焊接工艺评定试件经试验合格后,出具焊接工艺评定报告。
3.焊接工艺评定目的3.1.本次焊接工艺评定,作为本工程钢结构现场焊接施工的依据。
3.2.本次焊接工艺评定,检验现场焊接施工所选用的焊材是否与工程使用钢材相匹配。
3.3.本次焊接工艺评定,评定工程选用的焊接设备的性能,是否符合现场安装焊接的使用要求及投入设备的合理数量。
3.4.评定现场焊接时所采用的焊接方法及各项焊接参数。
3.5.评定现场所投入的焊接作业焊工,所需达到的操作技能等级及焊工人数。
4.焊接工艺评定项目现场焊接工艺评定选用本钢结构现场安装工程,最具典型的两种规格、位置的焊接接点作为本次焊接工艺评定的评定项目,使用钢板与工程所用钢板相同(Q345B),焊接工艺评定试板需经各项检验和试验评定合格后,做为正式的焊接工艺评定试件板。
4.1.焊接工艺评定试件规格:选定为40mm和60mm两种规格板厚钢板。
目次前言1 范围2 规范性引用文件3 术语4 总则5 基本规定6 评定项目及试样制备7 试验方法及评定标准8 评定工作的程序和管理附录A(资料性附录)常见国外钢材分类表附录B(资料性附录)焊接工艺评定任务书、方案、报告格式前言根据原国家经济贸易委员会电力[2000]22号《关于确认1999年度电力行业标准制、修订计划项目的通知》的要求,对SD340—1989《火力发电厂锅炉、压力容器焊接工艺评定规程》进行了修订,其格式按照DL/T600—2001《电力标准编写的基本规定》的规定编排。
本标准修订过程中,参照了有关国际标准、国家标准和国内有关标准及规定。
为了正确地完成电力行业中生产、建设、检修、改造工作所涉及的焊接任务,必须按照规定程序拟定焊接工艺指导文件。
本标准则提供在拟定焊接工艺指导文件之前应该完成的焊接工艺评定工作的依据。
电力行业焊接工作的基础性标准是DL/T869—2004《火力发电厂焊接技术规程》和DL/T678—1999《电站钢结构焊接通用技术条件》。
本标准是支持上述标准且相对独立的标准。
原规程实施已十多年,对推动电力行业焊接技术的发展,进而提高焊接工程的质量起到了很好的作用。
随着技术的进步,该规程也显现出一些不适应性。
本次修订主要扩大了焊接方法的适用范围,增加了近年来电站已经采用的新钢种;对原规程中过于繁琐的程序和内容进行了调整。
本标准实施后替代SD340—1989《火力发电厂锅炉、压力容器焊接工艺评定规程》,可覆盖电力行业的全部焊接工艺评定工作。
本标准实施后代替SD340—1989。
本标准的附录A、附录B是资料性附录。
本标准由中国电力企业联合会提出。
本标准由电力行业电站焊接标准化技术委员会归口并负责解释。
本标准主要起草单位:国电电力建设研究所、国家电力公司电源建设部、辽宁发电厂、辽宁省电力科学研究院、天津电力建设公司。
本标准主要起草人:郭军、杨建平、李卫东、张佩良、张信林、刘传玉。
焊接工艺评定规程1 范围本标准规定了在电力行业锅炉、管道、压力容器和承重钢结构等钢制设备的制作、安装、检修焊接工作和焊工技术考核工作实施前进行的焊接工艺评定(以下简称评定)规则、试验方法和合格标准。
船级社焊接工艺评定的标准船级社焊接工艺评定的标准是指对于船只和海洋平台等船舶与海洋工程结构中的焊接工艺进行评定的一套标准。
船级社焊接工艺评定的标准起到了提高焊接质量和确保结构的安全可靠性的作用。
本文将详细介绍船级社焊接工艺评定的标准,包括评定的基本原则、评定的流程和具体的评定项目。
一、评定的基本原则船级社焊接工艺评定的基本原则主要包括技术先进性、全面性、可行性和规范性。
技术先进性指的是评定焊接工艺是否符合目前最新的技术标准和规范要求;全面性是评定过程中要考虑到所有相关因素,包括焊接材料、设备、环境等;可行性是评定结果是否可行,即所评定的焊接工艺是否能够在实际生产中应用;规范性是评定过程中要遵循的标准和规范。
二、评定的流程船级社焊接工艺评定的流程包括提交评定申请、评定准备、实施评定、评定结果的审查和确认等步骤。
