表面粗糙度仪的国家标准及术语.doc
- 格式:doc
- 大小:361.50 KB
- 文档页数:8
表面粗糙度仪(光洁度)的国家标准主要术语及定义表面粗糙度仪(光洁度)的国家标准主要术语及定义友情提示:时代公司作为“国家表面粗糙度标准”的起草和制定的重要成员之一,热诚欢迎尊敬的阁下共同学习探讨表面粗糙度的相关问题!本资料给出的参数符合GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构的述语、定义及参数》、符合GB/T6062-2002《产品几何量技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标称特性》。
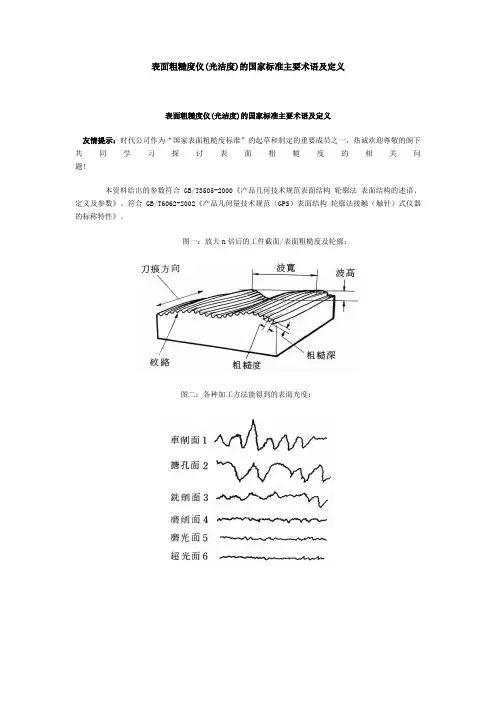
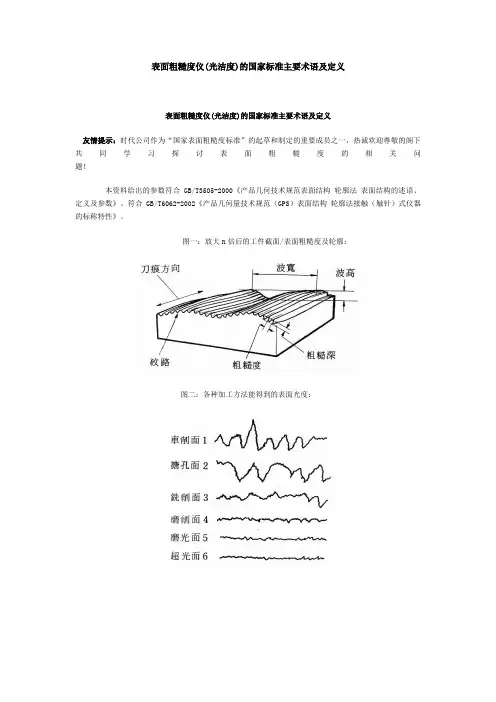
图一:放大n倍后的工件截面/表面粗糙度及轮廓:图二:各种加工方法能得到的表面光度:图三:常见的表面粗糙度仪的工件测量:表面粗糙度关键技术术语:(1)表面粗糙度:取样长度L取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。
(2)表面粗糙度:评定长度Ln由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。
(3)表面粗糙度:轮廓中线(也有叫曲线平均线)M轮廓中线M是评定表面粗糙度数值的基准线。
评定参数及数值:国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
表面粗糙度高度参数共有三个:(1)轮廓算术平均偏差Ra :在取样长度L内,轮廓偏距绝对值的算术平均值。
(2)微观不平度十点高度Rz在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
(3)轮廓最大高度Ry在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙度间距参数共有两个:(4)轮廓单峰平均间距S两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度L内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。
(5)轮廓微观不平度的平均间距Sm含有一个轮廓峰和相邻轮廓谷的一段中线长度Sm,称轮廓微观不平间距。
i表面粗糙度综合参数:(6)轮廓支承长度率tp与取样长度L之比。
表面粗糙度仪(光洁度)的国家标准主要术语及定义表面粗糙度仪(光洁度)的国家标准主要术语及定义友情提示:时代公司作为“国家表面粗糙度标准”的起草和制定的重要成员之一,热诚欢迎尊敬的阁下共同学习探讨表面粗糙度的相关问题!本资料给出的参数符合GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构的述语、定义及参数》、符合GB/T6062-2002《产品几何量技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标称特性》。
图一:放大n倍后的工件截面/表面粗糙度及轮廓:图二:各种加工方法能得到的表面光度:图三:常见的表面粗糙度仪的工件测量:表面粗糙度关键技术术语:(1)表面粗糙度:取样长度L取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。
(2)表面粗糙度:评定长度Ln由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。
