3005X光机曝光曲线
- 格式:doc
- 大小:19.50 KB
- 文档页数:1

1编号23005管电流(mA)曝光量(mA.min)胶片型号冲洗时间(分)显影温度(℃)基准黑度D3管电压曝光时间黑度D 1厚度T 1黑度D 2厚度T 2由D-T曲线导出D=2.50处厚度170 KV 3.0 min 2.4420 mm 2.6018mm 19.3mm 220 KV 3.0 min 2.3830 mm 2.5028mm 28.0mm 270 KV3.0 min2.4640 mm2.5538mm39.1mm4注:按示意图输入数据后,程序将通过D-T曲线的线性回归方程自动计算出黑度2.50的厚度值。
机型(KV)kv1kv2kv3100507090150100120140160100120140200120150180220140170200250150200240260150200240300170220270320180230280350200250320有效期至审 核 人V2.20806085XXHZ-3005300700注:适用350KV以下普通机型曲线制作,蓝色字由用户输入,本报告保存期为四年。
2.5015C7122016年4月19日RTII2017年4月19日RTIIIX射线机型号管 电 压(KV)焦距(mm)胶片品牌AGFA 28校 验 人校验日期暗室处理方法显影/定影药液增感屏(前/后)请在冲洗好的底片上找到黑度刚好跨越2.50的两个阶梯厚度,把黑度稍小于2.50的黑度和厚度输入D1和T1;黑度稍大于2.50的阶梯的黑度值和厚度值输入D2和T2。
程序将通过D-T曲线的线性回归方程自动计算出黑度2.50的厚度值。
自动洗片机G135/G335Pb0.03 mmy = 140.9ln(x) -247.6R² = 0.9980 KV 50 KV 100 KV 150 KV 200 KV 250 KV 300 KV 05 1015 2025 30 35 40 45 50 55 60K V厚度(mm )KV-T 曝光曲线1.50 2.44D1/T11.85 2.65D2/T2 3.10 3.55。
2012年8月第22期科技视界Science &Technology Vision0引言射线探伤是无损检测主要常规检验方法之一,在电力建设焊接施工检验中占有重要地位。
而对于射线检验中应用最多的X 射线检验来说,曝光曲线的应用对于检验人员正确选择曝光参数、有效控制透照底片质量有着重要的理论和实践意义。
当前,在电力建设焊接施工检验中,检验人员实际透照选择曝光参数时,一般对受检部件进行二至三次试拍片以后,才能找出较为合适的曝光数据,这种方法既浪费材料、又降低工效,同时又容易延误探伤时机。
而有了曝光曲线以后,对于不同厚度工件的探伤,检验人员可以方便的从曲线中查得所需参数,然后根据现场实际情况稍加修正,就可直接应用于现场操作,方便而又快捷。
当前,造成检验人员不能应用曝光曲线指导现场施工操作的主要原因,是因为X 射线曝光曲线制作过程较为复杂,大多数检验人员没有制作曲线的实践经历,对它的实际应用也需要有一个掌握和熟练的过程,所以本文着重介绍曝光曲线的制作方法及其应用。
1X 射线曝光曲线的制作1.1定义X 射线曝光曲线是利用作图法来表示的X 射线的穿透厚度、管电压、曝光量以及胶片之间关系的曲线。
