焊接质量培训教材
- 格式:ppt
- 大小:7.17 MB
- 文档页数:10
焊接质量检验培训教材一、焊接质量检验的目的⒈通过学习了解焊接质量检验的重要性;⒉熟悉掌握各种常见缺陷的评定方法及测量工具的使用方法。
二、焊接质量检验的重要意义焊接质量检验对保证产品制造质量有着非常重要的意义。
焊接质量检验是保证产品质量优良,防止废品放行的重要措施。
焊接检验是焊接结构制造过程中,自始至终的每道工序都要进行的质量检验,是及时消除该工序缺陷的重要手段,并防止缺陷重复出现。
这样做比在产品加工完后在来消除缺陷更节约时间、材料和劳动力,从而降低成本。
焊接质量检验应该层层把关,实行自检、互检、专检及产品最后验收的三检一验制度。
并保证不合格的原材料不投产,不合格的零部件不组装,不合格的组装不焊接,不合格的焊缝必返工,不合格的产品不放行等要求。
“质量是企业的生命”,国内外的经验和大量的事实告诫我们,任何削弱检验把关的做法都是不符合保证与提高产品质量要求,不利于生产者的生存与发展的。
三、一般名词术语⒈焊接通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子结合的一种方法。
⒉焊接技术各种焊接方法﹑焊接工艺﹑焊接材料以及焊接设备等及其基础理论的总称。
⒊焊接过程从焊接开始到焊接结束形成优良(合格)接头的过程。
⒋焊接工艺焊接过程中的一整套技术规定,其中包括焊前准备﹑焊接材料﹑焊接设备﹑焊接方法﹑焊接顺序﹑焊接操作的最佳选择以及焊后处理等。
⒌焊接操作按照给定的焊接工艺完成焊接过程的各种动作的统称。
⒍焊接顺序焊件上个焊接接头和焊缝的焊接次序。
7.检验就是通过观察和判断,适当时结合测量、试验所进行的符合性评价。
对产品而言,是指根据产品标准或检验规程对原材料、中间产品、成品进行观察,适当时进行测量或试验,并把所得到的特性值和规定值作比较,判定出产品合格和不合格的技术性检查活动。
8.焊接质量检验就是对焊接产品的一个或多个质量特性进行观察、测量、试验,并将结果和规定的质量要求进行比较,以确定每项质量特性合格情况的技术性检查活动。
二保焊焊接培训教材(一)引言概述:二保焊焊接培训教材(一)旨在系统介绍二保焊焊接的基本知识和技术要求,帮助读者全面了解二保焊焊接过程中的关键要点和操作技巧。
本教材共分为五个大点,每个大点中包含五到九个小点,涵盖了二保焊焊接的基本原理、设备及材料、操作规范、常见问题和质量控制等方面内容。
正文:一、二保焊焊接基本原理1.二保焊焊接的定义及特点2.二保焊焊接的基本原理和工作原理3.二保焊焊接与其他焊接方法的比较分析4.二保焊焊接的适用范围和优势5.二保焊焊接的应用领域和前景展望二、二保焊焊接设备及材料1.二保焊焊接设备的组成和工作原理2.二保焊焊接设备的选型和使用注意事项3.二保焊焊接所需材料及其性能要求4.二保焊焊接材料的选购和质量检验5.二保焊焊接设备和材料的维护保养与故障排除三、二保焊焊接操作规范1.二保焊焊接前的准备工作和安全措施2.二保焊焊接操作的步骤和流程3.二保焊焊接工艺参数的调整与控制4.二保焊焊接过程中的常见问题及解决方法5.二保焊焊接操作中的注意事项和技巧四、二保焊焊接常见问题与解决1.二保焊焊接过程中可能出现的质量问题2.二保焊焊接中常见的操作失误及其原因分析3.二保焊焊接设备故障及其处理方法4.二保焊焊接常见问题的预防与改进措施5.二保焊焊接质量控制与验证方法五、二保焊焊接质量控制1.二保焊焊接质量控制的意义和目标2.二保焊焊接质量控制的基本原则和方法3.二保焊焊接质量检验与评定标准4.二保焊焊接质量控制的管理流程和责任分工5.二保焊焊接质量问题的修复与改进措施总结:通过本教材的学习,读者可以全面了解二保焊焊接的基本原理、设备及材料、操作规范、常见问题和质量控制等方面内容。
掌握二保焊焊接的关键要点和操作技巧,提高焊接质量和效率,为实际工作中的二保焊焊接任务提供指导和支持。
焊接工艺质量控制培训教材1. 引言焊接是一种常用的金属连接工艺,在各个工业领域均有广泛应用。
