服装生产工艺指令单
- 格式:pdf
- 大小:667.53 KB
- 文档页数:6

服装生产工艺指示书一、款式图1.服装效果图(正、反面)2.要注意细节部位与样衣相符,不得有出入。
右上角处标明:款号、尺码、长度单位、产品安全类别(根据具体产品而定)。
二、面料信息1.货料型号、型号简称、单位、幅宽:根据设计师编制的“商品材料配量估价表”,详细信息由采购部注册。
2.成份:依据采购部提供资料(检测报告、签字后的内联单),对于库存面料,可引用以前资料。
"3.用量:依据“商品材料配量估价表”中工艺师(排料)提供的单耗量。
' s4 E9 Y$ {7 n; O4.备注栏:填写面料的用途。
各个部位填写要详尽。
三.辅料信息1 货料型号、型号简称、单位、幅宽:根据设计师编制的“商品材料配量估价表”,详细信息由采购部注册。
2 辅料应按样衣审核“商品材料配量估价表”的用量。
3 备注栏填写辅料使用部位。
填写要详尽。
8 s# I; e% c5 k, d+ ?, d4 细节描述:1)缝线钉制类扣件用量,需加备扣一粒。
注意有的备钮可钉在洗唛反面,有的则需要备钮袋。
) u0 {' ~. 2)汽眼底部、四合扣子扣底部需加相应规格的垫片。
旋转工字扣底部有的情况下也需加垫垫片,具体要根据面料的性能及厚薄来确定,同时影响其牢度的还有扣件本身的质量、扣脚与面料接触的面积大小。
% |. 要注意针织面料慎用汽眼等破坏面料组织的辅料。
3)汽眼垫片侧面呈梯形,梯形宽面贴于布面,窄面贴于汽眼。
常用于汽眼底部,四合扣子扣底部,有的情况也用于面扣,这要根据面料的厚薄及性能而定。
"4)定绳器与橡筋、绳、带规格是否匹配,确认在其在大货生产中不会出现操作困难,并且满足质量要求。
5)带、绳类辅料需加3%损耗。
另在缝份外需多加1CM的量作为制作中必要的损耗。
绳、带的毛边需进行处理的需增加损耗。
6)拉链长度的确定要根据实际情况。
一般地,上衣门襟拉链的长度:衣长 - 前领深 + 前领尖长要特别注意水洗处理类、棉服类产品拉链的长度的确定。

牛仔裤生产工艺单一、款式设计1、款式图:2、款式说明:裤长为九分裤,小脚口,后贴袋,前月牙袋,有腰头二、面辅料选择三、样板设计四、工艺技术文件六、缝制工艺1)前片前裤片的工序涉及缝制前侧插袋。
将相关裁片如左右袋布、小侧片和前裤片等分配给机工缝制前侧插袋.车缝硬币袋袋口明线,并将其缉在右侧片相应位置。
将袋布分别缝合在左、右侧片上,与前片缝合前把兜布做好,固定袋布并将前片半成品过渡到下一组工序.2)做前门襟及绱拉链绱拉链前,机工要准备好左右门襟裁片和前裤片半成品。
缝合好双折的底襟,将其正面转递下道工序.左右门襟和前片裆部包缝,把左半边拉链布带缉在左门襟贴边上,并与前片缝合,在左裤片上车缝门襟造型线。
然后,车缝右半边拉链与底襟,并与右裤片缝合。
本组工序最后一步:缝合前裆,缉明线.前片半成品在继续缝合前要通过质检。
3)后片事先准备好左右后袋、后育克、后裤片。
第一道工序:用特制的模板确定后袋造型线并修正尺寸,其目的是为下一道工序描绘出袋上的纹样和做份的宽窄。
用熨斗后袋造型。
与此同时,缝合后裤片和育克,最后把后袋绱在后片上.与前片一样,后片半成品在继续缝合前要通过质检.4)缝合缝制完成后袋和门襟拉链后,开始缝合前后片。
车缝牛仔裤侧缝明线,以加固前后裤片的牢度。
然后绱腰头,并在折裤口贴边前缝合下裆。