1.2X 射线曝光曲线的基本形式对同一台X 射线机来说,如果保持透照方式、暗室处理条件、胶片类型、增感方式以及观片条件等因素不变,只以工件厚度、管电压和曝光量为可变参数,则不同焦距、不同底片黑度时的曝光曲线的基本形状是一样的。
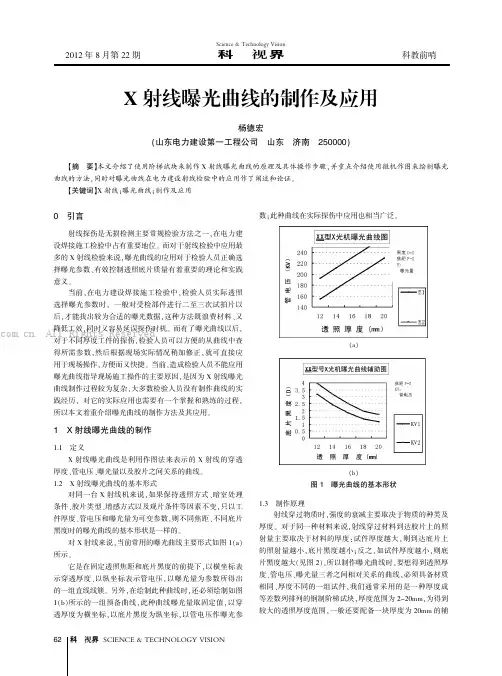
对X 射线来说,当前常用的曝光曲线主要形式如图1(a)所示。
它是在固定透照焦距和底片黑度的前提下,以横坐标表示穿透厚度、以纵坐标表示管电压,以曝光量为参数所得出的一组直线线簇。
另外,在绘制此种曲线时,还必须绘制如图1(b)所示的一组预备曲线,此种曲线曝光量取固定值,以穿透厚度为横坐标,以底片黑度为纵坐标,以管电压作曝光参数;此种曲线在实际探伤中应用也相当广泛。
(a )(b )图1曝光曲线的基本形状1.3制作原理射线穿过物质时,强度的衰减主要取决于物质的种类及厚度。
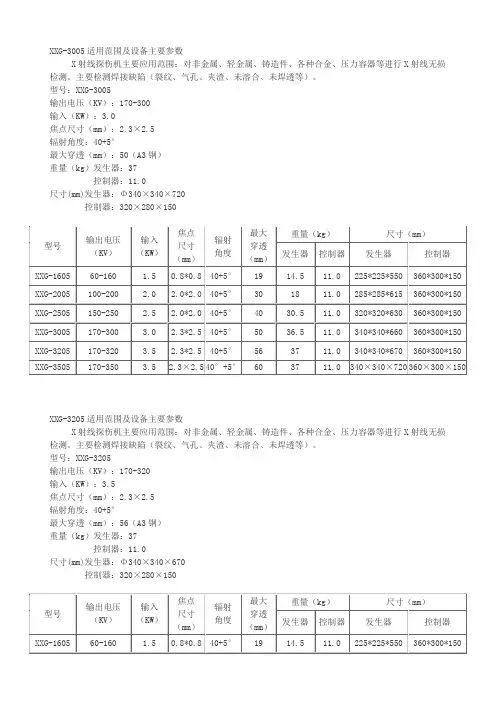
XXG-3005适用范围及设备主要参数X射线探伤机主要应用范围:对非金属、轻金属、铸造件、各种合金、压力容器等进行X射线无损检测。
主要检测焊接缺陷(裂纹、气孔、夹渣、未溶合、未焊透等)。
型号:XXG-3005输出电压(KV):170-300输入(KW):3.0焦点尺寸(mm):2.3×2.5辐射角度:40+5°最大穿透(mm):50(A3钢)重量(kg)发生器:37控制器:11.0尺寸(mm)发生器:Φ340×340×720控制器:320×280×150XXG-3205适用范围及设备主要参数X射线探伤机主要应用范围:对非金属、轻金属、铸造件、各种合金、压力容器等进行X射线无损检测。
主要检测焊接缺陷(裂纹、气孔、夹渣、未溶合、未焊透等)。
型号:XXG-3205输出电压(KV):170-320输入(KW):3.5焦点尺寸(mm):2.3×2.5辐射角度:40+5°最大穿透(mm):56(A3钢)重量(kg)发生器:37控制器:11.0尺寸(mm)发生器:Φ340×340×670控制器:320×280×150XXG-3005适用范围及设备主要参数X射线探伤机主要应用范围:对非金属、轻金属、铸造件、各种合金、压力容器等进行X射线无损检测。
主要检测焊接缺陷(裂纹、气孔、夹渣、未溶合、未焊透等)。
型号:XXG-3005输出电压(KV):170-300输入(KW):3.0焦点尺寸(mm):2.3×2.5辐射角度:40+5°最大穿透(mm):50(A3钢)重量(kg)发生器:37控制器:11.0尺寸(mm)发生器:Φ340×340×720控制器:320×280×150适用范围及设备主要参数X射线探伤机主要应用范围:对非金属、轻金属、铸造件、各种合金、压力容器等进行X射线无损检测。
X射线曝光曲线的制作及应⽤X射线曝光曲线的制作及应⽤【摘要】本⽂介绍了使⽤阶梯试块来制作X射线曝光曲线的原理及具体操作步骤,并重点介绍使⽤微机作图来绘制曝光曲线的⽅法,同时对曝光曲线在电⼒建设射线检验中的应⽤作了阐述和论证。
【关键词】X射线;曝光曲线;制作及应⽤0引⾔射线探伤是⽆损检测主要常规检验⽅法之⼀,在电⼒建设焊接施⼯检验中占有重要地位。
⽽对于射线检验中应⽤最多的X射线检验来说,曝光曲线的应⽤对于检验⼈员正确选择曝光参数、有效控制透照底⽚质量有着重要的理论和实践意义。