焊接工艺的质量控制对于保证焊接接头的可靠性和结构的稳定性至关重要。
本教材旨在介绍焊接工艺质量控制的基本原理和方法,并提供相关实例进行讲解,以帮助读者全面了解焊接工艺质量控制。
2. 焊接工艺概述焊接是一种将金属材料通过加热和熔化使其熔接在一起的工艺。
常见的焊接方法包括电弧焊、气体焊、激光焊等。
本节将介绍常用的焊接工艺及其特点。
2.1 电弧焊电弧焊是一种通过电弧的热量来熔化焊接材料并使其连接的焊接方法。
其主要特点是热效率高、设备简单、适用范围广。
电弧焊有手工电弧焊、埋弧焊、氩弧焊等不同类型。
2.2 气体焊气体焊是一种利用燃气与氧化性气体的火焰热量来熔化焊接材料并连接的焊接方法。
与电弧焊相比,气体焊通常适用于薄板材的焊接,并且焊缝质量较好。
2.3 激光焊激光焊是一种利用激光束的能量来熔化焊接材料并连接的焊接方法。
激光焊具有焊接速度快、熔池深度小等优点,广泛应用于精细焊接和自动化焊接领域。
3. 焊接工艺质量控制原理焊接工艺质量控制有助于保证焊接接头的强度、密封性和耐蚀性等关键性能。
本节将介绍焊接工艺质量控制的原理及其重要性。
3.1 控制焊接参数焊接参数包括焊接电流、电压、焊接速度等。
合理调节焊接参数有助于提高焊接接头的质量。
通过实验研究和临床经验总结,可以确定出适合不同焊接材料和焊接要求的最佳焊接参数。
3.2 保证焊接材料的质量焊接材料的质量对焊接接头的质量至关重要。
焊接材料应具有良好的焊接性能、机械性能和耐腐蚀性能。
同时,在焊接材料的选择和使用过程中,还需要考虑到环境因素和安全性要求。
3.3 质量控制检测方法质量控制检测方法主要包括目视检测、无损检测和机械性能测试等。
目视检测是最常用的一种方法,通过观察焊接接头的表面和外观,可以初步判断焊接接头的质量。
无损检测则通过使用超声波、射线等技术来检测焊接接头中的缺陷。


焊装车间工艺质量培训教材一、焊接工艺简介1、 定义焊接是通过加热或者加压,或者两者并用;用或不用填充材料;使两分离的金属表面达到原子间的结合,形成永久性连接的一种工艺方法。
2、 焊接的本质金属等固体所以能保持固定的形状是因为其内部原子之间距(晶格)十分小,原子之间形成牢固的结合力。
除非施加足够的外力破坏这些原子间结合力,否则,一块固体金属是不会变形或分离成两块的.要使两个分离的金属构件连接在一起,从物理本质上来看就是要使这两个构件的连接表面上的原子彼此接近到金属晶格距离。
2、焊接分类(按照形成晶格距离连接的途径):压力焊接(固相焊接):电阻点(凸)焊;熔化焊接 :电弧焊、螺柱焊、C O2气体保护焊; 钎焊:火焰钎焊。
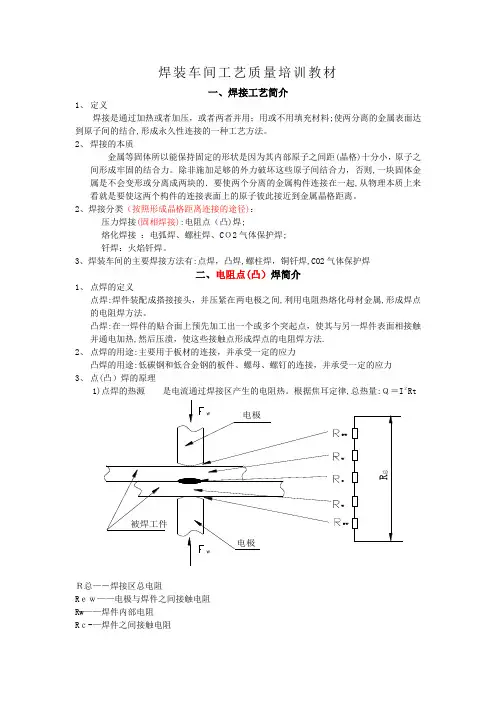
3、焊装车间的主要焊接方法有:点焊,凸焊,螺柱焊,铜钎焊,CO2气体保护焊二、电阻点(凸)焊简介1、 点焊的定义点焊:焊件装配成搭接接头,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。
凸焊:在一焊件的贴合面上预先加工出一个或多个突起点,使其与另一焊件表面相接触并通电加热,然后压溃,使这些接触点形成焊点的电阻焊方法. 2、 点焊的用途:主要用于板材的连接,并承受一定的应力凸焊的用途:低碳钢和低合金钢的板件、螺母、螺钉的连接,并承受一定的应力 3、 点(凸)焊的原理1)点焊的热源 是电流通过焊接区产生的电阻热。
根据焦耳定律,总热量:Q=I 2RtwwcewewR总—-焊接区总电阻R ew——电极与焊件之间接触电阻 Rw ——焊件内部电阻 R c-—焊件之间接触电阻2)点焊时的电流场和电流密度的特点 a)电流线在两焊件的贴合面处产生集中收缩,使贴合面处产生了集中加热效果;b)贴合面边缘电流密度出现峰值,该处加热强度最大,因而将首先出现塑性连接区,保证熔核正常生长;c)通过选择不同的焊接电流波形、改变电极形状和端面尺寸等均可改变电流场形态并控制电流密度分布,以达到控制熔核形状及位置的目的。
