机床命名知识讲解
- 格式:pptx
- 大小:2.67 MB
- 文档页数:6
立式铣床命名规则全文共四篇示例,供读者参考第一篇示例:立式铣床是一种常见的机床设备,用于对工件进行铣削加工。
在制造业中,立式铣床扮演着重要的角色,其高精度、高效率的加工能力受到广泛的认可。
在选择和购买立式铣床时,一个重要的考虑因素就是对其命名规则的了解。
通常情况下,立式铣床的命名规则包含了各种不同的信息,主要是为了便于用户了解机床的基本性能和功能。
下面将介绍一些常见的立式铣床命名规则:1.型号命名规则:立式铣床的型号通常由一组数字和字母组成,其中包含了很多信息。
一个典型的型号命名可能是“VMC850”,其中“VMC”代表立式铣床,“850”代表铣床的工作台尺寸或其他技术参数。
通过型号命名,用户可以快速了解到该机床的一些基本性能指标。
立式铣床通常根据其结构和功能特点进行分类,例如普通立式铣床、数控立式铣床、五面立式铣床等。
这些分类也可以包含在铣床的命名中,以便用户更好地了解其适用领域和加工能力。
3.技术参数命名规则:在立式铣床的命名中,通常会包含一些关键的技术参数,如X、Y、Z轴的行程、主轴转速、主轴功率等。
这些技术参数对于用户选择适合自己需求的铣床至关重要,因此也会包含在命名中。
立式铣床的品牌也通常会包含在其命名中,例如“大同立式铣床”、“南方立式铣床”等。
品牌是立式铣床的重要标识之一,用户可以通过品牌了解到该机床的制造商和品质水平。
立式铣床的命名规则旨在为用户提供清晰准确的信息,帮助其更好地了解和选择适合自己需求的铣床设备。
通过了解这些命名规则,用户可以更加方便地选择和购买适合自己需求的立式铣床,提高生产效率和产品质量。
第二篇示例:立式铣床是一种用于金属加工的机床,主要用于对工件进行铣削加工,是车间内常见的一种设备。
在实际的生产中,对于不同型号的立式铣床,其命名规则也存在一些差异。
下面我们就一起来了解一下立式铣床的命名规则。
立式铣床的命名一般是由机床的类型、功率、工作台尺寸等因素来确定的。
在命名中,一般包括了机床型号、工作台尺寸、主轴转速、主轴的锥度等。
机床型号的名词解释机床是制造工业中常见的一种机械设备,主要用于将原料加工成所需的零部件或成品。
机床为各种制造行业提供了高效、精确和重复可靠的加工工艺,从而推动了现代工业的发展。
不同类型的机床适用于不同的加工需求,而机床型号则是对机床进行分类和标识的体系。
在机床型号中,通常使用数字、字母或其组合来表示机床的具体型号。
下面我将对一些常见的机床型号进行解释,以帮助大家更好地理解和使用机床。
1. CNC机床:CNC是Computer Numerical Control的缩写,即计算机数控。
CNC机床是通过计算机指令控制的机床,它能够实现精确、高效和复杂的加工任务。
CNC机床可以根据不同的加工需求进行编程,并且具备自动换刀、自动测量和自动纠偏等功能,可以显著提高生产效率和产品质量。