当前,在电⼒建设焊接施⼯检验中,检验⼈员实际透照选择曝光参数时,⼀般对受检部件进⾏⼆⾄三次试拍⽚以后,才能找出较为合适的曝光数据,这种⽅法既浪费材料、⼜降低⼯效,同时⼜容易延误探伤时机。
⽽有了曝光曲线以后,对于不同厚度⼯件的探伤,检验⼈员可以⽅便的从曲线中查得所需参数,然后根据现场实际情况稍加修正,就可直接应⽤于现场操作,⽅便⽽⼜快捷。
当前,造成检验⼈员不能应⽤曝光曲线指导现场施⼯操作的主要原因,是因为X射线曝光曲线制作过程较为复杂,⼤多数检验⼈员没有制作曲线的实践经历,对它的实际应⽤也需要有⼀个掌握和熟练的过程,所以本⽂着重介绍曝光曲线的制作⽅法及其应⽤。
1X射线曝光曲线的制作1.1定义X射线曝光曲线是利⽤作图法来表⽰的X射线的穿透厚度、管电压、曝光量以及胶⽚之间关系的曲线。
1.2X射线曝光曲线的基本形式对同⼀台X射线机来说,如果保持透照⽅式、暗室处理条件、胶⽚类型、增感⽅式以及观⽚条件等因素不变,只以⼯件厚度、管电压和曝光量为可变参数,则不同焦距、不同底⽚⿊度时的曝光曲线的基本形状是⼀样的。
对X射线来说,当前常⽤的曝光曲线主要形式如图1(a)所⽰。
它是在固定透照焦距和底⽚⿊度的前提下,以横坐标表⽰穿透厚度、以纵坐标表⽰管电压,以曝光量为参数所得出的⼀组直线线簇。
另外,在绘制此种曲线时,还必须绘制如图1(b)所⽰的⼀组预备曲线,此种曲线曝光量取固定值,以穿透厚度为横坐标,以底⽚⿊度为纵坐标,以管电压作曝光参数;此种曲线在实际探伤中应⽤也相当⼴泛。
曝光曲线制作方法一、准备工作a)射线机机型——300KV周向机、300KV定向机、250KV定向机、200KV定向机。
b)胶片种类——天津Ⅲ型、AGFA C4,尺寸360×80mm。
c)增感屏——Pb前屏0.03mm后屏0.03mm。
d)焦距——700mm。
e)像质计——在试块靠近源侧表面上的不同厚度区域分别放置相应的像质计,10/16(用于AB级5mm~30mm,B级5mm~40mm)、6/12(用于AB级30mm~40mm)。
f)阶梯试块——20#钢厚度5~40mm。
g)背防护铅板——应不小于胶片面积,厚度不小于1mm。
h)边缘防护铅板——遮挡胶片多出试块的部分,防止边蚀散射,厚度不小于1mm。
i)冲洗条件——手工冲洗,显影温度20±2℃,显影时间5min,定影温度20±4℃,定影时间10min,流水清洗20min,自然干燥。
j)测定黑度——用光学密度计测量试块相同厚度区域的中心位置,不少于3点,取平均值。
测量之前,密度计应校零,环境应避光。
k)判断像质计灵敏度——在评片灯上找出可识别的像质计最细丝编号,并记录。
二、曝光参数a)曝光量与透照厚度、胶片类型的搭配关系。
三、制作方法a)一般情况下,管电压以20KV为递增选择电压值,比如起始电压为170KV,最高管电压为300KV,那么可以选择170KV、190KV、210KV、230KV、250KV、270KV共六档。
若需使用中间电压值(比如180KV、200KV、220KV、240KV、260KV),其参数可在曝光曲线上用插值法近似求出。
b)观测记录——用密度计测量底片的黑度值,注明透照厚度、曝光量,用观片灯识别最细金属丝的丝号。
在记录表上如实填写以上数据。
c)制作黑度曲线——以底片黑度表为数据源,以透照厚度为横坐标,黑度为纵坐标,做出不同管电压下的D_T曲线。
