液压自定心夹紧夹具设计
- 格式:doc
- 大小:1.17 MB
- 文档页数:20


工业技术科技创新导报 Science and Technology Innovation Herald93DOI:10.16660/ki.1674-098X.2020.18.093液压夹具设计方法①刘雄杰(丰通机械(天津)有限公司广州分公司 广东广州 511455)摘 要:随着汽配行业竞争不断加剧,增能率、降成本成为各厂家引进新型生产线的终极目标。
标准加工机搭载专用夹具的方案,成为达成这一目标的有效途径。
液压夹具是实现高效、批量加工的基础,本文介绍了液压夹具的各部分机能及设计要点,介绍了切削力计算的经验公式,并提出基于人机工程学的夹具设计考量,列出较常用的设计数据,以供参考。
关键词:定位基准 切削力计算 设计原则中图分类号:TH137 文献标识码:A 文章编号:1674-098X(2020)06(c)-0093-02①作者简介:刘雄杰(1986,2—),男,汉族,湖北孝感人,本科,机械工程师,研究方向:非标机械设计。
随着汽配行业竞争不断加剧,增能率,降成本成为各厂家引进新型生产线的终极目标。
标准加工机搭载专用夹具的方案,成为达成这一目标的有效途径。
同一型机床,为何生产效率会有巨大差异?除本身的批量化程度、工艺水准以外,夹具自动化与定制程度也尤为重要。
只有科学合理的设计夹具,才能发挥设备最大效能。
1 机床夹具的组成(1)定位基准;(2)夹紧装置;(3)对刀装置;(4)夹具本体;(5)其他元件及装置。
2 夹具设计要点(1)定位基准:基准是确定生产对象几何要素间关系的点、线、面,在加工中用以定位工件。
原则上,定位基准即工件固定基准,以保证加工尺寸的稳定性。
通常,基准面会设置ISA气动位置传感器,实时检测工件夹紧情况。
对于粗糙的定位面,一般采用间接接触的定位结构(见图1),保证气检通过率。
而对于已加工精细面,多采用带气孔的定位面接触工件(见图2)。
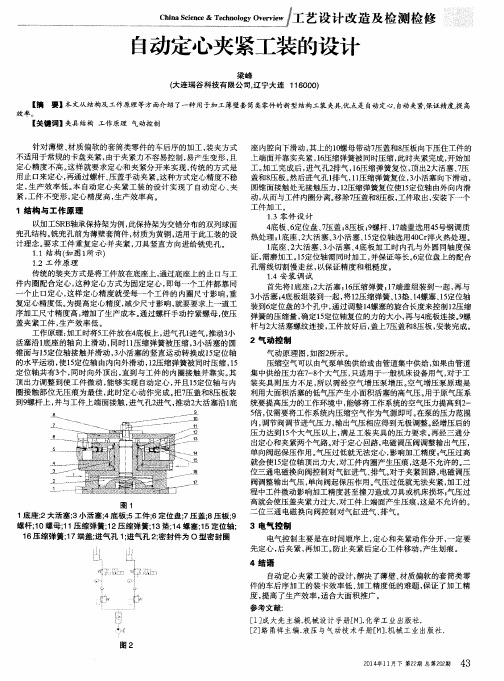
(2)夹紧装置:夹紧装置分固定和夹紧两部分。
固定装置要结合定位基准与六点定位原则(见图3),设置固定位置与支撑形式。
![夹具(夹紧装置设计3-2)[精制材料]](https://img.taocdn.com/s1/m/0c47ed14680203d8cf2f2438.png)
铣床液压夹紧装置的设计目录1 引言 (4)2设计任务书 (5)2.1对机床夹具的基本要求 (5)2.2夹具设计的工作步骤 (6)3 机床夹具设计原理 (6)3.1 夹具 (7)3.1.1机床夹具的概念 (7)3.1.2机床夹具的分类 (7)3.1.3机床夹具的组成 (7)3.2定位基准 (8)3.3工件在夹具中的定位 (8)3.3.1六点定位原理 (8)3.3.2支承点与定位元件 (9)3.3.3完全定位与不完全定位 (10)3.3.4欠定位与过定位 (10)3.4组合夹具和随行夹具 (11)3.4.1组合夹具 (11)3.4.2随行夹具 (11)3.5夹具定位误差分析计算 (11)4零件的工艺分析 (11)4.1平面度分析 (12)4.2 表面粗糙度 (12)5毛坯的制造形式 (12)6铣削方式的选择 (12)6.1端面铣 (12)6.2周边铣削 (13)6.3 端面铣削和周边铣削的比较 (13)6.4端面铣削时的顺铣与逆铣 (14)6.5对称铣削 (14)6.6非对称铣削 (14)7 刀具的选择 (15)7.1基本要求 (15)7.1.1硬度 (15)7.1.2韧性和强度 (15)7.1.3铣刀切削部分的材料的要求 (15)7.2常用材料 (15)7.2.1高速工具钢(高速钢和锋钢等) (16)7.2.2硬质合金 (16)8铣削用量 (17)8.1每齿进给量的选择 (17)8.2铣削速度的选择 (18)8.3切削液 (18)8.4.切削液的种类 (19)8.5 切削液的选用 (19)8.6选择测量方法 (19)9夹具设计 (20)9.1 基面的选择 (20)9.2 加工方案的设计 (20)9.3 加工设备的选择 (21)9.4 主轴转速,切削力及夹紧力的计算: (21)9.5 定位误差的分析 (24)9.6 使用说明书 (24)10结论 (25)11 标准化审核报告 (26)11.1产品图样的审查 (26)11.2 产品技术文件的审查 (26)11.3 标准件的使用情况 (26)11.4审查结论 (27)致谢 (28)参考文献 (29)铣床液压夹紧装置1 引言夹具最早出现在18世纪后期。