1. 提交评定申请:评定申请人应向船级社提交评定申请,并提供相关的技术文件和资料,包括焊接工艺方案、焊接材料和设备的证书、验收记录等。
2. 评定准备:船级社会对评定申请进行评估,并组织评定准备工作。
评定准备包括确定评定范围、制定评定方案、组织评定人员等。
3. 实施评定:评定人员按照评定方案对焊接工艺进行评定。
评定内容包括焊接接头的准备工作、焊接参数的选择、焊接设备的调试和检验等。
4. 评定结果的审查和确认:评定人员将评定结果汇总,并提交给船级社,船级社将对评定结果进行审查和确认。
审查内容包括焊接工艺的技术可行性、符合的标准和规范等。
三、评定的项目船级社焊接工艺评定的项目主要包括焊接材料、焊接设备、焊接参数和焊接接头的评定。
1. 焊接材料的评定:焊接材料的评定主要包括选择、验证和控制。
评定时需要根据焊接接头的要求选择合适的焊接材料,并进行验收和控制。
2. 焊接设备的评定:焊接设备的评定主要包括选择、校准和维护。
评定时需要根据焊接接头的要求选择适合的焊接设备,并进行校准和维护。
3. 焊接参数的评定:焊接参数的评定主要包括选择和调试。
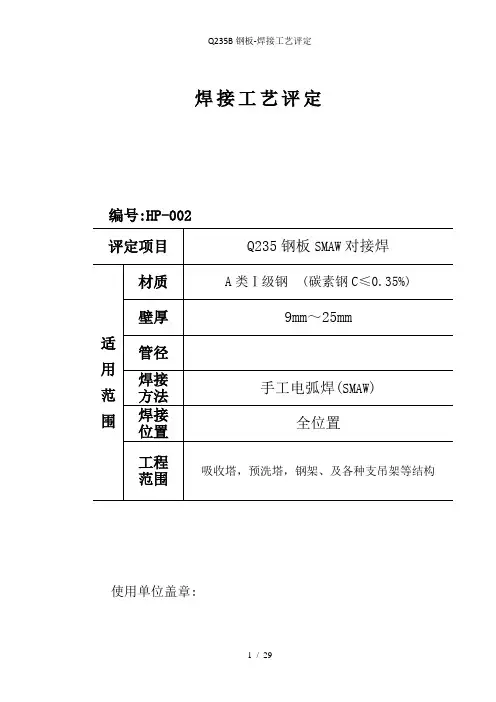
焊接工艺评定编号:HP-002使用单位盖章:焊接工艺评定任务书编号:RW-06-02焊接工艺评定方案编号:FA-06-04接头型式: 对接 衬 垫: /衬垫材料: / 30~350其 它: / 2~3mm母 材:类 号: A 类 与类 号: A 类钢 号: Q235B 与钢 号: Q235b 相焊接 试 件:母 材 厚 度:12mm 焊缝金属厚度:13~14mm 管 子 直 径: / 其 它: / 电(火焰)特性:电极:钨级型号和尺寸: /送丝速度范围: /其它: /填充金属:焊条型号:E5015 规格:ф3.2/ф4.0焊丝型号: / 规格: /焊剂型号: /其它: /焊接工艺评定方案编号:FA-06-052~3mm接头型式:对接 30衬垫: /衬垫材料: /其它:母材:类号: A类与类号: A类钢号: Q235 B 与钢号: Q235 B 相焊接试件:母材厚度: 12mm焊缝金属厚度: 13~14mm管子直径: /其它: /电(火焰)特性:电极:钨级型号和尺寸: /送丝速度范围: /其它: /填充金属:焊条型号: E5015 规格:ф3.2/ф4.0焊丝型号: / 规格:/焊剂型号: /其它: /焊接工艺评定方案编号:FA-06-06接头型式: 对接衬其 30~35母 材:类 号: A 类 与类 号: A 类钢 号: Q235 与钢 号: Q235 相焊接 试 件:母 材 厚 度:12mm 焊缝金属厚度:13~14mm 管 子 直 径:/ 其 它:/ 电(火焰)特性:电极:钨级型号和尺寸: /送丝速度范围: /其它: /填充金属:焊条型号: E5015 规格:ф3.2/ф4.0焊丝型号: / 规格: /焊剂型号: /其它: /打底层1道填充层2道盖面层3道焊接工艺评定报告编号:BG-06-04简图:接头型式: 对接 衬 垫: /衬垫材料: /其 它:母 材:类 号:A 类 与类 号:A 类钢 号:Q235 与钢 号:Q235 相焊接 厚 度:12mm 直 径: /其 它:坡口内外两侧15㎜处打磨干净,露出金属光泽。
如何做好焊接工艺评定如何做好焊接工艺评定第一节、焊接工艺评定一、焊接工艺评定概念焊接工艺评定工作是整个焊接工作的前期准备。
焊接工艺评定工作是验证所拟定的焊件及有关产品的焊接工艺的正确性而进行的试验过程和结果评价。
它包括焊前准备、焊接、试验及其结果评价的过程。
焊接工艺评定也是生产实践中的一个重要过程,这个过程有前提、有目的、有结果、有限制范围。
所以焊接工艺评定要按照所拟定的焊接工艺方案进行焊前准备、焊接试件、检验试件、测定试件的焊接接头是否具有所要求的使用性能的各项技术指标,最后将全过程积累的各项焊接工艺因素、焊接数据和试验结果整理成具有结论性、推荐性的资料,形成“焊接工艺评定报告”。