d)制作曝光曲线——以黑度3.0为准,以透照厚度为横坐标,管电压为纵坐标,做出不同曝光量下的E_T曲线。
X 光探伤机自检报告XXQ3005射线曝光曲线校验方案编制人:审核人:批准人:九江九洲节能环保工程有限公司2010.12.6XXQ3005射线曝光曲线校验方案1.选择与原曝光曲线制作完全相同的胶片,增感屏、焦距、黑度、暗室处理的条件。
2.采用阶梯形试块,(见图1)进行标验。
若阶梯试块的最大厚度不能满足实际透照厚度,开采用垫板增厚的方法进行扩大阶梯形试块的厚度。
图1阶梯试块规格3.选取曝光量为15mA/min,选取电压值不小于5个,其中必须包括设备最大电压(300KV),最小电压(170KV)值,其他的电压值可在上述两点之间任选。
4.将校验结果填写附表15.当校验底片黑度的误差超出原曝光曲线所规定标准黑度的±0.5时,必须进行修正。
6.当校验底片黑度误差超出±0.5时,说明该曝光曲线已不能使用,必须重新制作曝光曲线。
7.本设备的曝光曲线标验周期为1年。
8.校验人员由持有射线II级以上资格的人员进行。
9.探伤过程中如发现实际探伤条件所得到的底片黑度与曝光曲线要求的黑度不一致时,应重新制作曝光曲线。
10制作曝光曲线时应由无损探伤责任工程师组织进行,并在原曝光曲线的使用有效期内,更新曝光曲线。
X光射线曝光曲线校验报告仪器检验报告14120厚度曝 光 曲 线 表26018时间11021612435160190机 型:XXQ3005胶 片:天津III型焦 距:600mm 增感屏:0.03mm 黑 度:2.0--4.0显影条件:20℃/5min20140。
中国船级社实业公司射线检测作业程序文件编号:版号:生效日期:分发号:编制:日期:审核:日期:批准:日期:射线检测作业规程1概述及适用范围为保证客户产品的质量,维护共同的利益,本着科学、公正的原则,为了准确检出焊逢及邻近母材中的各种缺陷,以及对缺陷大小、性质的质量等级评定而编制。
1.1 编制依据的标准:1.1.1 JB 4730-94《压力容器无损检测》1.1.2 GB/T-12605-90 《钢管环缝熔化焊对接接头射线透照工艺和质量分级》1.1.3 GB3323-87〈钢熔化焊对接接头射线照相和质量分级〉1.1.4 《压力容器安全技术监察规程》1.2 透照质量等级透照质量等照相范围和焊缝的质量等级应按产品技术条件和有关的规定,也可以由设计、制造和使用单位根据产品的具体使用情况决定。
1.3 透照范围:适用于厚度为2-250mm碳素钢、低合金钢、不锈钢、铝及铝合金(≤80mm)、钛及钛合金(<50mm)材料制造的锅炉压力容器对接焊缝、结构对接焊缝及管道对接焊缝的射线检测。
2检测人员的要求2.1 射线操作人员资格从事射线照相检验的人员必须持有国家质量技术监督局颁发的,并与其工作相适应的资格证书。
2.2 评定审核人员资格底片评定、审核及签发结果报告的人员应具有II级或II级以上射线探伤资格证书,且矫正视力不低于1.0。
2.3 检测防护培训从事射线检测的人员,必须经国家卫生防护有关部门进行射线安全操作培训并获得此资格证书。
3对工件的要求3.1 工序对于16MnR、CrMo等合金钢、特殊钢对接焊缝应在焊接24小时后进行探伤,其它焊后探伤时间按有关技术文件规定或由供需双方商定。
3.2 表面状态如工件表面有明显划痕、凹坑及其它异物等,应先进行修补打磨,待外观检查合格后方可进行探伤。