(3)表面粗糙度:轮廓中线(也有叫曲线平均线)M轮廓中线M是评定表面粗糙度数值的基准线。
评定参数及数值:国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
表面粗糙度高度参数共有三个:(1)轮廓算术平均偏差Ra :在取样长度L内,轮廓偏距绝对值的算术平均值。
(2)微观不平度十点高度Rz在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
(3)轮廓最大高度Ry在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙度间距参数共有两个:(4)轮廓单峰平均间距S两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度L内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。
(5)轮廓微观不平度的平均间距Sm含有一个轮廓峰和相邻轮廓谷的一段中线长度Sm i,称轮廓微观不平间距。
表面粗糙度综合参数:(6)轮廓支承长度率t p轮廓支承长度率就是轮廓支承长度n p与取样长度L之比。

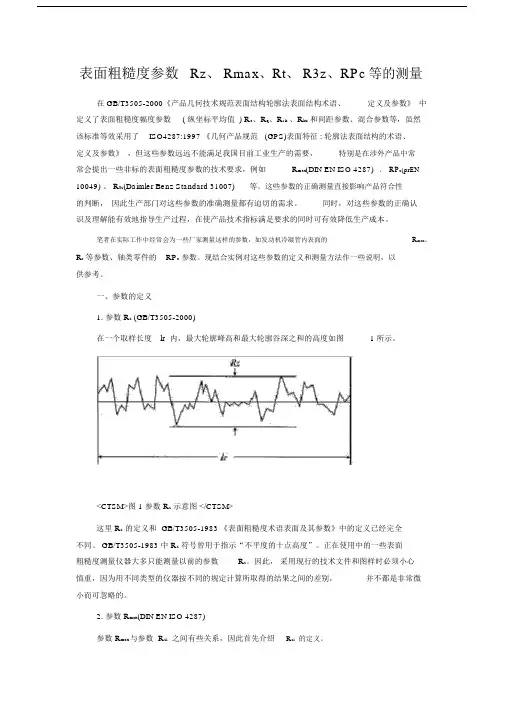
表面粗糙度参数Rz、 Rmax、Rt、 R3z、RPc等的测量在 GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构术语、定义及参数》中定义了表面粗糙度幅度参数( 纵坐标平均值 ) R a、R q、R sk、R ku和间距参数、混合参数等,虽然该标准等效采用了ISO4287:1997 《几何产品规范(GPS)表面特征 : 轮廓法表面结构的术语、定义及参数》,但这些参数远远不能满足我国目前工业生产的需要,特别是在涉外产品中常常会提出一些非标的表面粗糙度参数的技术要求,例如R max(DIN EN ISO 4287)、RP c(prEN 10049) 、R3z(Daimler Benz Standard 31007)等。
这些参数的正确测量直接影响产品符合性的判断,因此生产部门对这些参数的准确测量都有迫切的需求。
同时,对这些参数的正确认识及理解能有效地指导生产过程,在使产品技术指标满足要求的同时可有效降低生产成本。
笔者在实际工作中经常会为一些厂家测量这样的参数,如发动机冷凝管内表面的R max、R t等参数、轴类零件的RP c参数。
现结合实例对这些参数的定义和测量方法作一些说明,以供参考。
一、参数的定义1. 参数R z (GB/T3505-2000)在一个取样长度lr 内,最大轮廓峰高和最大轮廓谷深之和的高度如图 1 所示。
<CTSM>图 1 参数R z示意图 </CTSM>这里 R z的定义和GB/T3505-1983《表面粗糙度术语表面及其参数》中的定义已经完全不同。
GB/T3505-1983 中R z符号曾用于指示“不平度的十点高度”。
正在使用中的一些表面粗糙度测量仪器大多只能测量以前的参数R z。
因此,采用现行的技术文件和图样时必须小心慎重,因为用不同类型的仪器按不同的规定计算所取得的结果之间的差别,并不都是非常微小而可忽略的。
2. 参数R max(DIN EN ISO 4287)参数 R max与参数 R zi之间有些关系,因此首先介绍R zi的定义。