缝下道工序:制出腰带袢,一般牛仔裤有5个腰带袢:一个在后中缝,前片左右袋口各一个,另两个在前袋至后中缝之间的位置.同样,进入到下一工序之前,要进行质量检验.5)套结牛仔裤的腰头上锁头扣眼,尾部套结加固.另外,腰带袢、门襟、后袋、裆等重要部位也要套结加固。
七、整烫工艺将牛仔裤熨烫平整。
西裤生产工艺单一、款式设计1、款式图:2、款式说明:较宽松长裤,直筒裤口,后片两个省,前口袋为斜插袋,后口袋为嵌线袋,有腰头二、面辅料选择三、样板设计四、工艺技术文件零部件裁剪图粘衬工艺裁剪图六、缝制工艺(一)检查裁片(1)检查裁片是否齐全,规格、色差是否符合要求。

服装加工厂生产工艺单一、概述本文档是服装加工厂的生产工艺单,主要介绍了服装加工的各个环节的操作流程和标准。
本生产工艺单旨在提高加工效率和产品质量,规范加工过程,确保生产环节中的每一个环节都得到有效控制。
本文档适用于服装加工厂的生产,包括裁剪、缝纫、熨烫和包装等环节。
二、生产工艺1. 材料采购采购需要的材料,包括布料、拉链、纽扣、辅料等。
材料的采购数量应根据订单数量、需要的配件数量和备用的数量,以及厂里的库存量来确定。
采购的材料应该有合格的证明文件,以保证材料的质量。
同时,还要保证材料生产时间和交货时间与订单数量相匹配。
2. 设计和裁剪根据客户的要求和样品提供的设计图纸,设计和裁剪部门将根据设计图纸裁剪布料并进行散裁。
对于常规的衣服,裁剪部门应确保每件衣服的细节、标准尺码和服装配件的正确性。
对于不规则形状的衣服,裁剪部门应确保每件衣服的材料用量、布料方向等。
从裁剪室到车间之间必须做好标签的记录。
3. 缝纫缝纫工人按照规格、材料、工艺要求进行缝纫。
在缝合开始前,应先将衣服的部分缝制在一起。
根据客户提供的要求和样本进行缝制。
普通衣服的缝制需要注意缝边的规格、设计和细节。
对于抽纱和松绳等需要用到的缝制方式,应确保缝纫安全和准确。
所有需要拼接的部位必须彻底地检查每组身体部位的圆满度,感觉确实非常自然。
4. 熨烫熨烫是使衣服平整的最后一个环节。
对于客户要求的熨烫,必须要按照要求进行熨烫。
熨烫必须按照温度和时间的要求进行。
在熨烫过程中,要注意温度的控制、操作的正确性和各个部位的平整度。
熨烫完成后,应立刻将衣服打包并提交到验货部门进行质量检查。
熨烫和验货之间需要使用清晰的标识和记录来确保产品品质。
5. 包装包装是确保衣服完好无损运抵客户手中的最后一道关卡。
包装应根据客户的要求进行包装,同时还应尽可能的节约材料。
包装最好用透明塑料袋包装,保证样品的细节良好展示。
对于需要用箱子包装的衣服,箱子内必须填充适当的填充物以防止衣服损坏。


服装生产工艺单服装生产工艺单一、设计和样衣制作阶段:1. 设计阶段:根据市场调研和消费者需求确定服装款式、风格和色彩等要素。
2. 样衣制作阶段:根据设计图纸进行剪裁、缝制和试穿,调整尺寸和版型,确保样衣贴合人体曲线。
二、面料采购和处理阶段:1. 面料采购:根据设计需求和预估销量确定面料款式、质地和颜色,选择可靠供应商进行采购。
2. 面料处理:根据面料特性进行洗涤、烫平和防缩处理,确保面料质量和服装的稳定性。
三、剪裁和缝制阶段:1. 剪裁:根据服装样衣的剪裁图纸,在纸样上进行裁剪,将面料剪裁成不同的部件和零件。
2. 缝制:将剪裁好的面料进行缝制,按照工序依次对不同部件进行缝纫,包括拼接、扣线、弹力带等。
四、辅助制作和装饰阶段:1. 配件制作:制作衬布、肩章、钮扣等辅助物料,并将其与服装部件进行缝合。