摘要随着不规则形状零件在现代制造业中的广泛应用,如何保证这类零件的加工精度就显得尤为重要。
本文通过分析机械零件的结构特点和加工要求,制定了一套较合理的夹具设计,从而为保证该零件的加工精度将提供一种经济实用的工艺装备,具有一定的实用价值。
对于夹具设计来说,最重要的就是定位、夹紧方案的确定。
针对机械这个零件加工要求的特点,确定了只能用定位、夹紧的办法来加工该零件。
通过对各种定位夹紧装置的分析比较,选择并组合了一套既能够满足加工要求的,又比较简洁的装置。
同时,通过对一系列定位误差和夹紧力的计算,验证了该零件的加工是可以保证其要求的精度的,它的加工误差在规定的范围内。
通过夹紧力的计算,也验证了零件在被夹紧的前提下,它受到的夹紧力也并不大,满足夹具设计所要求的既要保证一定的夹紧力不使工件在加工过程中发生位移,但同时又不能过大致使工件发生变形。
关键词:工艺装备夹具设计;定位;夹紧AbstractWith the wide application of the irregular form part in the modern manufacturing industry, how to guarantee the machining accuracy of this kind of part seems particularly important. Through analysing the top cover part of hay mover and processing demanding of the top cover part of hay mover of the gearbox,a jig which has reasonable characteristic has been designed.It can not only guarantee the machining accuracy of this part for a kind of economical and practical craft equip and it also has certain practical value. To design of the jig , the most important thing is to make a scheme of reservation and clamp.As for the process demand of this part of top cover of the hay mover gearbox, through comparing of various kinds of reservations and clamps,a not only can satisfy with the demand of manufacturing and also very compactible device had been designed.Keywords: process equipment;fixture design;deposition;clamping目录摘要.......................................................................................................... 错误!未定义书签。
2019.20科学技术创新保仪表自动化设备正常使用也有着较大的影响。
因此,在进行预防性维护的过程中也应当给予充分的关注,特别是其中的运行回路,各个回路中的所有部件不能出现任何故障,对于这些小型的部件也应当形成生命周期档案,对其进行生命周期成本分析,精准测算出仪表自动化设备生命周期最佳维护方案,从而将设备、生产及维护全部链接起来,不仅能够降低设备运行成本,同时也非常有助于降低设备出现故障而导致停产的概率,实现企业效益的综合提升。