3.3 如工艺规程或合同无特殊规定,焊缝射线照相一般在焊件热处理和矫形后进行。
4设备、器材4.1 射线源和能量的选泽应根据工件的厚度和形状及施工现场的条件,以及业主的施工要求进行选择。
工业 X射线机曝光曲线的制作及应用论述摘要:工业X射线机曝光曲线的制作及曝光曲线的应用。
使用阶梯试块实验测量出X射线机不同电压时透照厚度和透照时间的数据源,利用Excle表格图表功能插入散点图生成X射线机的曝光曲线,借助Excle表格用数学回归分析导出X射线曝光曲线的回归方程,通过回归方程确定X射线机不同电压,任意厚度、任意焦距的曝光时间。
关键词:X射线机曝光曲线曝光量修正参数【Keywords】 x-ray machine, exposure curve, exposure correction, parameters引言:射线检测是无损检测的主要常规检验方法之一,在石油化工等建设焊接施工检验中占有重要地位。
而对于射线检验中应用最多的X射线检验来说 ,曝光曲线的应用对于检验人员正确选择曝光参数、有效控制底片质量有着重要的理论和实践意义。
现场检测现在一般还是根据经验选择曝光参数,以至于出现了一些由于参数选择不准确,透照底片达不到要求的现象。
工业X射线曝光曲线是射线检测重要的文件资料,可以提供相对应X射线机的曝光时间,为底片透照参数选用提供了指导作用。
对数函数使用普通坐标纸和对数坐标纸手工制作曝光曲线过程比较繁琐,因人为作图误差而使曝光曲线不准确;用作图法在曝光曲线上作图查曝光时间有误差,在现场查曝光时间时需要携带曝光曲线,查图不方便。
使用EXCEL软件制作曝光曲线,借助EXCLE表格数学分析回归方程,编辑每条曝光曲线的函数,只需要在EXCLE表格中输入变量值(焦距和厚度),就可以得到函数值(曝光时间),查询方便,误差小。
正文:1.射线曝光曲线的制作1.定义X射线曝光曲线是利用作图法来表示X射线穿透厚度、管电压、曝光量以及胶片之间关系的曲线。
1.1.X射线曝光曲线制作理论基础及制作原理互易律:决定光化学反应产物质量的条件,只与总的曝光量有关,即取决与辐射强度(i)和时间的乘积,而与这两个因素单独作用无关。
射线探伤机曝光曲线制做(实验一)&平板焊缝射线照像探伤工艺及底片暗室处理(实验二)一、实验目的与任务1、培养学生的实际工作能力;2、掌握常用曝光曲线的制作方法及平板焊缝常规的射线照像探伤工艺;3、掌握曝光后底片的暗室处理技术;二、实验设备与器材1、YX一2505射线机2、阶梯透度计3、黑度计一台(精度优于±0.05D);4、暗袋、胶片、增感屏、铅字和像质计等;5、铅衬板、垫块和直尺等;6、暗室及显、定影所需器具三、实验原理简介曝光曲线是射线检测过程中确定探伤工艺的重要工具。
已经制成的曝光曲线应当经校准才能保持其可用性。
曝光曲线分类:1、曝光量——厚度型曝光曲线由I=I0e-μd可知LogI0t=μd +C 在电压不变的情况下,d与LogI0t呈直线关系,对数坐标纸上是一条直线。
2、电压——厚度型曝光曲线电压与厚度之间一条曲线。
曲线的曲率不大,在某些区域内可以近似地看作直线。
射线是一种透射能力很强的不可见电磁波,它在透射物体时遵从I=I0e-μd的衰减规律。
当被检部位中有不同物质存在时则其值不同;而被检部位厚度d有差别时,则胶片相对应部位的曝光量有所不同,被曝光的胶片经过暗室处理,再通过观察分析底片上影像的状态,来判定被检工件内部的损伤程度。
