高线精轧机故障诊断实例分析
- 格式:pdf
- 大小:248.53 KB
- 文档页数:2

高速无扭精轧机组设备故障诊断分析高速无扭精轧机组是金属材料的精密加工设备,广泛应用于轧制不锈钢、铜、铝及其合金等材料。
在生产过程中,设备故障的出现会给生产带来严重影响,因此及时准确地诊断故障并采取正确的维修措施对于保障设备正常运转和生产进度至关重要。
本文将对高速无扭精轧机组设备故障诊断分析进行阐述,希望能对相关从业人员有所帮助。
一、故障现象描述1. 外径尺寸偏大或偏小:在生产过程中,外径偏大或偏小是一种常见的故障现象。
当外径偏大时,产品无法满足客户的要求,造成浪费;而当外径偏小时,则会影响产品的装配和使用效果,同样会给企业带来损失。
2. 螺纹拉伸不达标:在生产过程中,如果螺纹的拉伸性能达不到标准要求,那么产品的使用效果和安全性都会受到影响,严重时甚至会导致产品报废。
3. 生产效率低下:生产效率是衡量设备运行状态好坏的重要指标之一,如果生产效率低下,将会直接影响企业的产能和经济效益。
二、故障原因分析1. 设备磨损严重:设备长时间使用后,往往会出现各种磨损现象,比如轧辊表面磨损、导轨磨损等,这些磨损会直接影响设备的精度和稳定性。
2. 设备使用不当:操作人员在使用设备时如果没有按照操作规程进行操作,比如轧辊调整不当、刀具使用不当等,都可能会导致设备故障的发生。
3. 部件松动:高速无扭精轧机组设备中的各种连接部件,比如螺栓、销轴等,如果松动或者脱落,都会影响设备的正常运转。
4. 部件损坏:设备中的各种部件,比如轴承、齿轮等,如果损坏或者磨损严重,都会导致设备故障的发生。
5. 润滑不良:设备运行时需要一定的润滑保养工作,如果润滑不良或者润滑油污染,都会影响设备的正常运转。
三、故障诊断方法1. 视觉检查:通过对设备各个部位进行外观检查,观察是否存在明显的异常情况,比如磨损、松动、脱落等。
2. 测量检查:通过使用测量工具,比如卡尺、游标卡尺等,对设备的各个关键尺寸进行测量,查找是否存在超出标准的情况。
3. 振动检测:利用振动检测仪等工具,对设备运行时的振动情况进行监测,判断设备各部位轴承、齿轮等是否存在异常。


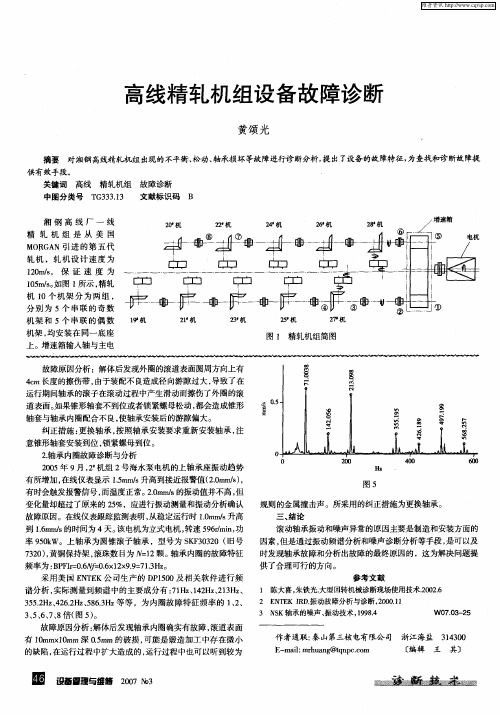
2016-2017-I《设备远程故障断》期末大作业学院机械工程与应用电子技术学院专业机械工程及自动化姓名冯文超学号13010428指导教师张建宇2016年12月12日北京工业大学图1为某高线精轧机组的传动链简图,该机组的振动监测系统包含14个测点,每架精轧机各有一个测点。
2007年8月18日上午11点,25#轧机的振动指标超过报警限,峰值达到70m/s²,随后增至75m/s²,8月19日峰值达到80m/s²,系统持续出现黄色报警,如图2所示,图3为25#轧机的内部结构。
图1高线精轧机传动链图2H25报警显示图3H25轧机基本结构已知条件:✧系统采样频率为12kHz,采样点数为2048;✧增速箱齿轮参数:Z1=150,Z2=57(奇数侧)/46(偶数侧);✧25#精轧机齿轮参数:Z3=77,Z4=53,Z5=31,Z6=27。
现提供三组监测信号,说明如下:序号信号采集时间文件名当日电机转速12007.06.308:00200706300800H6K.txt n=1166rpm22007.07.1720:00200707172000H6K.txt n=1173rpm32007.08.205:00200708200500H6K.txt n=1130rpm完成下列分析:(1)计算25#轧机的归一化轴频和啮合频率(即设定电机转速为1rpm)。
