FANUC数控加工仿真系统
- 格式:doc
- 大小:8.36 MB
- 文档页数:47
数控加工仿真系统FANUC0I使用手册上海宇龙软件工程有限公司- I -FANUC0I使用手册目录目录第一章FANUC0I车床快速入门 (1)1.1选择机床 (3)1.2机床回零 (3)1.3安装零件 (4)1.4导入数控程序 (5)1.5检查运行轨迹 (5)1.6装刀具对刀 (6)1.7设置参数 (8)1.8自动加工 (9)第二章FANUC0I铣床快速入门 (10)2.1选择机床 (11)2.2机床回零 (12)2.3安装零件 (12)2.4导入NC程序 (14)2.5检查运行轨迹 (14)2.6装刀具对刀 (15)2.7设置参数 (17)2.8自动加工 (18)第三章机床操作 (19)3.1机床准备 (19)3.1.1 选择机床类型 (19)3.1.2 机床回零 (19)3.2工件的使用 (20)3.2.1 定义毛坯 (20)3.2.2 导出零件模型 (21)3.2.3 导入零件模型 (21)3.2.4 使用夹具.............................................................................................. 错误!未定义书签。
3.2.5 放置零件.............................................................................................. 错误!未定义书签。
3.2.6 调整零件位置...................................................................................... 错误!未定义书签。
3.2.7 使用压板.............................................................................................. 错误!未定义书签。

数控技术实验指导书郑州科技学院实验中心机械实验室实验四:FANUC加工中心编程及仿真加工一、实验目的(一)熟悉加工中心的外形布局及运动分配。
(二)熟悉加工中心的操作方法。
(三)掌握编制数控加工程序的基本方法及常用指令的使用。
二、实验原理(一)熟悉FANUV加工中心的编程规则,(二)熟悉FANUV加工中心的编程指令,及FANUV加工中心的坐标系输入方法,(三)熟悉掌握FANUV加工中心圆弧的加工指令G02和G03的运用区别。
(四)熟悉掌握FANUV加工中心的钻孔指令G73与G83的运用区别。
(五)熟悉掌握FANUV加工中心的刀偏置G41、G42、G43、G44区别和应用方法。
(六)编制FANUV加工中心零件的加工方法和工艺三、实验环境及操作(一)实验平台:VNUC(数控加工仿真软件):FANUC加工中心(一)机床主要技术参数:X轴行程范围1300~0 mmY轴行程范围:-640~0mmZ轴行程范围:-600~0mm最高主轴转速:9999.r.p.m最大进给速度:24000 mm / min(二)仿真实验环境及操作:仿真操作区机床控制面板主菜单视图操作图1打开VNUCFANUC 系统,进入主界面如图1。
屏幕分为左右两部分,左侧为数控机床仿真操作区,右侧为机床控制面板。
功能简介如下: 1.主菜单:七个主菜单“文件、显示、工艺流程、工具、选项、教学管理、帮助”。
点击主菜单,出现子菜单如图22.机床及加工实体图:可以从不同视角显示机床及加工区实体。