焊接技术标准培训教材一、引言焊接作为一种重要的金属加工方式,广泛应用于汽车制造、船舶建造、机械制造、建筑工程等领域。
为了确保焊接质量,提升生产效率,制定了一系列的焊接技术标准。
本教材将介绍焊接技术标准的基本概念、分类以及具体应用,并对相关标准的符号、要求和检验方法进行详细解析,帮助读者全面掌握焊接技术标准。
二、焊接技术标准的概述焊接技术标准包括国家标准、行业标准和企业标准。
国家标准是针对整个国家范围内焊接工作的规范要求,具有法律效力;行业标准是由某个行业协会或组织制定,针对特定行业的焊接工作进行规范;企业标准则是企业根据其自身需要,针对具体生产工艺和产品特点制定的规范要求。
三、焊接技术标准的分类焊接技术标准根据不同的焊接对象和焊接方法可分为材料标准、工艺标准和产品标准三大类。
3.1 材料标准材料标准是指对焊接材料的质量要求进行规范,包括焊接材料的化学成分、力学性能、热处理要求等方面。
常见的材料标准有焊接电极材料标准、焊接填料材料标准等。
3.2 工艺标准工艺标准是指对焊接工艺及其控制要求进行规范,包括焊接接头形状、缺陷控制、参数设定等方面。
常见的工艺标准有焊接工艺规程、焊接操作规程等。
3.3 产品标准产品标准是指对焊接产品的质量要求进行规范,包括焊接接头的尺寸、外观、力学性能等方面。
常见的产品标准有焊接结构钢产品标准、焊接管道产品标准等。
四、焊接技术标准的符号规定焊接技术标准中常使用一些符号和代号进行标识,以便于标准的阅读和理解。
以下是常见的焊接技术标准符号:•W:焊接•WT:焊接接头•WP:焊接位置•G:焊缝形状符号•H:焊缝位置符号•Z:工艺符号•P:材料符号•T:温度符号这些符号在标准中经常出现,掌握它们的含义有助于更好地理解和使用焊接技术标准。
五、焊接技术标准的要求和检验方法焊接技术标准除了对各个方面进行规范外,还对质量要求和检验方法进行了具体规定。
常见的焊接质量要求包括焊缝的焊缩量、表面质量、气孔、裂纹、未熔合等;焊接检验方法主要包括目视检查、尺寸测量、无损检测等。
第一章 焊接技术一、焊接的重要性电子产品的电气连接,是通过对元器件、零部件的装配与焊接来实现的。
焊接在电子产品装配中是一项重要的技术,它在电子产品实验、调试、生产中,应用非常广泛,焊接质量的好坏,会直接影响着产品的质量。
二、电烙铁的使用方法电烙铁的握法有三种,如图1-1所示。
a反握法,就是用五指把电烙铁的柄握在掌内,适用于大功率烙铁的操作,焊接散热量较大的被焊件。
B正握法,适用于电烙铁也比较大,且多为弯形烙铁头。
C握笔法,适用于小功率电烙铁,焊接散热量小的被焊件。
图1-1:电烙铁的握法三、使用电烙铁注意几下几点:1、经常用浸水海绵擦拭烙铁头,以保持烙铁头良好的挂锡。
2、焊接完毕时,烙铁头上的残留焊锡应该继续保留,以防止再次加热时出现氧化层。
四、焊接的操作方法1、准备施焊2、加热焊件,应注意要先加热整个焊件。
3、送入焊锡丝,加热焊件达到一定温度后,焊锡丝接触到加热的焊件上,而不是直接放到烙铁头上。
4、移开焊锡丝,当焊锡熔化一定量后,立即移开焊锡。
5、最后才移开烙铁。
图1-2:焊接的五步操作方法注意:对于小的焊件,上述过程不超过2S~4S时间。
五、SMT元器件的手工焊接焊接时要注意随时擦拭烙铁头,保持烙铁头洁净;焊接时间要短,一般不超过2S,看到焊锡熔化就立即抬起烙铁头。
1、焊接电阻、电容、二极管一类的两端元器件时,首先要在一个焊盘上镀锡,镀锡后电烙铁不要离开焊盘,使焊锡保持熔融的状态,快速用镊子夹着元器件放到焊盘上,依次焊好两个焊盘,如图:图1-3:手工焊接两端SMC元器件的方法2、焊接QFP封装的集成电路时,需要先把芯片放在预定的位置上,用少量焊锡焊信芯片角的3个的引脚,,使芯片被准确地固定在焊盘上,然后再焊其他引脚,逐个焊牢。
焊接时,如果引脚之间发生焊锡粘连现象,可用烙铁尖轻轻沿引脚向外刮抹。
图1-4:手工焊接QFP芯片的方法六、导线的焊接1、剥导线头的绝缘皮不要伤线。
2、多股导线一定要很好地绞合在一起,否则在镀锡时不会散乱,容易造成电气故障。