(2)每组数据文件均包含14列(对应14个通道),其中第7列为25#精轧机监测数据,提取该列数据。
(3)计算三组数据的峰值、有效值、峰值指标、峭度指标,比较设备在不同时期的状态差异,根据数值差异你能得到什么结论?(4)画出2007年8月20日的波形、频谱及平方解调谱,给出你的诊断结论(即判断故障发生部位)。
(5)分别画出2007年6月30日和7月17日监测信号的波形、频谱以及概率密度曲线,判断信号中是否已存在故障特征。
(6)画出6月30日和7月17日两组信号的自相关曲线,并计算相关波形的的平方解调谱,从中能否找到故障特征?答:(1)电机转速为为1rpm 时,Z1的轴频为f1=1/60HZ ;奇数侧:Z2的轴频为f2=(Z1/Z2)*f1=5/114HZ ;Z3的轴频为f3=f2=5/114HZZ4的轴频为f4=(Z3/Z4)*f3=385/6042HZ ;Z5的轴频为f5=f4=385/6042HZ ;Z6的轴频为f6=(Z5/Z6)*f5=11935/163134HZ ;Z3与Z4的啮合频率为:(f3)*Z3=385/114HZ;Z5与Z6的啮合频率为:(f5)*Z5=11935/6042HZ(2)该列数据见Matlab 程序;(3)由以上指标可以看出2017年8月30日的振动明显增强,且偏离正态分布的程度在三组数据中最大!(4)2007年8月20日的波形、频谱及平方解调谱如下:信号采集时间峰值有效值峰值指标峭度指标2007.06.3023.9710 6.739 3.5570 2.99122007.07.1725.39437.7556 3.2743 3.10542007.08.2066.760117.6825 3.7758 2.8342波形图频谱平方解调谱由频谱可得故障发生部位的的啮合频率约为2039HZ,轴频约为76HZ;,此时电机转速为1130rmp;由(1)可知此时Z3与Z4齿轮对的啮合频率为3816HZ,Z5与Z6齿轮对的啮合频率为2232HZ,约为故障特征频率。

一、线材机械设备的精密点检管理摘要:应用精密点检技术对线材机械设备进行振动监测和诊断分析。
以实例介绍利用时域、频域及趋势分析等方法,判断设备当前状态,早期发现故障隐患,查找故障根源,为确定维修时间、制定维修方案提供了可靠依据,取得较好效果关键词:精密点检技术,状态监测,故障诊断,设备管理某钢线材厂将精密点检技术应用于点检量化工作中,对设备实施定期振动监测,利用时域、频域及趋势分析等方法,判断设备当前状态,早期发现故障隐患,避免突发事故,确保设备正常安全运行;查找故障根源,为确定维修时间、制定维修方案提供了可靠依据。
现通过典型案例说明精密点检技术的应用情况。
一、预精轧机故障诊断处理预精轧机是线材厂的重点关键设备。
2004年11月检修一线预精轧机时,更换了输人轴的三个齿轮(以国产替代进口)。
运行不到半天,即出现吱吱的异响,但始终没能找到原因。
为此,用巡检仪进行了振动测试。
预精轧机的结构简图及测点布置见图1。
1.结构参数及频率输入轴转速n=660--690r/min齿轮齿数:Z1=77,Z2=76,Z3=44,Z4=39,Z5=Z6=Z7=Z8=31,Z9=Z10=36。
各轴旋转频率:f1=11-11.5Hz,f2=11.7Hz,f3=f4=10.3Hz。
齿轮的啮合频率:fm1 =847 -885.5Hz,fm2=456.3Hz,fm3=319.3Hz,各轴承均为国外生产的滚动轴承,参数不详。