3.视图操作:扩大和缩小图像:按下。
将光标移到机床上任意处。
按下鼠标左键,按住并向上、下方轻轻拖动,即可放大缩小图像。
局部扩大:按下。
将光标移到机床需要放大的部位,按下并拖动鼠标左键,即可局部放大。
旋转图像:按下,将光标移到机床上任意处。
按下鼠标左键,拖动,即可旋转图像。
移动图像:按下图标,将光标移到机床上任意处,按下鼠标左键,向目的方向拖动鼠标,至满意位置时松开即可。

FANUC数控车床仿真软件操作步骤1.打开软件首先,双击桌面上的FANUC数控车床仿真软件图标,打开软件。
2.导入CAD文件在软件界面左上角找到“File”菜单,点击“Open”选项,选择要导入的CAD文件,通常是后缀名为.dxf或.step的文件。
导入成功后,CAD文件会在软件界面中心显示出来。
3.设置工件坐标系在软件界面中选择“Set Workpiece Origin”选项,设置工件坐标系。
通常情况下,工件坐标系的原点位于工件的中心位置,确保设置正确。
4.设置刀具路径选择“Tool Path Generation”选项,在工具路径设置界面中,可以设置刀具的类型、直径、长度、转速等参数,以及加工路径的方式,如铣削路径、孔加工路径等。
根据需要设置完整的刀具路径。
5.模拟加工过程点击软件界面上的“Simulation”按钮,开始模拟加工过程。
软件会按照设定的刀具路径,在CAD模型上显示出加工过程,包括切削、铣削、孔加工等。
6.调整加工参数如果需要调整加工参数,可以通过“Edit Tool Path”选项进行修改,如修改切削深度、速度、进给速度等参数。
修改完毕后,重新进行模拟加工。
7.导出加工程序完成模拟加工后,可以将加工程序导出到数控机床进行实际加工。
选择“Export NC Code”选项,保存为后缀名为.nc的加工程序文件,并将文件传输到数控机床上进行加载和运行。
8.保存工程文件为了方便今后的修改和再次加工,可以保存整个工程文件。
选择“File”菜单中的“Save Project”选项,将当前工程保存为后缀名为.fpr的工程文件。
9.关闭软件完成加工操作后,选择“File”菜单中的“Exit”选项,关闭FANUC数控车床仿真软件。
总结:以上就是FANUC数控车床仿真软件的操作步骤。
通过使用这款软件,可以模拟和验证加工程序,提高加工效率,降低成本,是数控加工领域中不可或缺的工具。
希望以上内容对您有所帮助!。

FANUC数控车床仿真软件操作步骤一、打开数控仿真软件
直接选择“快速登陆”(用户名:guest 密码:guest)
二、进入仿真系统
1、选择合适的机床
2、回零
3、将所编完的程序导入
出现对话框,选择程序(.txt文件)的路径
选完后点击
输入该程序的程序名(O0001)
4、检查程序
机床菜单——检查NC程序,直至合格。
按上图的Start
选择合适的坐标
5、装工件、刀具
点击
使左边出现机床的图
点击
定义毛坯
放置零件
选择刀片55o刀柄93o
选择合适坐标
6、对刀
先对X方向
左边屏幕右击,选择“选项”
点击右图Start,使得主轴旋转
分别调整方向
切削后,记录X坐标值。
(X方向不要去动)。
主轴停止。
点击测量菜单——剖面图测量,选择“否”
选中被加工部分(红线,记录X的直径值)
将刚才X坐标值-被加工完的X坐标值=229.6-60.3=169.3对Z方向(主轴停止状态)
刀尖和工件右端相碰,记录Z值。
Z=159.1
7、将X、Z值输入G54
点击
连续点击4次
将X、Z值送入G54中(先将光标移到G54中)