二、焊接工艺评定的意义焊接工艺评定是保证锅炉、压力容器和压力管道焊接质量的一个重要环节。
焊接工艺评定是锅炉、压力容器和压力管道焊接之前技术准备工作中一项不可缺少的重要内容,是国家质量技术监督机构进行工程审验中必检的项目,是保证焊接工艺正确和合理的必经途径,是保证焊件的质量,焊接接头的各项性能必须符合产品技术条件和相应的标准要求的重要保证,因此,必须通过相应的实验即焊接工艺评定加以验证焊接工艺正确性和合理性,焊接工艺评定和还能够在保证焊接接头质量的前提下尽可能提高焊接生产效率和最大限度的降低生产成本,获取最大的经济效益。
三、焊接工艺评定目的焊接工艺评定的目的是:(1)是锅炉、压力容器和压力管道及设备制造、安装、检修等生产过程和焊工培训教学应遵循的技术文件。
(2)是焊接质量管理所要执行的关键环节或重要措施。
(3)是反映一个单位施焊能力和技术水平高低的重要标志。
(4)是行业和国家相关的规程所做规定的必须进行的项目。
四、焊接工艺评定的历史和发展80年代以后,电力系统高温、高压机组不断涌现,尤其近年来超临界、超超临界机组的不断出现,新钢种、新材料的不断出现;国家和行业的标准如《蒸汽锅炉安全监察规程》、《压力容器安全监察规程》和《电力工业锅炉压力容器监察规程》等规程都严格规定要进行焊接工艺评定;而在机组的安装、设备的检修实际工作中也都不同程度出现了由于焊接工艺不当影响焊接质量,并造成了一定的损失。
焊接工艺评定报告检测焊接项目
焊接工艺评定报告是对焊接工艺进行检测和评定的重要文件,
它通常包括以下内容:
1. 检测项目,首先,评定报告会详细列出被评定的焊接项目,
包括焊接材料、焊接方法、焊接位置等相关信息。
2. 检测标准,报告会说明所采用的检测标准,这些标准通常是
国家或行业规定的标准,包括焊接工艺规范、焊接材料标准、焊接
质量标准等。
3. 检测过程,报告会详细描述评定过程中所采取的检测方法和
步骤,包括焊接工艺参数的设定、焊接设备的校准、焊缝外观检测、焊接强度测试等。
4. 检测结果,评定报告会对焊接项目的检测结果进行详细说明,包括焊接质量是否符合标准要求,是否存在缺陷和问题,以及对应
的检测数据和分析结果。
5. 评定结论,最后,报告会给出对焊接工艺的评定结论,包括
是否通过评定、存在的问题和建议的改进措施等。
总之,焊接工艺评定报告是对焊接项目进行全面评定和检测的重要文件,它为确保焊接质量和安全提供了重要依据,对于提高焊接质量和工艺水平具有重要意义。

目录一、工程概况 (1)二、引用标准 (3)三、接头选择 (4)四、试验材料和焊接设备 (4)五、焊接检验及力学性能试验 (7)五、焊接工艺评定报告的内容 (9)为确保制作及安装质量符合设计及《公路桥涵施工技术规范》(JTGT F50-2011)的要求,针对钢箱梁及钢墩柱设计的焊接接头形式,选择具有代表性的焊接接头进行焊接工艺评定试验,作为编制制作钢箱梁焊接工艺的依据。
一、工程概况桥梁设计范围的起始桩号CK1+748.499~CK1+926.870,桥梁总长200.145m,第一联桥梁长 23.445m,第二联桥梁长 84.0m,第三联桥梁长92.7m。
第一联及第三联桥梁为钢箱梁结构,第二联为钢筋砼结构。
第一联桥梁上部结构采用钢箱梁,跨径 12.478m,梁高 0.724m。
主梁顶板厚 16mm,底板厚22mm,腹板厚 14mm。
帽连桥台,与第二联衔接处置于梁端牛腿。
第三联桥梁上部结构采用钢箱梁,跨径 15~20m,梁高 0.724m。
主梁顶板厚 16mm,底板厚22mm,腹板厚 14mm。
桥墩采用钢管砼圆柱墩。
桥墩采用直径 0.6m 接 0.8m 圆柱墩(壁厚 20mm),填充 C30 微膨胀砼,基础采用φ1.5m 灌注桩,两种直径的墩柱采用长度 200cm 变截面圆柱墩(壁厚 20mm)连接。
钢箱梁与墩台采用熔透焊接固定。
本工程范围:钢墩柱、钢箱梁两种主要结构。
桥梁上部结构采用钢箱梁,标准跨径12.77m、15m、16m、20m,梁高0.724m。