2.4全面使用自诊断技术从当前仪表自动化设备预防性维护效果来看,通过将自诊断技术应用到其中有着较好的效果。
在具体实施时,智能仪表的自诊断功能采用了人工智能与设备故障诊断技术,通过监测和诊断来早期发现仪表故障的先兆,能够自动报警或自动消除故障等。
随着仪表设备自诊断技术的不断完善,可以减轻仪表设备维护工作量,充分利用自诊断信息,确定维护检修或保养计划,促使仪表预防性维护工作更准确具体。
例如,在仪表自动化设备中使用科里奥利流量计,对于确保整个工艺过程处于良好状态有着非常明显的效果。
其通过对具体工艺中较多的参数进行检测,若出现的异常其可以及时向维护人员发出警告。
此外,还可以选择使用电磁流量计,其通过电极电路、传感器励磁线圈性能等将设备运行的数据和出厂时的相关数据进行对比,实现对仪表使用情况的有效判断,当出现故障后可提示维护人员及时进行更换或者维修。
结束语综上分析,在当前化工仪表自动化设备运行过程中,由于工作量较大等方面因素影响,其中容易出现各种类型的故障,而通过采取预防性维护的方式,可较好提升整个化工仪表自动化设备运行的连续性,因此,这就需要化工企业切实从企业的实际出发,结合仪表自动化设备运行实际,制定出仪表自动化设备预防性维护策略,更好提升仪表自动化设备运行效率。
参考文献[1]孙新亮.我国石油化工仪表自动化设备的维护措施研究[J].中国石油和化工标准与质量,2018,38(12):16-17.[2]曹华,葛风,温啸然.石油化工仪表自动化设备的故障预防与维护措施[J].山东工业技术,2017(18):85.[3]刘芸.现代煤化工行业应用自动化仪表的相关问题探讨[J].山西化工,2019,39(01):126-128.液压工装夹具的设计及关键结构设计魏春锋(伟成金属制品有限公司,浙江宁海315600)针对于机械加工而言,工装夹具在其中起到了至关重要的作用。
2013届本科毕业设计(论文)目录中文摘要 (3)一、课题介绍及解决方案 (4)1.1理论分析 (4)1.2解决方案 (5)1.3方案选择 (5)二、液压自定心自动夹紧夹具设计 (6)2.1液压自定心自动夹具的主要作用 (6)2.2液压自定心自动夹具的基本要求 (6)2.3液压系统简介 (6)2.4液压自定心自动夹紧夹具设计 (7)2.5液压自定心自动夹紧夹具的使用原理 (8)三、结论 (9)致谢 (10)参考文献 (11)附录 (12)摘要装备制造业是为国民经济、国家安全提供装备,为人民物质文化生活提供丰富产品的制造业。
在装备制造业中,机械零件的加工是最基础、最根本的。
随着社会的进步,设计出来的机器越来也精密,随之而来的机械零件的加工也越来越复杂、困难。
随着数控加工的普及,加工困难得到了缓解,同时出现了另一个问题——加工效率。
在当代的社会环境中,机械零件的加工领域一直有两个永恒不变的话题——质量和效率。
要想提高质量和效率,夹具起到了很大作用,自动夹具由于采用自动夹紧,消除了人为因素,使零件加工过程变得简单、稳定。
自定心自动夹具的设计和应用,对机械零件加工的效率得到了很大的提高,由于消除了人为因素,机械零件的质量也有了保障。
关键词:装备制造业、数控加工、质量、效率、自动夹具自动夹紧装置设计AbstractEquipment manufacturing industry is the national economy, national security equipment manufacturing, to provide rich products for the people's material and cultural life.In the equipment manufacturing industry, mechanical parts machining is the most basic, most fundamental. Along with society's progress, design out of the machine and precision processing machinery