X值输入后按“INUT”键
Z值输入后按“INUT”键
整数的话加小数点后按INUT”键
三、加工
点击
将刀具移到合适位置
按“START”键加工。
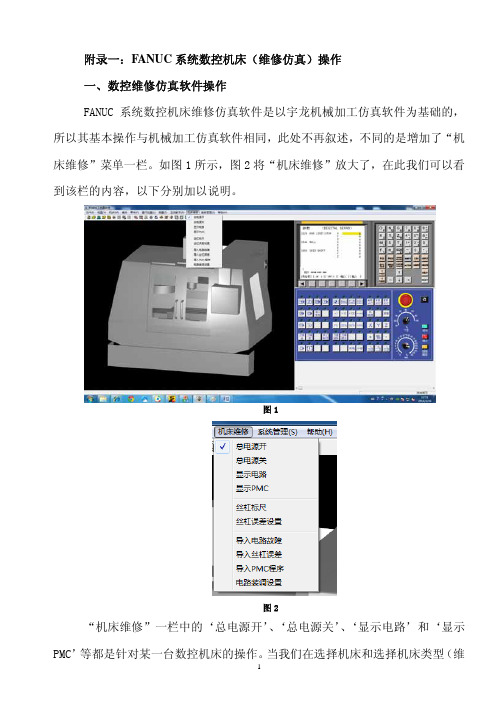
附录一:FANUC系统数控机床(维修仿真)操作一、数控维修仿真软件操作FANUC系统数控机床维修仿真软件是以宇龙机械加工仿真软件为基础的,所以其基本操作与机械加工仿真软件相同,此处不再叙述,不同的是增加了“机床维修”菜单一栏。
如图1所示,图2将“机床维修”放大了,在此我们可以看到该栏的内容,以下分别加以说明。
图1图2“机床维修”一栏中的‘总电源开’、‘总电源关’、‘显示电路’和‘显示PMC’等都是针对某一台数控机床的操作。
当我们在选择机床和选择机床类型(维修)后,初始状态是‘总电源关’,如果需要给机床通电,我们就需要点击‘总电源开’菜单。
点击‘显示电路’,则在屏幕上显示所选机床的电路仿真接线图,以便查阅线路。
‘显示PMC’菜单需与FANUC MDI面板一起操作才完美,否则只能显示固定一页的PMC程序。
具体操作如下:点击FANUC MDI面板上按钮,系统屏幕上出现参数界面,点击系统屏幕下软键,直到图3所示的界面出现,点击[PMCLAD]下方的软键,此时系统屏幕上显示机床的控制程序,即PMC梯形图,如图4所示。
图3图4 由于系统屏幕上显示的PMC梯形图字体较小,不太清晰,此时我们可以点击“机床维修”一栏下的‘显示PMC’,则PMC梯形图的显示移到电脑屏幕上,并且该窗口可以放大缩小,如图5所示。
此时可以点击FANUC MDI面板上向上或向下翻页键或 ,即可看到全部的PMC梯形图,也可点击FANUC MDI面板上的方向键,将光标固定到某触点或继电器上来查看其状态,图中触点或继电器显示红色的表示此时是处于接通状态。
图5“机床维修”一栏中的‘丝杠标尺‘和丝杠误差设置’用于显示丝杠长度和丝杠上某段的误差,以便进行螺距误差补偿。
“机床维修”一栏中的‘导入电路故障’、‘导入丝杠误差’、‘导入PMC程序’和‘电路装调设置’是之前已对该机床做过这些操作并以文件项目形式保存了,此时我们分别点击这些菜单来导入已设置的电路故障、丝杠误差、PMC程序及电路装调等项目,可用于学生判断故障和排除故障。

FANUC数控车床仿真软件操作步骤一、打开数控仿真软件
直接选择“快速登陆”(用户名:guest 密码:guest)
二、进入仿真系统
1、选择合适的机床
2、回零
3、将所编完的程序导入
出现对话框,选择程序(.txt文件)的路径
选完后点击
输入该程序的程序名(O0001)
4、检查程序
机床菜单——检查NC程序,直至合格。
按上图的Start
选择合适的坐标
5、装工件、刀具
点击
使左边出现机床的图
点击
定义毛坯
放置零件
选择刀片55o刀柄93o
选择合适坐标
6、对刀
先对X方向
左边屏幕右击,选择“选项”
点击右图Start,使得主轴旋转
分别调整方向
切削后,记录X坐标值。
(X方向不要去动)。
主轴停止。
点击测量菜单——剖面图测量,选择“否”
选中被加工部分(红线,记录X的直径值)
将刚才X坐标值-被加工完的X坐标值=229.6-60.3=169.3 对Z方向(主轴停止状态)
刀尖和工件右端相碰,记录Z值。
Z=159.1
7、将X、Z值输入G54
点击
连续点击4次
将X、Z值送入G54中(先将光标移到G54中)
X值输入后按“INUT”键
Z值输入后按“INUT”键
整数的话加小数点后按INUT”键
三、加工
点击
将刀具移到合适位置
按“START”键加工。