主梁顶板厚16mm,底板厚22mm,腹板厚14mm。
钢箱梁设计如下图所示:图1-1 第3联钢箱梁标准断面图图1-2 第1联钢箱梁标准断面图二、引用标准表2-1 施工参考规范用表序号规范名称规范编号1 《低合金高强度结构钢》GB/T1591-20082 《碳素结构钢》GB/T700-20063 《铁路钢桥制造规范》Q/CR9211-20154 《公路桥涵施工技术规范》JTG/TG50-20115 《碳钢药芯焊丝》GB/T 10045-2001三、接头选择依据设计图,钢箱梁所用母材为Q345B,结合各部分结构形式,整理了结构中存在的各种不同板厚、不同施焊工位的各类主要对接、熔深坡口角接及T型角接接头。
管道焊接工艺评定报告及焊接工艺规程全文共四篇示例,供读者参考第一篇示例:管道焊接工艺评定报告及焊接工艺规程一、引言管道焊接是管道工程中不可或缺的一部分,其质量直接影响了管道的安全运行和使用寿命。
为了确保管道焊接质量达到要求,需要对焊接工艺进行评定,并建立相应的焊接工艺规程。
本报告将围绕管道焊接工艺评定进行详细阐述,并制定针对性的焊接工艺规程。
二、焊接工艺评定报告1. 焊接工艺评定的目的焊接工艺评定的目的是评估焊接工艺参数的合理性与可行性,验证焊接工艺的适用性和可靠性,为管道焊接工作提供科学依据。
(1) 材料分析:对待焊接材料进行分析,包括管道材质、壁厚等参数。
(2) 设备检测:检验焊接设备的性能和状态,保证设备正常运行。
(3) 工艺规范:根据管道材质、壁厚等特性,选择合适的焊接方法和参数。
(4) 焊接试验:进行焊接试验,对焊缝进行质量评定。
根据焊接工艺评定的结果,得出对焊接工艺的合格性评定,提出改进建议,为制定焊接工艺规程提供参考。
三、焊接工艺规程(1) 合理性原则:根据焊接材料和管道要求制定合理的焊接工艺。
(2) 稳定性原则:保证焊接工艺的稳定性和可靠性,确保焊接质量。
(3) 标准化原则:参照国家标准和规范要求,制定符合标准的焊接工艺规程。
(1) 材料准备:对焊接材料进行检验,确保质量合格。
(3) 焊接工艺参数:确定适宜的焊接电流、电压、焊接速度等参数。
(4) 焊接缺陷处理:规定焊接缺陷的处理方法,保证焊缝质量。
(5) 焊接验收标准:明确焊接质量验收标准,确保焊接质量达标。
3. 焊接工艺规程实施及检验(1) 实施焊接工艺规程:在实际焊接过程中,严格按照焊接工艺规程要求进行操作。
四、结论第二篇示例:管道焊接工艺评定报告及焊接工艺规程一、引言管道焊接是管道工程中的重要环节,对管道系统的安全性和稳定性起着至关重要的作用。
为了确保管道焊接工艺的质量和可靠性,需要对管道焊工进行工艺评定,并建立完善的焊接工艺规程。

第四章!焊接工艺评定的试验项目钢制压力容器的焊接工艺评定是以焊缝的形式来分类的!不同的焊缝形式采用不同的试件"有不同的试验项目!一!对接焊缝按照规定"评定对接焊缝焊接工艺时"采用对接焊缝试件!试验项目有#&’外观检查外观检查主要是检查焊接接头表面有无裂纹$未焊透和未熔合!!’无损检测无损检测主要是检查焊缝内部的质量"即有无裂纹$气孔$夹杂等缺陷!=’力学性能试验力学性能试验包括拉伸试验$弯曲试验和冲击试验!其中拉伸试验的目的是测定焊接接头的强度%弯曲试验的目的是测定焊接接头的塑性和揭示接头内部缺陷"检验焊缝的致密性&连续性和完好性’%冲击试验的目的是测定焊接接头的冲击韧度!二!角焊缝按照规定"评定角焊缝焊接工艺时"采用角焊缝试件!同时"对接焊缝试件评定合格的焊接工艺"亦适用于角焊缝"而且当母材的材料相同或符合材料替代规则时"任一厚度的对接焊缝试件评定合格的焊接工艺"适用于任何厚度的工件的角焊缝!在焊接工艺评定中"作角焊缝试件是为了检验所制定的焊接工艺"能否保证角焊缝的焊透!因此试验项目有#&’外观检查外观检查主要是检查角焊缝接头的外观质量"是否有裂纹和未熔合等!!’宏观金相检验宏观金相检验的目的"是检查焊缝根部是否焊透以及焊接接头的内部质量!