预精轧机的结构简图及测点布置图1 预精轧机的结构简图及测点布置2.诊断分析(1)测试结果(见表1)表中Hv, Vv, Av分别是水平、垂直和轴向的速度值,单位为mm/s; Ha, Va, Aa分别是水平、垂直和轴向的加速度值,单位为m/s2 。
(2)诊断分析从表1可看出,15架振动烈度比14架小,水平和轴向加速度幅值比14架大,但加速度最大值在14架。
由于此设备结构较特殊,故不适合采用绝对标准,而又无相对标准可参照。
周平安操作法------之故障分析反推法高线车间主操室是高线车间轧线最重要的岗位之一,它需要操作人员对全线的工艺和设备有较多的了解,并具备高度的责任心和事事巨细的工作态度,周平安就是其中的佼佼者,他通过平时的观察结合现场的情况,不断的总结和思考,为轧线的顺利生产排除了很多故障,其中他自创的“故障分析反推法”把很多工艺事故和设备事故消除在萌芽阶段,防止了事故的扩大,节约了生产时间和生产成本,具体示例如下:一、轧线轧机轧辊轴承烧坏轧线上由于轧机轴承缺油或由于负载太大而出现轧辊轴承烧坏的现象时有发生,但由于未及时发现轴承烧坏,造成轴承抱死后轧辊断裂或轧辊磨损严重而报废,不仅浪费了成本,而且增加了处理的时间。
周平安就想,轴承烧坏后必然会使电机负载增大,可能造成电机负载增大的原因有很多,那么它们在电流上反映时会有什么不同的现象呢,通过仔细观察每次轧机烧轴承时轧机过钢时和未过钢时的电流,他很快的总结出规律,在烧轴承后轧机电流明显较正常时有所上升,但上升得没有规律性,依靠他的这个发现,我们可以第一时间找到故障的所在,使得因为轴承烧坏而造成轧辊报废的现象明显减少,为厂里节省了一定的成本。
二、预防轧线轧机万向接轴故障万向节轴作为轧线上的传动装置,经常由于磨损或过载而产生故障。
周平安在预防这种故障发生和减少这种故障造成损失方面思考了良久,他认为万向节轴它的转动是有规律的,那么它在发生故障时造成电机负载的增大或减少也是有规律的,因此在轧机电机电流上一定会有比较明显的反映,也就是造成电流有规律的波动,凭借他这一想法,再加上平时日积月累的观察,他终于总结了万向节轴故障时在电流波动上的较为可靠的理论,这样就不仅减少了由于万向接轴故障造成的跑钢和修复万向节轴的成本,还节省了处理故障的时间,为厂里创造了效益。
三、精轧机辊箱、锥箱故障精轧机是高线的关键设备,备件价格较贵,由于轧机运转速度快,轧件运动速度快,冷却水压力高,为了安全精轧机被保护罩完全封闭,在运转时很难观测它的运行情况,有时出现故障未及时发现而使辊箱或锥箱烧坏。
上海市黄浦区第十中学2024届九年级物理第一学期期中学业质量监测试题注意事项1.考试结束后,请将本试卷和答题卡一并交回.2.答题前,请务必将自己的姓名、准考证号用0.5毫米黑色墨水的签字笔填写在试卷及答题卡的规定位置.3.请认真核对监考员在答题卡上所粘贴的条形码上的姓名、准考证号与本人是否相符.4.作答选择题,必须用2B铅笔将答题卡上对应选项的方框涂满、涂黑;如需改动,请用橡皮擦干净后,再选涂其他答案.作答非选择题,必须用05毫米黑色墨水的签字笔在答题卡上的指定位置作答,在其他位置作答一律无效.5.如需作图,须用2B铅笔绘、写清楚,线条、符号等须加黑、加粗.一、选择题1.粗细相同的两根镍铬合金电阻线,长度关系是L1>L2,串联接入电路后,流过它们的电流分别为I1、I2;.两端电压分别为U1、U2。
