大型钢包耳轴修复工艺研究
- 格式:pdf
- 大小:964.06 KB
- 文档页数:2
耳轴 根部 受到垂直重力 引起 的剪力 :
p = }Q }x 3 7 2 4 0 0 0 = - 1 8 6 2 0 0 0 N
耳轴抗弯模量:
一
合 力 的影 响力 最为严重 ;
受到的垂直载重引 起的剪力: p = ÷Q
一
21 —
重工 与起 重技术
HEAV Y I NDUS T RI AL& H0I S r nNG MAC HI N ER Y
受到弯矩 : M= 1 B × Q
一
=
} B Q …
M = -  ̄ - B Q 。 } × 0 . 4 2 2 5 × 3 7 2 4 0 0 0
=
3 9 3 3 4 7 . 5 N・ m
剪 切 受 力 圈 Ⅱ Ⅱ B
炬 目
猪体
扭 圈 咖 图 4 耳轴受力 应力公式表 扭 转切 应力 抗扭截面模量
=
耳 轴 : , _ Q } × 0 . 2 × 0 . 4 8 × 3 7 2 4 0 0 0
=
8 9 3 7 6 N・ m,
g= 0. 3。
3 . 2重载耳轴起 吊时计算 结果 重载 时应力 云图如 图 1 ~ 图3 所示, 分 罐外 、 罐 内 及 变形云 图形式 。
图 1 应力云图
图 2 应力云图( 罐内)
图 3 变开Biblioteka j 云 图 3 - 3 计算 结论 耳轴 :最大 V o n Mi s e s 应力 : 1 1 8 MP a ,安 全系 数 n = 2 . 8 8 ; 最 大剪 应力= 6 5 MP a , 安全 系数 n = 3 . 0 2 。 耳轴 座 : 最大 V o n Mi s e s 应力= 4 5 MP a , 安 全 系数 n = 2 . 4 4 ; 最 大剪应力 = 2 5 MP a , 安全 系数 n = 2 . 5 4 。 耳轴 座 连接板 : 最大 V o n Mi s e s 应力= 6 0 MP a 时, 安全系数 n = 2 . 3 1 ; 最 大 剪应 力 = 3 0 MP a时 , 安 全 系 数
3 数值分析修复可靠性
2 1 0 t 钢包耳轴修复过程及验算 : 原设计耳 轴尺寸 ( P : 7 0 0 m m,现改为 7 1 0 a r m, 需 要 验算耳轴 座上部减薄 5 m m后其 强度是 否满足钢包 满载的强度要求。 3 . 1 结构材料及 其许 用应 力 钢水罐罐体材料( 耳轴座周围连接板) 2 0 g , 屈服 极限q , = 1 3 9 MP a , 耳轴材料 : l 8 Mn Mo N b , 调质 , 屈 服 极 限 。 = 3 4 0 MP a材 料 机 械 特 性 : 弹 性 模 量 : E= 2 1 0 0 0 0 N / m m 2 ;剪切模 量 : G = 8 1 0 0 0 N / m m ;泊松 比 :
更换维修 的可行性及 安全 l 生, 采用机加工、 冷装 、 焊接 及轴套