中美表面粗糙度对照表中国旧标准(光洁度)中国新标准(粗糙度)Ra美国标准(微米 )Ra美国标准(微英寸),Ra▽4 6.38.00320 6.30250▽5 3.25.00200 4.00160 3.20125▽6 1.62.50100 2.0080 1.6063▽70.81.2550 1.0040 0.8032▽80.40.6325 0.5020 0.4016表面粗糙度仪(光洁度)的国家标准主要术语及定义表面粗糙度仪(光洁度)的国家标准主要术语及定义友情提示:时代公司作为“国家表面粗糙度标准”的起草和制定的重要成员之一,热诚欢迎尊敬的阁下共同学习探讨表面粗糙度的相关问题!本资料给出的参数符合GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构的述语、定义及参数》、符合GB/T6062-2002《产品几何量技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标称特性》。
图一:放大n倍后的工件截面/表面粗糙度及轮廓:图二:各种加工方法能得到的表面光度:图三:常见的表面粗糙度仪的工件测量:表面粗糙度关键技术术语:(1)表面粗糙度:取样长度L取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。
(2)表面粗糙度:评定长度Ln由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。
(3)表面粗糙度:轮廓中线(也有叫曲线平均线)M轮廓中线M是评定表面粗糙度数值的基准线。
评定参数及数值:国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
表面粗糙度高度参数共有三个:(1)轮廓算术平均偏差Ra :在取样长度L内,轮廓偏距绝对值的算术平均值。
(2)微观不平度十点高度Rz在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
(3)轮廓最大高度Ry在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
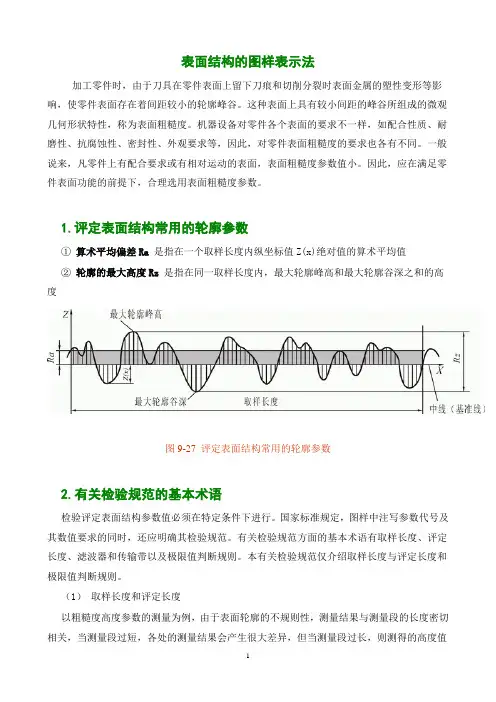
表面结构的图样表示法加工零件时,由于刀具在零件表面上留下刀痕和切削分裂时表面金属的塑性变形等影响,使零件表面存在着间距较小的轮廓峰谷。
这种表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。
机器设备对零件各个表面的要求不一样,如配合性质、耐磨性、抗腐蚀性、密封性、外观要求等,因此,对零件表面粗糙度的要求也各有不同。
一般说来,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值小。
因此,应在满足零件表面功能的前提下,合理选用表面粗糙度参数。
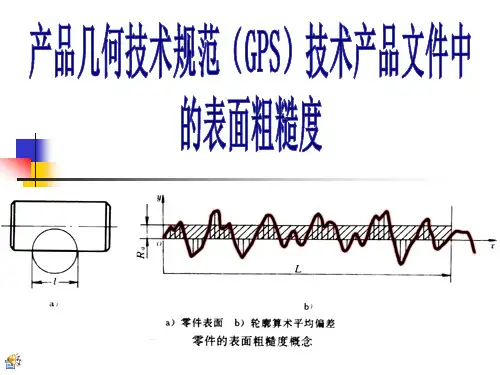
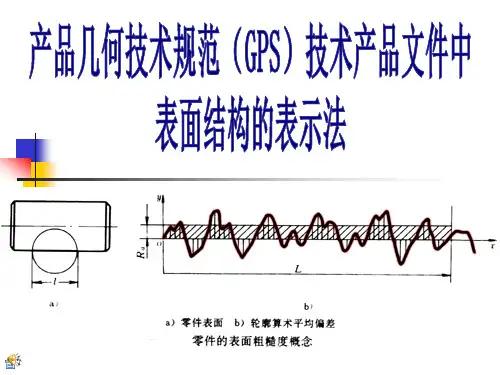
1.评定表面结构常用的轮廓参数①算术平均偏差Ra是指在一个取样长度内纵坐标值Z(x)绝对值的算术平均值② 轮廓的最大高度Rz是指在同一取样长度内,最大轮廓峰高和最大轮廓谷深之和的高度图9-27 评定表面结构常用的轮廓参数2.有关检验规范的基本术语检验评定表面结构参数值必须在特定条件下进行。
国家标准规定,图样中注写参数代号及其数值要求的同时,还应明确其检验规范。
有关检验规范方面的基本术语有取样长度、评定长度、滤波器和传输带以及极限值判断规则。
本有关检验规范仅介绍取样长度与评定长度和极限值判断规则。
(1)取样长度和评定长度以粗糙度高度参数的测量为例,由于表面轮廓的不规则性,测量结果与测量段的长度密切相关,当测量段过短,各处的测量结果会产生很大差异,但当测量段过长,则测得的高度值中将不可避免地包含了波纹度的幅值。
因此,在X轴上选取一段适当长度进行测量,这段长度称为取样长度。