由于角焊缝试件不能测定焊接接头的力学性能"对于承压的角焊缝"建议采用对接焊缝试件来评定"以确保角焊缝焊接接头所需的力学性能!试验项目与上述对接焊缝相同"包括#-外观检查%.无损检测%5力学性能试验!三!组合焊缝组合焊缝可分为全焊透的组合焊缝和未全焊透的组合焊缝两种"两者评定方法不同"试验项目也不相同!((&=&=!一"全焊透的组合焊缝全焊透的组合焊缝有两种评定方法!&’采用与工件接头的坡口形式和尺寸类同的对接焊缝试件采用对接焊缝试件是为了测定焊接接头的力学性能"由此来保证组合焊缝工件焊接接头的力学性能#试件的坡口形式和尺寸类同$坡口形式一样"尺寸相同%"这是为了验证能否焊透&试验项目与上述的对接焊缝相同"包括!-外观检查#.无损检测#5力学性能试验&!’采用组合焊缝试件加对接焊缝试件组合焊缝试件是用来验证能否焊透#对接焊缝试件是用以测定接头的力学性能&由于能否焊透由组合焊缝试件去评定"此时对接焊缝试件的坡口形式和尺寸不限&组合焊缝试件的试验项目有!-外观检查#.宏观金相检查&对接焊缝试件的试验项目与上述对接焊缝相同"包括!-外观检查#.无损检测#5力学性能试验&!二"未全焊透的组合焊缝如果坡口的深度大于工件中较薄母材厚度的一半时"可按对接焊缝对待"试验项目与上述对接焊缝相同#如果坡口深度小于或等于工件中较薄母材厚度的一半时"则按角焊缝对待"试验项目与上述角焊缝相同&四!耐蚀堆焊层耐蚀堆焊层的试验项目有!&’渗透检测渗透检测的目的"是检查耐蚀堆焊层表面有无裂纹’缝隙和气孔等缺陷&!’弯曲试验弯曲试验的目的"是检查耐蚀堆焊层的致密性和塑性&=’化学成分分析堆焊金属的耐蚀性与其化学成分有关"进行堆焊层金属的化学成分分析"可以检查堆焊层金属是否具有技术条件所规定的化学成分&((&?&=。
焊接工艺评定工作是整个焊接工作的前期准备,焊接工艺评定工作是验证所拟定的焊件及有关产品的焊接工艺的正确性而进行的试验过程和结果评价,重要性不言而喻。
一、焊接工艺评定概念它包括焊前准备、焊接、试验及其结果评价的过程。
焊接工艺评定也是生产实践中的一个重要过程,这个过程有前提、有目的、有结果、有限制范围。
所以焊接工艺评定要按照所拟定的焊接工艺方案进行焊前准备、焊接试件、检验试件、测定试件的焊接接头是否具有所要求的使用性能的各项技术指标,最后将全过程积累的各项焊接工艺因素、焊接数据据和试验结果整理成具有结论性、推荐性的资料,形成“焊接工艺评定报告”。
二、焊接工艺评定的意义焊接工艺评定是保证锅炉、压力容器和压力管道焊接质量的一个重要环节。
焊接工艺评定是锅炉、压力容器和压力管道焊接之前技术准备工作中一项不可缺少的重要内容,是国家质量技术监督机构进行工程审验中必检的项目,是保证焊接工艺正确和合理的必经途径,是保证焊件的质量,焊接接头的各项性能必须符合产品技术条件和相应的标准要求的重要保证,因此,必须通过相应的实验即焊接工艺评定加以验证焊接工艺正确性和合理性,焊接工艺评定和还能够在保证焊接接头质量的前提下尽可能提高焊接生产效率和最大限度的降低生产成本,获取最大的经济效益。
三、焊接工艺评定目的和适用范围3.1 焊接工艺评定目的1.是锅炉、压力容器和压力管道及设备制造、安装、检修等生产过程和焊工培训教学应遵循的技术文件;2.是焊接质量管理所要执行的关键环节或重要措施;3.是反映一个单位施焊能力和技术水平高低的重要标志;4.是行业和国家相关的规程所做规定的必须进行的项目。
3.2 焊接工艺评定的适用范围1.焊接工艺评定适用于锅炉、管道、压力容器和承重钢结构等钢制设备的制作、安装、检修的焊接工作以及焊工培训和焊工技术考核,在这些工作实施前都要进行的焊接工艺评定,来确定所拟订的焊接工艺的正确性。
2.焊接工艺评定适用于焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、药芯焊丝电弧焊、气焊、埋弧焊等焊接方法。
青岛德通起重机有限公司焊接工艺评定(PQR)文件编号:DT1019-2012版本: B受控状态:发放编号:2012年3月1日发布2012年4月1日实施焊接工艺评定(PQR)第1条焊接工艺评定是用以评定施焊单位是否有能力焊出符合产品技术条件所要求的焊接接头,验证施焊单位制订的焊接工艺指导书是否合适。