式 设计方式更换钢包耳轴 。
关键词: 钢包 ; 耳轴; 数值模拟 ; 机 ̄ 1 S E; 冷装
1 引言
钢包是冶金设备投资数量最多 ,也是最重要 的 倾倒钢水的设备。钢包的作用是接受来 自转炉的钢 水并通过钢包车将其运送到下一道炼钢工序f 1 】 。钢包 两端的耳轴与本体连接在一体 ,是使用频率最多的 零件, 也是 极易磨损 的部位 。正常 生产 时耳轴表 面与 吊钩 内衬 频 繁接 触 、 挤压 , 导 致耳 轴 表 面 凹凸不 平 , 耳轴局部与 吊钩接触位置磨损严重 ,导致耳轴与原 中心偏心 。当耳轴摩擦 副产生相对运 动时 , 软基材 料 表面较粗大的凸起由于粘着磨损而产生脱落 ,形成 较硬的粗大磨粒 ;同时耳轴表面也由于粘着磨损产 生了高硬度的细小磨粒。两种磨粒滞留在接触区内 共同参与磨粒磨损 ,在摩擦副 中粗大磨粒承受了大 部分载荷 ,仅有极少部分高硬度细小磨粒参与磨料 磨损 。由于粗大磨粒硬度小于耳轴表面硬度, 因此粗 大磨 粒对 耳轴 磨损作 用很小 ,耳 轴磨损 速度 显著 降 低 。实践 证 明 , 由于耳轴处 于 高温辐射 区 , 油脂 润 滑 失效 , 耳轴磨损相当严重 , 并多次发生耳轴表面大面 积拉伤嘲 。
n =2 . 67。
4 力学计算
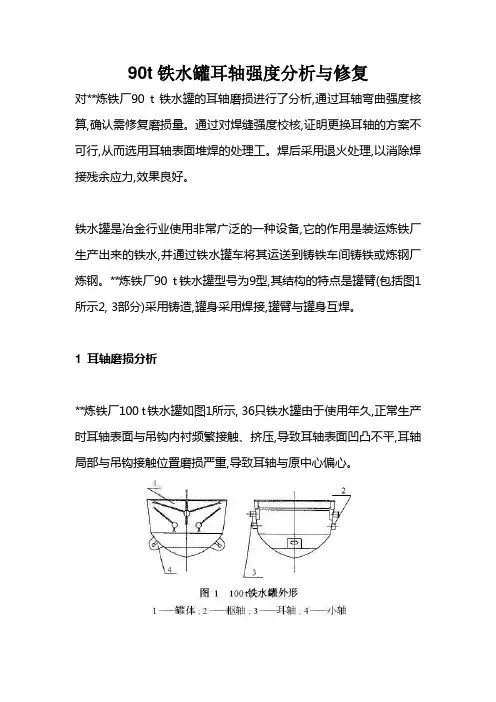
( 1 ) 受力分 析 耳轴主要承受静载荷 , 起吊瞬间考虑冲击 、 载荷 和耳轴 圆角处的盈利集 中。 静载荷具 体为钢包 总重的 半, 钢包 总重包 括 钢包 自重 、 炉衬 重钢 水重 引起 的 力, 我们记 为 Q …。从 图 4中看 出耳轴 根部受 到 的复
2 0 1 4年第 3期 总第 4 3期
重工 与起重技 术
HE AVY I NDUS T RI AL & H0I S nNG MAC HI NERY
NO . 3 2 01 4
Se r i a I NO . 4 3
大 型 钢 包 耳 轴 修 复 工 艺 研 究
大连 华锐 重工 集 团股份 有 限公 司钢构 设备 制造 厂 大连 华锐重 工 集 团股份 有 限公 司港 口机械 制造 事业 部 大连华锐 重 工集 团股份 有 限公 司通 用减速机 厂
摘 要: 通过数 值模拟计算 、 力学计算验证 2 l o t 钢 铁 包 耳 轴
杨 殿 臣 赵 兴华 赵 会芳
2 修 复 工 艺
我公司给原包体耳轴镗孔 , 去掉原耳轴 , 制造新 耳轴( 1 8 M n M n N b ) , 通过过盈配合将新耳轴放入已镗 好的包体内, 采用冷装方式方法。通过适当的焊接方 法固定钢铁包耳轴 , 这样既满足耳轴的同心度也满足 耳轴的力学性能,也能够保证两侧耳轴 的同心度在 4 m m范围内。然后 , 用耳轴套过渡配合于耳轴与板钩 的接触处。这样设计可以通过勤更换耳轴套 , 增加耳 轴的服役时间, 大大节约维修成本。