但是,在每一取样长度内的测得值通常是不等的,为取得表面粗糙度最可靠的值,一般取几个连续的取样长度进行测量,并以各取样长度内测量值的平均值作为测得的参数值。
这段在X轴方向上用于评定轮廓的并包含着一个或几个取样长度的测量段称为评定长度。
当参数代号后未注明时,评定长度默认为5 个取样长度,否则应注明个数。
例如:Rz0.4、Ra30.8、Rz13.2分别表示评定长度为5个(默认)、3个、1个取样长度。
粗糙度仪TPTptp曲线含义表⾯粗糙度的国家标准主要术语及定义(1)表⾯粗糙度取样长度l取样长度是⽤于判断和测量表⾯粗糙度时所规定的⼀段基准线长度,它在轮廓总的⾛向上取样。
(2)表⾯粗糙度评定长度Ln由于加⼯表⾯有着不同程度的不均匀性,为了充分合理地反映某⼀表⾯的粗糙度特性,规定在评定时所必须的⼀段表⾯长度,它包括⼀个或数个取样长度,称为评定长度Ln。
(3)表⾯粗糙度轮廓中线m轮廓中线m是评定表⾯粗糙度数值的基准线。
评定参数及数值国家规定表⾯粗糙度的参数由⾼度参数、间距参数和综合参数组成。
表⾯粗糙度⾼度参数共有三个:(1)轮廓算术平均偏差Ra在取样长度l内,轮廓偏距值的算术平均值。
(2)微观不平度⼗点⾼度Rz在取样长度内zui⼤的轮廓峰⾼的平均值与五个zui⼤的轮廓⾕深的平均值之和。
(3)轮廓zui⼤⾼度Ry在取样长度内,轮廓峰顶线和轮廓⾕底线之间的距离。
表⾯粗糙度间距参数共有两个:(4)轮廓单峰平均间距S两相邻轮廓单峰的zui⾼点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。
(5)轮廓微观不平度的平均间距Sm含有⼀个轮廓峰和相邻轮廓⾕的⼀段中线长度Smi,称轮廓微观不平间距。
表⾯粗糙度综合参数(6)轮廓⽀承长度率tp轮廓⽀承长度率就是轮廓⽀承长度np与取样长度l之⽐。
MAHR PS1粗糙度仪的详细资料:马尔PS1测量单位公制,英制马尔PS1测量原理接触法传感器带寻头的电感式传感器,测尖2um80UIN,测⼒约0.7MN马尔PS1测量参数RA,RQ,RZ,RYJIS,RZJIS,RMAX,RP,RPASME,RPMASME, RPK,RK,RVK,MR1,MR2,A1,A2,VO,RT,R3Z,RPC,RMR,TPJIS,ASME,RSM,R,AR,RX24种,⾃定义公差带范围马尔PS1程序语⾔14种语⾔可选择包括3种亚洲语⾔马尔PS1测量范围350 UM,180 UM,90 UM⾃动选择马尔PS1轮廓32MM,16MM,8MM⾃动选择分辨率马尔PS1滤波器类型符合DIN EN ISO 11562标准的相修整轮廓滤波器⾼斯滤波器符合DIN EN ISO 13565-1标准的专⽤滤波器和符合DIN EN ISO 3274标准的IS滤波器于程序中能设置其禁⽤马尔PS1截⽌波长IC*0.25MM,0.8MM,2.5MM;⾃动选择0.10IN,0.030IN,0.100IN马尔PS1测量长度LT*1.75MM,5.6MM,17.5MM;⾃动选择0.069IN,0.22IN,0.69IN马尔PS1测量长度按照MOTIF标准1MM,2MM,4MM,8MM,12MM,16MM,0.040IN,0.080IN, 0.160IN,0.320IN,0.480IN,0.640IN马尔PS1短波截⽌波长*可选马尔PS1评定长度IN*1.25MM,4.0MM,12.50MM0.050IN,0.15IN,0.50IN马尔PS1取样长度段数N*1⾄25可选校准功能马尔PS1校准功能动态校准马尔PS1内存容量zui多15个外形轮廓,zui多20.000个结果数据马尔PS1其它功能模块化设置源代码保护,⽇期、时间马尔PS1重量400克(0.88磅)马尔PS1尺⼨140mm*50mm*70mm马尔PS1电池可充电式锂电池马尔PS1接⼝USB,marcommect(RSR232)马尔PS1电源范围100V-264V。