parts, it is more and more complicated, difficult. With the popularization of NC machining, processing difficulty has been eased, but there was another problem -- the processing efficiency. In the contemporary social environment, processing machinery parts has two eternal topic -- quality and efficiency. In order to improve the efficiency and quality of fixture, played a big role, automatic clamp with automatic clamping, eliminate human factors, so that the machining process becomes simple, stable. Design and application of self-centering automatic fixture, the efficiency of the mechanical parts processing has been greatly improved, due to the elimination of human factors, mechanical parts quality has safeguard.Keywords: equipment manufacturing, NC machining, quality, efficiency, automatic fixture一、课题介绍及解决方案课题来源:本课题来源于无锡鹰普(中国)有限公司。
鹰普(中国)有限公司是一家致力于航空零件和汽车零件精密铸造和精密加工的企业。
其加工的零件都是一些精度要求高、工艺复杂的零件。
零件座体(材料为铝合金)如图1所示,就是典型的壳体零件。
此零件批量大已成为公司的一个新的经济增长点。
此前的工艺装备为普通三爪卡盘对A的同轴度0.1,基本上不能保证,检测结果在0.15左右,这样后道工序定位时,会影响其它孔的加工位置,造成零件废品率较高,必须改进。
又由于该零件批量大,原有三爪定位时车加工转速只有500r/min,按照公司精益生产的要求,也需要改进来提高生产效率。
故提出此课题!图一1.1理论分析针对图纸中的各项要求,初步工艺制定是车加工A基准内孔和端面,然后以A基准内孔自动夹紧装置设计和端面定位,车φ92.2的内孔、4-16 UN-2A的螺纹和平面,工艺路线很明确,夹具使用三爪撑内孔A基准定位。
从初步的加工数据分析,内孔直径φ92.2+0.05是可以保证的,但同轴度0.1经常超差,废品率居高不下。
经分析,同轴度超差的主要原因是三爪定位加紧过程中容易磨损,并且自定心精度不高,三爪悬臂过长与零件装配后动平衡不好,且在反复使用更换后,易于磨损,会造成加工的内孔同轴度达不到图纸要求;在装夹的过程中,三爪张开力不易控制易导致零件夹不紧或变形。
1.2解决方案方案一采用气动自动夹紧夹具,设计一气动夹紧夹具,用气压带动夹紧装置,实现对零件的自动定位和夹紧方案二采用液压自动夹紧夹具应用机床自身液压夹紧系统设计液压内涨自定心夹具,实现对零件的自动定位和夹紧1.3方案选择方案一:气动自动夹紧夹具优点:结构简单,动作迅速,反应快,造价低廉,容易维修。
空气随处可取,用之不尽,用后直接排入大气,对环境无污染。
压力损失小,便于集中供气和远距离输送。
气动元件结构简单,制造容易。
气动系统对环境适应性好,安全可靠,由于空气具有可压缩性,使气动系统能够实现过载保护。
缺点:装夹效率低下,压力较小,由于空气是可压缩的,使气动系统的稳定性比较差。
噪声大,工作介质本身没有润滑性,需要对气动装置进行给油润滑。
方案二:液压自动夹紧夹具优点:效率高,压力可调节范围广,由于液压传动是油管连接,可以方便灵活的布置传动机构。