FANUC0I数控加工仿真操作步骤1.确定工件和夹具:在进行数控加工仿真之前,首先需要确定要加工的工件和夹具。
工件是指需要进行加工的产品,夹具是用于夹持工件并保持其位置的装置。
2.创建数控程序:使用数控编程软件,根据工件的设计要求,编写数控程序。
数控程序是一系列指令,用于控制数控机床的运动轨迹和操作参数。
3.导入数控程序:将编写好的数控程序导入到数控仿真软件中。
数控仿真软件可以模拟数控机床的运动,并显示加工过程中的各种信息,如刀具路径、加工深度等。
4.设置刀具:根据工件的设计要求,选择合适的刀具,并进行设置。
刀具的选择决定了加工过程中的切削速度、进给速度等参数。
5.设置工艺参数:根据工件的材料和加工要求,设置相应的工艺参数。
工艺参数包括切削速度、进给速度、切削深度等。
6.进行仿真:通过数控仿真软件,开始进行数控加工仿真。
在仿真过程中,可以观察刀具的运动轨迹,检测加工过程中的错误和问题。
7.优化加工过程:根据仿真结果,对加工过程进行优化。
可以根据仿真结果调整切削速度、进给速度等参数,以提高加工效率和质量。
8.生成加工报告:完成数控加工仿真后,生成加工报告。
加工报告记录了加工过程中的各种信息,如切削速度、进给速度、加工时间等,以供后续参考和分析。
9.调整数控程序:根据仿真结果和加工报告,对数控程序进行调整。
可以通过调整数控程序中的运动轨迹和操作参数,进一步优化加工过程。
10.导出数控程序:完成数控程序的调整后,将最终的数控程序导出到实际的数控机床中进行加工。
总结:FANUC0i数控加工仿真操作步骤包括确定工件和夹具、创建数控程序、导入数控程序、设置刀具和工艺参数、进行仿真、优化加工过程、生成加工报告、调整数控程序和导出数控程序。
这些步骤可以帮助操作人员在加工之前进行全面的模拟和优化,以提高加工效率和质量。
FANUC仿真系统操作说明书目录第一章CGCNC概述 (2)1.1 CGCNC虚拟CNC (2)1.2 CGCNC的安装 (3)1.2.1 安装环境 (6)1.2.2 软件安装 (8)1.3 CGCNC的功能 (9)1.3.1 控制器 (9)1.3.2 功能介绍 (10)第二章CGCNC界面操作 (9)2.1 FANUC 0-TD数控系统操作 (10)2.1.1 按键介绍 (11)2.1.2 机床操作面板 (12)2.2 文件管理菜单 (14)第三章CGCNC仿真系统操作 (15)3.1 机床操作 (15)3.3.1 界面切换 (15)3.3.2 机床回零 (15)3.3.2 工件毛胚尺寸的建立 (16)3.2 机床对刀 (16)3.3 仿真加工程序的编辑/保存/调用 (19)第四章FANUC车床编程 (20)4.1 坐标系 (18)4.2G代码命令 (20)6.2.1G代码组及含义 (20)6.2.2G代码解释 (21)4.3辅助功能(M功能) (35)4.4 车床对刀 (35)4.5 例题 (37)第一章CGCNC概述1.1 CGCNC虚拟CNCCG-CNC是“Chen Guang Computer Numerical Control”的缩写,是浙大辰光科技有限公司计算机仿真数控加工软件。
它能够像真正的CNC机床一样进行控制面板操作,可在虚拟的数控系统里编程移动命令和进行机床动作。
而后传输给虚拟机床加工工件,并实时显示程序路径和三维工件图形。
[图1.1-1] CG-CNC 操作原理CG-CNC 是由三个窗口组成。
每一个窗口分别地执行独立的操作,并像真的CNC 机床那样在各个窗口之间相互交换信号。