表面粗糙度仪(光洁度)的国家标准主要术语及定义表面粗糙度仪(光洁度)的国家标准主要术语及定义本资料给出的参数符合GB/T 3505-2000《产品几何技术规范表面结构轮廓法表面结构的述语、定义及参数》、符合GB/T 6062-2002《产品几何量技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标称特性》。
图一:放大n倍后的工件截面/表面粗糙度及轮廓:图二:各种加工方法能得到的表面光度:图三:常见的表面粗糙度仪的工件测量:表面粗糙度关键技术术语:(1)表面粗糙度:取样长度L取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。
(2)表面粗糙度:评定长度Ln由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。
(3)表面粗糙度:轮廓中线(也有叫曲线平均线)M轮廓中线M是评定表面粗糙度数值的基准线。
评定参数及数值:国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
表面粗糙度高度参数共有三个:(1)轮廓算术平均偏差Ra :在取样长度L内,轮廓偏距绝对值的算术平均值。
(2)微观不平度十点高度Rz在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
(3)轮廓最大高度Ry在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙度间距参数共有两个:(4)轮廓单峰平均间距S两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度L内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。
(5)轮廓微观不平度的平均间距Sm含有一个轮廓峰和相邻轮廓谷的一段中线长度Sm i,称轮廓微观不平间距。
表面粗糙度综合参数:(6)轮廓支承长度率t p轮廓支承长度率就是轮廓支承长度n p与取样长度L之比。
另附:中美表面粗糙度对照表中国旧标准( 光洁度) 中国新标准( 粗糙度)Ra 美国标准(微米 )Ra 美国标准( 微英寸),R▽ 4 6.3 8.00 320 6.30 250▽ 5 3.2 5.00 200 4.00 160 3.20 125▽ 6 1.6 2.50 100 2.00 80 1.60 63▽7 0.8 1.25 501.00 40 0.80 32▽8 0.4 0.63 25 0.50 20 0.40 16国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:μm)另附:表面粗糙度国际标准加工方法另附:粗糙度仪新旧标准参数变化对照表现将TR200粗糙度仪依据新标准更改参数的情况列表如下,如有问题,由时代公司负责解释。
表面粗糙度仪(光洁度)的国家标准主要术语及定义表面粗糙度仪(光洁度)的国家标准主要术语及定义友情提示:时代公司作为“国家表面粗糙度标准”的起草和制定的重要成员之一,热诚欢迎尊敬的阁下共同学习探讨表面粗糙度的相关问题!本资料给出的参数符合GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构的述语、定义及参数》、符合GB/T6062-2002《产品几何量技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标称特性》。