液压传动装置的重量轻、结构紧凑、惯性小。
液压系统运动时均匀平稳,容易实现过载保护,液压元件能自行润滑,因此使用寿命长。
缺点:结构较复杂,造价较昂贵,不易维修。
液压系统中的漏油等因素影响运动的平稳性和正确性,液压系统的配合件制造精度要求较高,加工工艺复杂,液压系统发生故障不易检查和排除。
从上述对两种方案的分析,虽然气动自动夹紧夹具制造容易,考虑到这个液压系统也是机床自身的液压系统,结合实际生产中对自定心自动夹具的要求,从稳定性,经济性以及使用寿命等方面的考虑,我们优先选择第二种方案。
二、液压自定心自动夹紧夹具设计2.1液压自定心自动夹具的主要作用总体来说有以下几个作用:(1)准确、可靠的定位和夹紧,可以减轻劳动强度。
减小制品的尺寸偏差,提高了零件的精度和可换性。
(2)有效的防止和减轻了零件变形。
(3)使工件处于最佳的加工状态,工艺性好,加工效率高。
(4)以机械装置代替了手工的定位、夹紧等繁重的工作,改善了工人的劳动条件。
(5)可以扩大先进的工艺方法的使用范围,促进机加工的生产机械化和自动化的综合发展。
2.2液压自定心自动夹具的基本要求(1)、工装夹具应具备足够的强度和刚度。
夹具在生产中投入使用时要承受多种力度的作用,所以工装夹具应具备足够的强度和刚度。
(2)、夹紧的可靠性。
夹紧时不能破坏工件的定位位置和保证产品形状、尺寸符合图样要求。
既不能允许工件松动滑移,又不使工件的拘束度过大而产生较大的拘束应力。
(3)、良好的工艺性。
所设计的夹具应便于制造、安装和操作,便于检验、维修和更换易损零件。
2.3液压系统简介液压系统的组成。
液压系统一般由动力元件、控制元件、执行元件和辅助装置等组成。
动力元件的作用是将原动机的机械能转换成液体的压力能,本设计中的动力原件就是机床本身的液压系统。
控制元件(即各种液压阀)在液压系统中控制和调节液体的压力、流量和方向。
根据控制功能的不同,液压阀可分为压力控制阀,流量控制阀和方向控制阀。
压力控制又分为溢流阀(安全阀)、减压阀、顺序阀、压力继电器等。
流量控制阀包括节流阀、调节阀、分流集流阀等。
方向控制阀包括单向阀、液向单向阀、梭阀、换向阀等。
根据控制方式不同,液压阀可分为开关式控制阀,定值控制阀和比例控制阀。
执行元件(如液压缸和液压马达的作用是将液体的压力能转换为机械能,驱动负载作直线往复运动或回转运动,辅助元件包括油自动夹紧装置设计箱、滤油器、油管及管接头、密封圈、压力表、油位油温计等。
各种液压元件分工协作,共同完成液压系统的设计功能。
液压系统的设计除应满足主机要求的功能和性能外,还必须符合质量轻、体积小、成本低、效率高、结构简单、使用维护方便等一般要求及工作可靠这一特别重要的要求。
系统设计的出发点,可以是充分发挥其组成元件的工作性能,也可以是着重追求其工作状态的绝对可靠。
前者着眼于效能,后者着眼于安全;实际的设计工作则常常是这两种观点不同程度的组合,视具体要求不同而有所侧重。
2.4液压自定心自动夹紧夹具设计经过以上分析,我认为对于这种批量大,同轴度要求精度高的零件,采用机床自身液压夹紧系统,设计了内涨自定心夹具。
夹具由七部分组成,1. 连接螺母 2. 法兰盘 3. 锁紧螺母 4. 定位芯轴 5. 涨紧套 6.锥套 7.拉杆(如图2)。
在夹具设计中,定位原件的选择是非常重要的,直接影响零件加工的质量,此零件定位内孔较深,考虑到定位的稳定性以及防止零件变形,使用双头锥度定位,这样定位稳定,提高了产品的质量。
1#连接螺母和7#拉杆与车床主轴拉杆连接,通过3#螺母锁紧,2#件法兰盘φ140的止口与车床主轴定心连接,法兰盘平面与零件端面定位, 4#定位芯轴与法兰盘连接,螺钉锁紧,5#涨紧套受力后与零件内孔接触,起到定位作用,6#活动锥套与4#定位芯轴间隙配合,涨紧套使用两边开口的夹套,提高定心精度,6#锥套与7#拉杆通过螺钉锁紧,在使用过程中通过拉杆拉动6#与5#内孔接触后涨紧零件。
考虑到工件的装卸问题,设计时在5#涨紧套与6#锥套间有一定的间隙,并且5#是弹性开口套,可以收缩。
本设计的亮点就是机床主轴、夹具和工件连接得充分,在高速加工回转时动平衡非常好,转速可以提高到1500r/min,节约了2/3的时间。