2. 车床:车床是一种用于旋转加工工件的机床。
它通过将工件固定在主轴上,然后利用刀具对工件进行切削和加工。
车床可以分为手动车床和数控车床两种类型。
手动车床由操作人员手动控制,适用于简单和小批量的加工任务;而数控车床则由计算机控制,适用于精密、复杂和大批量的加工需求。
3. 铣床:铣床是一种用于平面加工的机床。
它通过将工件固定在工作台上,然后利用铣刀进行切割和加工。
铣床可以实现各种形状的加工,如槽、孔、齿轮等。
与车床类似,铣床也可以分为手动铣床和数控铣床两种类型。
数控铣床由计算机控制,可以自动进行加工过程,提高工作效率和产品质量。
4. 钻床:钻床是一种用于钻孔的机床。
它通过钻头对工件进行旋转削除来实现钻孔操作。
钻床适用于单孔或多孔的加工任务,并且可以根据不同的加工需求选择不同的钻头。
钻床也可分为手动钻床和数控钻床两种类型,数控钻床具备自动定位和钻孔功能,提高了加工的准确性和效率。
5. 磨床:磨床是一种用于精密磨削的机床。
它通过旋转磨石对工件进行切削和磨削,以达到精细加工的目的。
磨床可以用于加工高精度、高光洁度和特殊形状的工件。
不同于前面提到的机床,磨床通常只有手动操作,因为磨削过程需要操作员的经验和技巧。
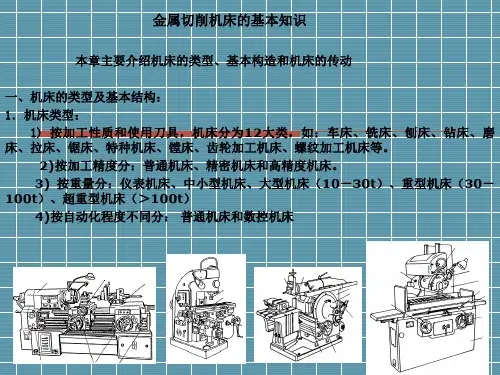
机床必备知识点总结一、机床的分类机床根据其加工方式和机械结构的不同可以分为数控机床和普通机床两大类。
数控机床是指通过计算机控制系统来实现加工程序的设备,它具有加工精度高、自动化程度高的优点,适用于批量生产和复杂零部件的加工。
普通机床则是指不通过计算机控制系统而是由操作工人手动操作来实现加工的设备,其加工精度依赖于工人的操作技能,适用于小批量、单件和非标零部件的加工。
根据机床的结构和加工方式的不同,又可以将机床分为车床、铣床、钻床、刨床、磨床等种类。
车床主要用于加工回转体零件,如轴类、滚珠螺杆、曲柄轴等;铣床主要用于加工平面零件和立面零件,如平面、凹槽、孔等;钻床主要用于加工圆孔,如常见的螺纹孔、拉床、钻床等设备;刨床主要用于加工大型铸件和焊接件;磨床主要用于对零件的精密加工。
二、机床的结构机床通常由机身、工作台、主轴、进给机构、传动系统、操作系统、润滑系统等部分组成。
机身是机床的主要部件,它由机床的外壳和内部各种机械部件组成,主要起支撑和固定作用。
工作台是用来夹持工件并进行加工的地方,它可以根据加工需要做出相应的移动和角度调整。
主轴是用来使刀具旋转进行切削加工的主要部件,它通常由电机、主轴箱和机床主体组成。
进给机构是机床上用来使切削工具在加工过程中按照规定的速率和方向进行移动的装置,它通常由进给电机、减速装置和相应的传动装置组成。
传动系统是机床上用来传递动力的装置,通过传动系统可以使主轴、进给机构和其他机床部件进行相应的运动。
操作系统是机床的控制系统,它可以是数控系统或者手动控制系统。
润滑系统是机床的重要组成部分,它起着减少机床零部件磨损、降低摩擦、冷却切削区域和清洗机床内部的作用。