图一:放大n倍后的工件截面/表面粗糙度及轮廓:图二:各种加工方法能得到的表面光度:图三:常见的表面粗糙度仪的工件测量:表面粗糙度关键技术术语:(1)表面粗糙度:取样长度L取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。
(2)表面粗糙度:评定长度Ln由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。
(3)表面粗糙度:轮廓中线(也有叫曲线平均线)M轮廓中线M是评定表面粗糙度数值的基准线。
评定参数及数值:国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
表面粗糙度高度参数共有三个:(1)轮廓算术平均偏差Ra :在取样长度L内,轮廓偏距绝对值的算术平均值。
(2)微观不平度十点高度Rz在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
(3)轮廓最大高度Ry在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙度间距参数共有两个:(4)轮廓单峰平均间距S两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度L内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。
(5)轮廓微观不平度的平均间距Sm含有一个轮廓峰和相邻轮廓谷的一段中线长度Sm,称轮廓微观不平间距。
i表面粗糙度综合参数:(6)轮廓支承长度率tp与取样长度L之比。
图一:放大n倍后的工件截面/表面粗糙度及轮廓:
图二:各种加工方法能得到的表面光度:
图三:常见的表面粗糙度仪的工件测量:
表面粗糙度关键技术术语:
(1)表面粗糙度:取样长度L
取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。
(2)表面粗糙度:评定长度Ln
由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。
(3)表面粗糙度:轮廓中线(也有叫曲线平均线)M
轮廓中线M是评定表面粗糙度数值的基准线。
评定参数及数值:
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
表面粗糙度高度参数共有三个:
(1)轮廓算术平均偏差
Ra :
在取样长度L内,轮廓偏距绝对值的算术平均值。
(2)微观不平度十点高度Rz
在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
(3)轮廓最大高度Ry
在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙度间距参数共有两个:
(4)轮廓单峰平均间距S
两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度L内,轮廓单峰
间距的平均值,就是轮廓单峰平均间距。
(5)轮廓微观不平度的平均间距Sm
含有一个轮廓峰和相邻轮廓谷的一段中线长度Sm i,称轮廓微观不平间距。
表面粗糙度综合参数:
(6)轮廓支承长度率t p
轮廓支承长度率就是轮廓支承长度n p与取样长度L之比。
另附:
中美表面粗糙度对照表
中国旧标准(光洁度)中国新标准(粗糙度)Ra美国标准(微米 )Ra美国标准(微英寸),Ra
▽4 6.38.00320 6.30250
▽5 3.25.00200 4.00160 3.20125
▽6 1.62.50100 2.0080 1.6063
▽70.81.2550 1.0040 0.8032
▽80.40.6325 0.5020
0.4016。