第2条焊接工艺评定是在焊接性试验基础上进行的生产前工艺验证试验,应在制订焊接工艺指导书以后,焊接产品以前进行。
焊接工艺评定是由施焊单位的熟练焊工(不允许外单位的焊工)按照焊接工艺指导书的规定焊接工艺试件,然后对工艺试件进行包观、无损探伤、力学性能和金相等项检验,同时将焊接时的实际工艺参数和各项检验结果记录在焊接工艺评定报告上,施焊单位规定的技术负责人应对该报告进行审批。
第3条对于产品上每种焊缝(按接头类型、母材、焊接材料、焊接方法和工艺等划分),施焊单位应编制焊接工艺指导书。
如果改变其中某项条件或参数,应另行编制焊接工艺指导书。
第4条焊接工艺指导书应有下列内容;1.焊接工艺指导书编号和日期;2.相应的焊接工艺评定报告的编号;3.焊接方法及自动化程度;4.接头形式、有无衬垫及衬垫材料牌号;5.用筒图表明坡口、间隙、焊道分布和顺序;6.母材的钢号、分类号;7.母材、熔敷金属的厚度范围、管子直径范围;8.焊条、焊丝的牌号和直径,焊剂的牌号和类型,钨极的类型、牌号和直径,保护气体的名称和成分;9.焊接位置、立焊的焊接方向;10.预热的最低温度、预热方式、最高的层间温度、焊后热处理的温度范围和保温时间范围;11.每层焊缝的焊接方法,焊条、焊丝、钨极的牌号和直径,焊接电流的种类、极性和数值范围,电弧电压范围,焊接速度范围,送丝速度范围,导电嘴至工件的距离,喷嘴尺寸及喷嘴与工件的角度,保护气体、气体垫和尾部气体保护的成分和流量,施焊技术(有无摆动、摆动方法、清根方法、有无锤击等);12.焊接设备及仪表;13.编制人和审批人的签字和日期。
钢结构焊接工艺评定报告缝试样单位焊工姓名母材钢号资格代号规格级别生产厂施焊日期评定报告编号执行标准一汔大众总装车间对接焊缝XXXXXXQ345BI20生产厂二钢印号韶钢2015.6.13YLPDxxxxxxx-0181-2002化学成份和力学性能符合标准要求。
焊接材料包括焊条、焊丝、焊剂或气体,焊接方法为GMAW.SAW,焊接位置为F,接头形式为BS,T。
试验项目包括外观、X光、超声波、表面探伤、拉力试验、冲击试验、弯曲试验、宏观金相、硬度试验等。
焊接设备型号为THQ-50C、花王HJ431,电源及极性为直流、反接,直径为Φ4MM、Φ1.2.清根工艺为碳弧刨、角磨、钢丝刷,层间温度≤180℃,预热温度和后热温度见焊接工艺评定指导书。
评定标准为GB--89、GB/T1591-94,评定结果为合格。
根据《建筑钢结构焊接技术规程》(81)规定,本评定符合工程要求,焊接条件及工艺参数适用范围按本评定指导书规定执行。
GMAW和SAW焊接技术用于对接焊缝,本指导书编号为YLZD-1.自动化程度包括手工和埋弧焊。
焊接层次和焊接位置F接头坡口形式取决于母材的化学成分。
本次焊接使用的钢号是Q345B,其C含量为0.16%,Rel为370MPa。
焊条和焊丝的牌号是ER50-6,生产厂为天津大桥。
烘干温度为250℃,烘干时间为2小时,气体类型为CO2.焊机型号为YD-500RX.MZ-1250,预热和焊后预热温度为545℃。
焊剂型号为花王HJ431,烘干温度为≤180℃,生产厂为洛阳牡丹。
电源电极为直流、反接,消氢温度及时未提及。
焊前清理需要除锈清渣,层间清理需要清渣打磨,背面清根方式为碳弧刨、角磨、钢丝刷。
焊接工艺参数及性能检测共2页,其中焊接工艺参数包括焊条或焊丝、道数、焊接工艺施焊环境、环境温度等。
非破坏性检测包括焊缝外观、X射线、超声波、磁粉、渗透等试验项目,招待标准为GB--89.破坏性检测包括拉力试验,试验设备为WE-1000A。
钢筋焊接工艺评定内容主要包括以下几点:
1. 评定对象:根据工程结构的特点,评定对象主要是重要结构或特殊结构的,需要进行焊接工艺评定。
2. 焊接材料:根据设计文件、规范要求选择焊接材料牌号、规格和数量等。