三、机床的工作原理机床的工作原理主要是利用刀具对工件进行切削,从而使工件达到一定的尺寸、形状和表面粗糙度要求。
机床在加工过程中需要主轴旋转以提供切削动力,同时还需要进给机构进行相应的运动来使刀具按照规定的速率和方向对工件进行切削。
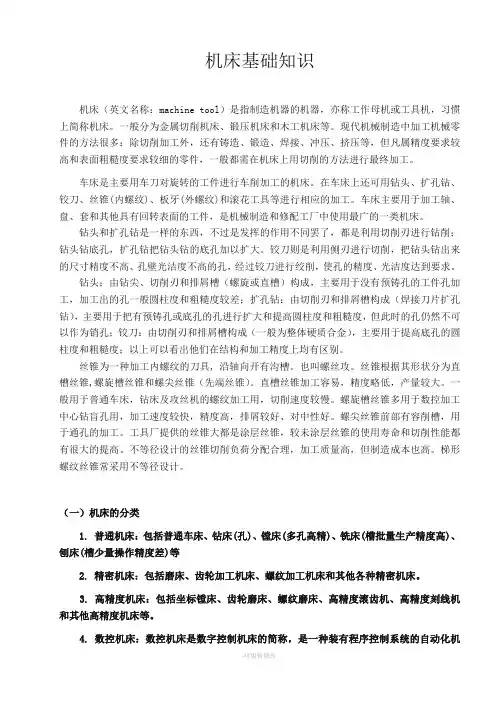
机床基础知识机床(英文名称:machine tool)是指制造机器的机器,亦称工作母机或工具机,习惯上简称机床。
一般分为金属切削机床、锻压机床和木工机床等。
现代机械制造中加工机械零件的方法很多:除切削加工外,还有铸造、锻造、焊接、冲压、挤压等,但凡属精度要求较高和表面粗糙度要求较细的零件,一般都需在机床上用切削的方法进行最终加工。
车床是主要用车刀对旋转的工件进行车削加工的机床。
在车床上还可用钻头、扩孔钻、铰刀、丝锥(内螺纹)、板牙(外螺纹)和滚花工具等进行相应的加工。
车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床。
钻头和扩孔钻是一样的东西,不过是发挥的作用不同罢了,都是利用切削刃进行钻削;钻头钻底孔,扩孔钻把钻头钻的底孔加以扩大。
铰刀则是利用侧刃进行切削,把钻头钻出来的尺寸精度不高、孔壁光洁度不高的孔,经过铰刀进行绞削,使孔的精度、光洁度达到要求。
钻头:由钻尖、切削刃和排屑槽(螺旋或直槽)构成,主要用于没有预铸孔的工件孔加工,加工出的孔一般圆柱度和粗糙度较差;扩孔钻:由切削刃和排屑槽构成(焊接刀片扩孔钻),主要用于把有预铸孔或底孔的孔进行扩大和提高圆柱度和粗糙度,但此时的孔仍然不可以作为销孔;铰刀:由切削刃和排屑槽构成(一般为整体硬质合金),主要用于提高底孔的圆柱度和粗糙度;以上可以看出他们在结构和加工精度上均有区别。
丝锥为一种加工内螺纹的刀具,沿轴向开有沟槽。
也叫螺丝攻。
丝锥根据其形状分为直槽丝锥,螺旋槽丝锥和螺尖丝锥(先端丝锥)。
直槽丝锥加工容易,精度略低,产量较大。
一般用于普通车床,钻床及攻丝机的螺纹加工用,切削速度较慢。
螺旋槽丝锥多用于数控加工中心钻盲孔用,加工速度较快,精度高,排屑较好、对中性好。
螺尖丝锥前部有容削槽,用于通孔的加工。
工具厂提供的丝锥大都是涂层丝锥,较未涂层丝锥的使用寿命和切削性能都有很大的提高。
不等径设计的丝锥切削负荷分配合理,加工质量高,但制造成本也高。
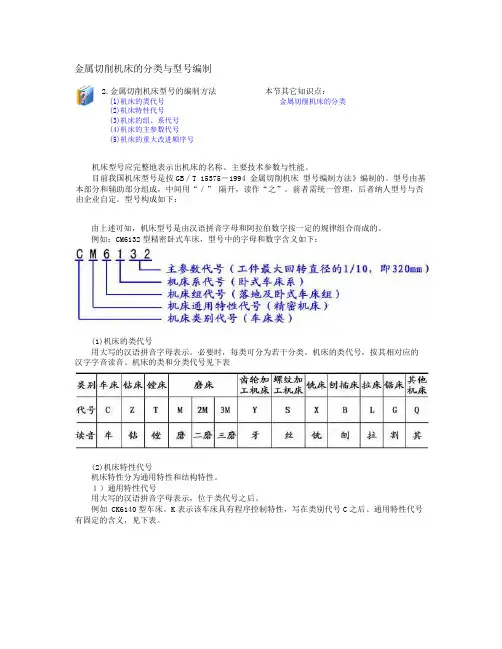
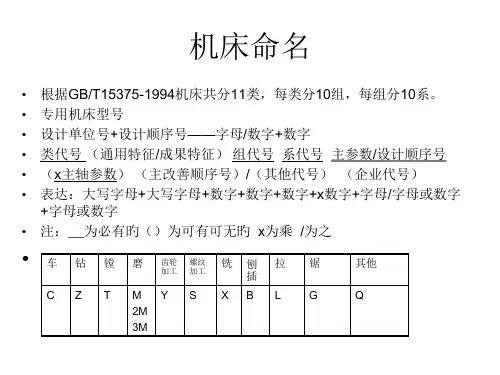
金属切削机床的分类与型号编制2.金属切削机床型号的编制方法(1)机床的类代号(2)机床特性代号(3)机床的组、系代号(4)机床的主参数代号 (5)机床的重大改进顺序号本节其它知识点:金属切削机床的分类由上述可知,机床型号是由汉语拼音字母和阿拉伯数字按一定的规律组合而成的。