2. 装饰处理:根据设计需求添加绣花、印花、钉珠等装饰,提升服装的美观度和品质感。
五、整烫和质检阶段:1. 整烫:对已缝制好的服装进行整烫处理,除去面料和缝线上的皱褶和折痕,使服装平整挺括。
2. 质检:对整烫好的服装进行外观质检和尺寸合格性检测,确保服装的品质符合标准要求。
六、包装和出厂阶段:1. 包装:将质检合格的服装进行折叠、码垛、包装,并附上标签和吊牌,使其便于运输和销售。
2. 出厂:将包装完好的服装出厂,并按照订单和销售要求进行配送和物流处理。
七、售后服务阶段:1. 售后服务:提供售后保修、更换和退货服务,解决消费者在使用过程中遇到的问题和不满意之处。
八、环保措施和安全管理:1. 环保措施:采用环保的面料和材料,推行废弃物分类回收和节能减排措施,保护环境健康。
2. 安全管理:建立完善的安全管理制度,确保员工劳动安全和生产设备的正常运作。
以上是一份简要的服装生产工艺单,通过每个阶段的细致操作和质检,可以保证服装的质量和客户的满意度。
同时,环保措施和安全管理也是企业可持续发展的重要方面,需要不断改进和完善。
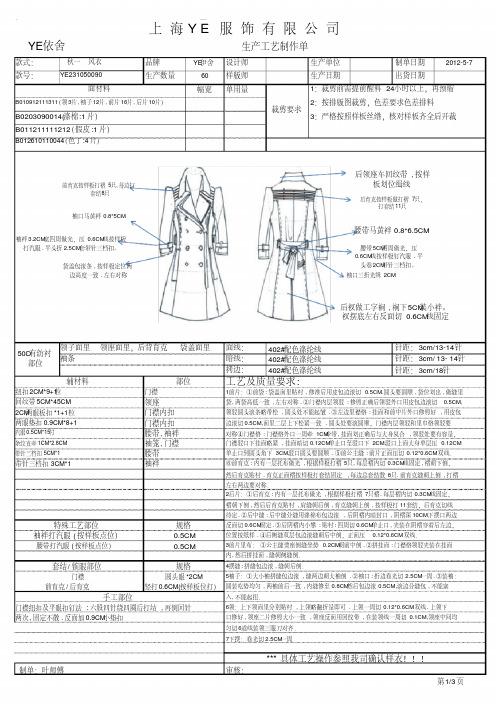
服装生产工艺指令单服装有限公司生产制造单日期: 2004年8月8日 款号: 488-B TOP合同号: 20040801 P 1/6接单公司:贸易部 生产工厂: 制衣厂 数量: 5900 件 交货期: 2004-9-10 (A )材料明细:名 称 规 格 及 要 求 数量 单位 供给 名 称 规 格 及 要 求 数量 单位 供给 面料 全棉 96x48/16x12 拉链(胸) 5#双拉树胶普通自动头拉链1 条 主唛 SIZE+成份+人形唛 1 个 拉链(袋) 5#单开树胶普通自动头拉链 1 条 洗水唛 洗水标志 1 个 魔术贴 2cm 宽3cm 长 1 个 松紧带 2cm 宽 松紧带 2”宽 (B )款式图(面): (背):(C )数量、颜色及分配:主 色 48 50 52 54 56 58 60 62 64 66 68 合计 彩兰色100 200 200 300 200 150 150 50 50 50 50 = 15001、(E )工艺图(正面):服装有限公司洗水唛 主唛5#单开树胶普通自动头拉链 5#双拉树胶普通自动头拉链前中右面 (正前中右面 (反贴边4cm 宽出3cm 拉链头尾两边打枣拉链边有1.8cm 宽的面布包拉链边,压双道口袋离前中:48-54:5cm 56-60:口袋离前领边: 48-54:20cm 56-60:口袋离腰线: 48-54:12cm 56-60:所有的止口、缝合全部用5线包边。
口袋口折贴边 1.5宽;口袋边压0.2cm 宽单线;面筒离前中9cm 拉链头打枣2”松紧带包面布 2”松紧带包面布袖口拼接位置用面布连接,宽度2cm ,压袖口袋:8 x 12cm ,中间压一道线;口袋口两边及中间位置各打一个枣,共打枣3个。
口袋离肩距离:48-54:日期: 2004年8月8日 款号: 488-B TOP合同号:20040801 P 3/6(E )工艺图(背后):领边为单线压0.6cm 宽; 领脚为单线压9c m4cm宽 3cm 宽10c m 4cm 宽 3cm 宽 贴边3cm 宽贴边6cm 宽压0.6双线 打枣后腰为用2cm 宽松紧带,面压1cm 宽双线,缩好为拉开口袋离腰: 48-54:6cm 56-60:口袋离侧骨缝: 48-54:5cm 56-60:所有的止口、缝合全部用5线包边。