3. 试样加工:试样数量、取样部位应满足要求,焊接材料应符合有关标准要求,例如符合烘焙记录的要求。
4. 试样制备:试样应平直,否则会影响检验结果。
5. 试样焊接工艺要求:制定焊接工艺指导书,对操作工人进行技术交底。
6. 试样检验项目:必须满足规范和有关标准要求,试样的检验报告应及时提交焊接工艺评定过程是否符合要求。
7. 审批程序:工艺评定报告及评定记录应及时整理,并按照相关规定程序审批。
请注意,如果结构形式与评定时的结构形式不一致,或者使用新材料或改变了施工方法,都需要重新进行焊接工艺评定。
太 原 重 工 打底3焊接工艺评定(pwps )焊接过程示意图盖面Q690( S=50mr ) X 型坡口 MAG 文件编号 135-2 文件名称pwps依据文件编号共2 页 第1页项目 主要 技术 特征 特征书写顺序:母材牌号,坡 口形式,接: 头类型,焊接牌号,母材规格,其它Q690 , X 型坡口,对接接头,ER50-6, S =50mm 保护气体:CQ20%+Ar80%评定 目的 1.可焊性分析 3. 检验接头机械性能2. 确定焊接工艺4. 检验接头宏观或微观金相 焊接 方法 气体保护焊(MAG试 件 母 材母材类别 牌号 板厚 标准 状态 规格3, 1 Q690 S =50mm GB/T16270 淬火+回火 150X 500 3, 1Q690S =50mmGB/T16270淬火+回火150X 500焊 接 材 料焊材类别 牌号 规格 标准 烘干温度及时间实芯焊丝 ER50-6 ① 1.2mmGB/T8110-2001保护气体Ar/CO 280/20接头装配示意图 〈30丿- --------------------------------- i — ■ ---------------------------------------编制 审核 批准Cfz:太原重工焊接工艺评定(pwps)文件编号135-1文件名称pwps Q690 ( S =12mmV型坡口MAG依据文件编号共2 页第1页项目主要技术特征特征书写顺序:母材牌号,坡口形式,接头类型,焊材型号,母材规格,其它Q690 V型坡口,对接接头,ER 50-6, S =12mm保护气体:CO20% +Ar80%评定目的1.焊接性分析V 3.检验接头机械性能V2.确定焊接工艺V4.检验接头宏观或微观金相焊接方法气体保护焊(MAG试件母材母材类别牌号板厚标准状态规格3. 1 Q690 S =12mm GB/T16270 淬火+回火150x 5003. 1 Q690 S =12mm GB/T16270 淬火+回火150x 500焊接材料焊材类别型号规格标准烘干温度及时间实芯焊丝ER 50-6 ① 1.2 mm GB/T8110-2001保护气体Ar/CO 2 80/20接头装配示意图焊接过程示意图编制审核批准焊接工艺评定(pwps)文件编号121-1L文件名称pwps 太原重工Q690( S =12mm I型坡口SAW 依据文件编号共2 页第1 页项目主要技术特征特征书写顺序:母材牌号,坡口形式,接头类型,焊材牌号,母材规炭格,其它Q690 I 型,对接接头,H08MnA HJ431, S =12mm评定目的1.焊性分析 3. 检验接头机械性能2.确定焊接工艺 4. 检验接头宏观或微观金相焊接方法埋弧自动焊(SAW试件母材母材类别牌号板厚标准状态规格3. 1 Q690 S =12mm GB/T16270 淬火+回火150x 5003. 1 Q690 S =12mm GB/T16270 淬火+回火150x 500焊接材料焊材类别牌号规格标准烘干温度及时间埋弧焊丝H08 MnA ① 4.0mm GB/T14957- 94埋弧焊剂HJ431 GB/T5293- 99 250C 2h接头装配示意图焊接过程示意图1\/h 1i \1 / [1飞1fii——-0T编制审核批准接头装配示意图焊接过程示意图盖面V—7 打底备注:焊接工艺评定(pwps )太原重工文件编号 136-2 文件名称 pwps依据文件编号共2 页P 第1页项目 主要 技术 特征 特征书写顺序:母材牌号,坡口形式,接头类?