例如:CM6132型精密卧式车床,型号中的字母和数字含义如下:(1)机床的类代号用大写的汉语拼音字母表示。
必要时,每类可分为若干分类。
机床的类代号,按其相对应的汉字字音读音。
机床的类和分类代号见下表(2)机床特性代号机床特性分为通用特性和结构特性。
1)通用特性代号用大写的汉语拼音字母表示,位于类代号之后。
例如 CK6140型车床。
K 表示该车床具有程序控制特性,写在类别代号C 之后。
通用特性代号有固定的含义,见下表。
2)结构特性它只在同类机床中起区分机床结构、性能不同的作用。
当型号中有通用特性代号时,结构特性代号排在通用特性代号之后,否则结构特性代号直接排在类代号之后。
例如 CA6140型卧式车床型号中的“A” 是结构特性代号,以区分与C6140型卧式车床主参数相同,但结构不同。
(3)机床的组、系代号每类机床划分为十个组,每个组又划分为十个系(系列),分别用一位阿拉伯数字表示,位于类代号或特性代号之后。
系代号位于组代号之后。
(4)机床的主参数代号机床主参数在机床型号中用折算值表示,位于组、系代号之后。
主参数等于主参数代号(折算值)除以折算系数。
例如卧式车床的主参数折算系数为1/10,所以CA6140型卧式车床的主参数为400mm。
常见机床的主参数名称及折算系数见下表。
(5)机床的重大改进顺序号当机床的结构、性能有更高的要求,并需按新产品重新设计、试制和鉴定时,按改进的先后顺序选用A、B、C、…等汉语拼音字母(但“I、O”两个字母不得选用),加在型号基本部分的尾部,以区别原机床型号。
例如 M1432A表示经第一次重大改进后的万能外圆磨床。
前苏联车床型号命名全文共四篇示例,供读者参考第一篇示例:前苏联车床型号的命名在当时非常有特色,通常是一串数字和字母的组合,看起来似乎很复杂,但实际上遵循一定的规律。
在这篇文章中,我们将深入探讨前苏联车床型号的命名规则和背后的意义。
前苏联车床型号的命名通常是由几个部分组成的。
第一个部分通常是字母,代表车床的类型,比如“Т”代表脚踏车床,“1Т”代表转塔车床,“1К”代表立式车床等等。
第二个部分是一串数字,代表车床的尺寸和型号。
比如“16”代表车床的最大加工直径为1600毫米,“65”代表车床的主轴孔径为65毫米等等。
最后一个部分,有时会是一个字母,代表车床的功能或者特殊配置,比如“У”代表数控车床,“Н”代表带自动进给装置等等。
这种命名规则看起来很复杂,但实际上非常有意义。
通过车床型号的命名,用户可以直观地了解到车床的类型、尺寸和功能,从而更好地选择适合自己需求的车床。
这种规范的命名方式也使得车床的信息传递更加清晰和高效。
在前苏联时期,车床是工业生产的重要设备,因此车床型号的命名也是非常重要的。
通过具体的命名规则,可以让用户快速准确地理解车床的性能和特点,提高生产效率和品质。
这种规范的命名方式也反映了当时苏联工业产品设计的理念和标准化水平。
第二篇示例:前苏联的车床型号命名,自不同于西方国家的命名方式,通常以数字和字母的组合命名,整体看起来有些晦涩难懂。