则下列关系正确的是A.I1=I2,U1>U2B.I1=I2,U1<U2C.I1>I2,U1<U2, D.I1<I2,U1>U22.汽车匀速直线上坡的过程中,各物理量随时间变化关系正确的是()A.B.C.D.3.如何外部检测植物含水量的变化呢?科学家用条状石墨烯制成的湿敏电阻R,附着在叶片上,植物含水量变低,R x变小,电表示数变小;植物含水量变高,R x变大,电表示数变大.电源电压恒定,R0为定值电阻,下列电路图中符合要求的是A.B. C.D.4.如图所示,一同学做测量小灯泡的电阻实验时,把电压表与电流表的位置接错了.闭合开关后,电路可能发生的现象是A.电流表和电压表都烧坏B.电流表烧坏,电压表正常C.电压表烧坏,电流表正常D.先烧坏电流表,再烧坏电压表5.如图是汽油机工作的四个冲程,其中表示机械能转化为内能的冲程是A.B.C.D.6.甲、乙、丙三个轻质泡沫小球用绝缘细线悬挂在天花板上,它们之间相互作用时的场景如图所示,已知丙球与用毛皮摩擦过的橡胶棒所带的电荷相同,下列判断正确的是A.甲、乙两球均带正电B.甲、乙两球均带负电C.甲球带正电、乙球一定带负电D.甲球带负电、乙球可能不带电7.下列关于能量转化、转移现象的说法,错误的是A.电池充电,电能转化为化学能B.电动机工作,电能转化为机械能C.用热水袋取暖,能量发生了转移D.暖瓶塞被热气弹开,机械能转化为内能8.把两个灯泡连接到电源两极上,用电压表测得两个灯泡两端的电压相等,则这两个灯泡的连接方式()A.一定并联B.一定串联C.串联、并联都有可能D.无法判断9.在国际单位制中,电压的单位是A.安培B.伏特C.焦耳D.瓦特10.如图所示是重庆一中物理兴趣小组的同学们设计的一种风力测量仪,电源电压恒定不变,是均匀电阻丝,金属丝(电阻忽赌不计)的上端固定在O点,下端系有一块型料片A,当风从左向右吹动塑料片时,金属丝向右摆动并与电阻线保持良好的接触.图中仪表的示数随风力增大而增大的有()A.①②B.③④C.②③D.②④11.用两个相同的加热器,分别对质量相等的甲、乙两种液体加热,其温度随时间变化的图像如图所示,由图像可以看出A.甲的比热容比乙的大B.甲的比热容比乙的小C.甲和乙的比热容相同D.加热时甲、乙初温相同12.甲、乙两个办公室为了互相传呼方便,在两个办公室各装了一个电铃,要使两个办公室的任何一方按开关都能使对方的电铃发声,正确的电路图是(图中的虚线表示房间的墙壁)()A.B.C.D.二、填空题13.小雨通过比较电路中不同位罝的电流表的示数来研究串联电路的电流规律,他所用的电路图如图甲所示,闭合开关后,两电流表指针偏转情况如图乙所示.(1)小雨发现电流表A2的指针偏转角度比A1的小,所以他认为“串联电路电流每流经一个用电器都会减弱一些”. 请你指出造成他错误判断的原因:__________________,(2)电流表A1的示数是______________A.14.如图所示,将一个底部封闭的薄壁金属管固定在支架上,管中装一些酒精,然后用塞子塞紧管口.把一根橡皮条缠在管子上并迅速来回拉动,很快会观察到塞子被酒精蒸汽顶出.在此实验中,是通过_____的方式使金属管壁的温度升高;塞子被酒精蒸汽顶出的过程中,______能转化为机械能.15.如图是灯泡L和电阻R中电流随电压变化的图象.由图象可知若将两元件串联接入电路中使通过L的电流为0.15A,则电源应是_____V ; 若将它们并联接在电压为2V的电源两端,电路中的总电流为_____A.16.如图甲所示,用弹簧测力计竖直向上缓慢提升静止在水平桌面上的钩码.弹簧测力计的示数F与弹簧测力计的零刻度线A点上升高度h A之间的关系如图乙所示.则钩码的重力大小为_______ N;当弹簧测力计的示数是1.5N时,钩码受到的合力大小是_______ N.从开始提升到h A=30cm的过程中,弹簧测力计的拉力对钩码做功为______________ .三、实验题17.(8分)小明为研究醋的导电性能,将两根裸铜线a、b插入醋中,并将裸铜线a、b连入电路,如图所示。