型,焊接牌号,母材规格,其它Q69Q X 型坡口,对接接头,E70-T5, E70-T1, S =50mm 保护气体:CQ20%+Ar80%评定目的 1.可焊性分析 3. 检验接头机械性能2. 确定焊接工艺4. 检验接头宏观或微观金相 焊接 方法 气体保护焊(MAG试 件 母 材 母材类别 牌号 板厚 标准 状态 规格3. 1 Q690 S =50mm GB/T16270 淬火+回火 150X 500 3. 1Q690S =50mmGB/T16270淬火+回火150X 500焊 接 材 料焊材类别 牌号 规格 GB 型号 符合标准药芯焊丝E70T-5 ① 1.6mm GBEF01-5020 GB10045-88 药芯焊丝 E70T-1 ① 1.6mmGBEF03-5040GB10045-88保护气体 Ar/CO 280/20接头装配示意图 焊接过程示意图Q690 ( S=50mr ) X 型坡口MAG L_*盖面编制审核批准打底 _^BP■填充4 —一编制审核批准太原重工焊接工艺评定(pwps)Q690 ( S=50mr) X型坡口SAW文件编号121-2文件名称pwps依据文件编号共2 页第1页项目主要技术特征特征书写顺序:母材牌号,坡口形式,接头类?型,焊材型号,母材规格,其它Q69Q X型坡口,对接接头,H08MnA$ =50mm 焊剂:HJ431评定目的1.可焊性分析3. 检验接头机械性能2.确定焊接工艺 4. 检验接头宏观或微观金相焊接方法埋弧自动焊(SAW试件母材母材类别牌号规格标准状态尺寸3. 1 Q690 S =50mm GB/T16270 淬火+回火150X 5003. 1 Q690 S =50mm GB/T16270 淬火+回火150X 500焊接材料焊材类别牌号规格标准烘干温度及时间埋弧焊丝H08 MnA ①4mm GB/T8110-2001埋弧焊剂HJ431 GB/T5293- 99 250 r 2h接头装配示意图焊接过程示意图50*77入盖面打底■■ ____ -■F J填充t . ”—A编制审核批准盖面打底填充备注:接头装配示意图焊接过程示意图清根要求焊缝外观按JB/T7947的规定执行后热要求热处理工艺焊后不退火备注:太原重工焊接工艺评定(pwps)Q690 ( S =30mr ) 多道角焊 SAW文件编号 121-5 文件名称pwps依据文件编号共2 页第1 页项目 主要 技术 特征 特征书写顺序:母材牌号,坡口形式,接头类型,焊材牌号,母材才规格,其它Q69Q 多道角焊,H08MnA HJ431, S =30mm 焊角高度:15评定 目的 1.焊性分析 3. 检验接头机械性能2. 确定焊接工艺4.检验接头宏观或微观金相 焊接 方法 埋弧自动焊(SAW)试 件 母 材 母材类别 牌号 规格 标准 状态 尺寸3. 1 Q690 S =30mm GB/T16270 淬火+回火 150x 500 3. 1Q690S =30mmGB/T16270淬火+回火350x 500焊接 材 料焊材类别 型号 规格 标准烘干温度及时间埋弧焊丝 H08 MnA ①4mmGB/T14957-94埋弧焊剂HJ431GB/T5293- 99250r 2h接头装配示意图 焊接过程示意图编制 审核 批准。
电熔承插焊接工艺评定检验与试验项目包括
()。
电熔承插焊接工艺评定检验与试验项目包括以下几项:
1. 焊材的质量检验,包括焊条、气体保护剂等;
2. 焊工技能检验,包括焊接工人的技术水平、操作技能等;
3. 焊接过程参数的测试,包括焊接电流、电压、焊接速度等参数;
4. 焊缝的外观检验,包括焊缝形状、焊缝表面的缺陷、夹杂物、气孔等;
5. 焊缝的力学性能测试,包括抗拉强度、屈服强度、延伸率、冲击韧性等;
6. 可焊性试验,包括焊接接头的可焊性测试和材料的可焊性测试。
以上是电熔承插焊接工艺评定检验与试验项目的主要内容。