工具条机床窗口 操作面板控制器屏幕[图1.1-2] YH-CNC 屏幕基本布局1.2 CGCNC 的安装1.2.1安装环境项目基本环境 建议环境 硬件规范CPU Pentium Ⅱ300 Pentium4 2.0G 内存不少于64MB 128MB 以上 硬盘 不少于20G 40G 以上 显存 不少于32MB64MB 以上操作系统Windows 98/ Windows NT/Windows 20001.2.2安装将“数控加工仿真系统”的安装光盘放入光驱在“资源管理器”中,点击“光盘”,在显示的文件夹目录中点击“数控加工仿真系统3.3”的文件夹。
启动数控加工仿真系统软件,界面如下:点击快速登陆进入程序界面如下:这是一个标准界面,有菜单栏和工具栏.1.选择机床. 在菜单栏或工具栏点击“选择机床”项目,弹出如下对话匡:然后选择要使用的机床,以FANUC 0I系统为例,机床操作面板如图:首先松开“紧急停止”按钮,然后点击“机床启动”按钮启动机床,“机床电机”、“伺服控制”指示灯亮,自动进入回参考点界面(回参考点指示灯亮)进行回机床原点操作,点击“X”轴再点击“+”,点击“Z”轴再点击“+”。
“X轴原点”和“Z轴原点”指示灯亮,如图:注意:1.机床启动以后不要对其他不明作用按钮随便点击。
特别是“急停”和机床停止两个按钮,否则必须进行回参考点。
在菜单栏或工具栏点击“定义毛坯”按钮弹出如下对话框:定义毛坯,然后装卡零件。
根据零件图选择需要的车刀,在菜单栏或工具栏点击“选择刀具”按钮弹出如下对话框:进行刀具选择,分别如下图:1. 900外圆刀2.螺纹车刀。
在MDI方式下操作,在程序对话框输入需要选择的刀具,然后点击“循环启动”按钮进行换刀,如下图:外圆车刀(1号车刀)试切削法对刀,切换到手动方式下移动车刀接近工件,然后启动“主轴正转”按钮使主轴正转,把车刀移动到工件外圆部分,再移动X轴使车刀轻轻接触工件,Z 轴向+方向移动退出工件,X轴向-方向移动进入工件一段,然后再移动Z轴向-方向移动把工件圆柱面均匀的车削一段,Z轴再向-方向移动退出工件,点击“主轴停止”按钮使主轴停止旋转,点击菜单栏“测量”、“剖面图测量”弹出如下对话框:点击试车位置,把得到的数值输入到方式下工具补正/形状窗口,如下图:再点击“测量”如下图:注意:1. 不能点击“插入”键。
一定要点击“测量”键。
v1.0 可编辑可修改
FANUC数控车床仿真软件操作步骤
一、打开数控仿真软件
直接选择“快速登陆”(用户名:guest 密码:guest)
二、进入仿真系统
1、选择合适的机床
2、回零
3、将所编完的程序导入
出现对话框,选择程序(.txt文件)的路径选完后点击
输入该程序的程序名(O0001)
4、检查程序
机床菜单——检查NC程序,直至合格。
看轨迹
按上图的Start
选择合适的坐
标
5、装工件、刀具
点击
使左边出现机床的图
点击
定义毛坯
放置零件
装刀
选择刀片 55o刀柄93o
选择合
适坐标6、对刀
先对X方向
左边屏幕右击,选择“选项”
点击右图Start,使得主轴旋转
分别调整方向
切削后,记录X坐标值。
(X方向不要去动)。
主轴停止。
点击测量菜单——剖面图测量,选择“否”选中被加工部分(红线,记录X的直径值)
将刚才X坐标值-被加工完的X坐标值=对Z方向(主轴停止状态)
刀尖和工件右端相碰,记录Z值。
Z=
7、将X、Z值输入G54
点击
连续点击4次
将X、Z值送入G54中(先将光标移到G54中)X值输入后按“INUT”键
Z值输入后按“INUT”键
整数的话加小数点后按INUT”键
三、加工
点击
将刀具移到合适位置
按“START”键加工。