但其背后的逻辑却是十分严谨和规范的。
在前苏联时期,车床型号的命名规则是经过精心设计和考虑,旨在方便用户识别和选择适合自己需求的车床。
前苏联的车床型号命名通常由几部分组成,包括车间功能、主要参数和生产序号等。
在车床型号中,通常会包含车床的用途和特性,如旋床、铣床、钻床等。
车床型号还会包含主要参数,如最大加工直径、最大加工长度、主轴转速等。
车床型号还会包含生产序号,用以区分不同批次或不同型号的车床。
举例来说,前苏联著名的车床品牌STANKO在命名车床型号时,通常会以字母“1”开头,表示该车床为铣床;接着是一串数字,表示该车床的主要参数,如最大加工直径、最大加工长度等;最后会有一个字母或数字表示生产序号。
数控机床命名规则-概述说明以及解释1.引言引言部分是文章的开篇,用来引出需要探讨的话题,并对整个文章做一个简要的介绍。
在本文中,引言的内容应该概述数控机床命名规则的背景、重要性和应用范围。
下面是对1.1 概述部分的内容建议:概述数控机床作为现代制造业中的重要设备之一,其发展对于提高加工效率和产品质量具有重要意义。
而数控机床的命名规则作为与其密切相关的重要内容之一,对于正确理解和使用数控机床起着至关重要的作用。
本文旨在探讨数控机床命名规则的相关问题,并分析其在实际应用中的重要性和应用范围。
首先,我们将回顾数控机床命名规则的背景,了解其产生的原因和发展历程。
其次,我们将深入探讨数控机床命名规则的重要性,以及它对于数控机床行业的意义和作用。
最后,我们将分析数控机床命名规则的应用范围,包括其在不同机床类型和加工工艺中的适用性。
通过对数控机床命名规则的深入研究与讨论,我们可以更好地理解和应用数控机床,提高其在制造业中的效益和应用价值。
同时,对数控机床命名规则的未来发展和对行业的启示与建议也是我们研究的重点内容之一。
通过本文的探讨,我们希望能为数控机床行业的发展与应用提供一定的参考和指导,为推动现代制造业的发展作出贡献。
(以上内容仅供参考,具体表述可以根据实际情况进行调整)文章结构部分(1.2):文章结构部分旨在介绍本文的组织结构和各个章节的主要内容,以便读者能够有一个清晰的概念并理解全文的脉络。
本文共分为引言、正文和结论三个部分。
1. 引言部分主要包括以下内容:1.1 概述:对数控机床命名规则的背景和重要性进行简要介绍,引发读者的兴趣;1.2 文章结构:本节内容,将详细介绍本文的组织结构;1.3 目的:明确本文的写作目的和预期效果,为读者提供前瞻性预期。
2. 正文部分包含以下内容:2.1 数控机床命名规则的背景:介绍数控机床命名规则出现的原因、背景和历史发展,使读者对其有一个更加全面的了解;2.2 数控机床命名规则的重要性:探讨数控机床命名规则的重要意义和作用,阐述其对数控机床行业的影响;2.3 数控机床命名规则的应用范围:介绍数控机床命名规则的适用范围和具体应用案例,帮助读者更好地理解其具体应用情况。