分布在胶片表面上的溴化银粒子,经过不同数量的透射线感光,再经过显影和定影处理,底片上就能清晰、真实地反映出被检工件的内部情况。
四、实验方法与步骤1、实验前的准备1)了解黑度计的使用方法2)分析并掌握如何选择阶梯试块和平板同时透照时的探伤规范3)了解暗袋后铅字B曝光后在胶片中出现的不同原因及含义4)了解透照过程铅字号的含义5)了解射线探伤机的指向机构的含义2、实验过程与步骤1)给警戒灯2)训机3)根据实验要求切片与装片(注意增感屏、暗袋、暗袋帽的放置方法),同时要切装一张同型胶片,该胶片在实验前要进行暗室处理,检查胶片的可用性。
4)根据射线探伤机上铭牌的曝光曲线,以及需要探伤的试件选择相应的探伤规范5)使用射线探伤机的指向机构来辅助定位。
曝光曲线的制作及应用在实际工作中,通常根据工件的材质与厚度来选取射线能量,曝光量以及焦距等工艺参数,上述参数一般是通过查曝光曲线来确定的。
曝光曲线是表示工件(材质、厚度)与工艺规范(管电压、管电流、曝光时间,焦距、暗室处理条件等)之间相关性的曲线图示。
但通常只选择工件厚度、管电压和曝光量作为可变参数,其他条件必须相对固定。
曝光曲线必须通过试验制作,且每台X射线机的曝光曲线各不相同,不能通用,因为即使管电压、管电流相同,如果不是同一台X射线机,其线质和照射率是不同的。
原因是:(1)加在X射线管两端的电压波形不同(半波整流、全波整流、倍压整流及直流恒压等),会影响管内电子飞向阳极的速度和数量。
(2)X射线管本身的结构、材质不同,会影响射线从窗口出射时的固有吸收;(3)管电压和管电流的测定有误差。
此外,即使是同一台X射线机,随着使用时间的增加,管子的灯丝和靶也可能老化,从而引起射线照射率的变化。
因此,每台X射线机都应有曝光曲线,作为日常透照控制线质和照射率,即控制能量和曝光量的依据,并且在实际使用中还要根据具体情况作适当修正。
对每台在用射线设备均应做出经常检测材料的曝光曲线,依据曝光曲线确定曝光参数。
制作曝光曲线所采用的胶片、增感屏、焦距、射线能量等条件以及底片应达到的灵敏度、黑度等参数均应符合规定。
对使用中的曝光曲线,每年至少应校验一次。
射线设备更换重要部件或经较大修理后应及时对曝光曲线进行校验或重新制作。
4.4.1曝光曲线的构成和使用条件横座标表示工件的厚度,纵座标表示管电压、曝光量为变化参数的曲线称为厚度——管电压(T—KV)曝光曲线;若纵座标用对数刻度表示曝光量,管电压为变化参数,所构成的曲线则称为厚度——曝光量(T—E)曲线。
几种典型的曝光曲线图例见图4-7~4-10。
图4-8 曝光曲线图例图4-9 曝光曲线图例图4-10 曝光曲线图例(3):γ射线源,任何曝光曲线只适用于一组特定的条件、这些条件包括:1.所使用的X射线机(相关条件、高压发生线路及施加波形、射源焦点尺寸及固有滤波);2.一定的焦距(常取700或800mm);3.一定的胶片类型;4.一定的增感方式(屏型及前后屏厚度);5.所使用的冲洗条件(显影配方、温度、时间);6.基准黑度(通常取2.0)。
曝光时间(透照厚度()仪器编号:5401-3-076仪器型号:200EGM 胶 片:利维那增 感 屏:0.1×2mm 焦 距:600mm 显影条件:20℃ 5min 底片黑度:D=2.0透照厚度()仪器编号:5401-3-030仪器型号:RF-200EG-S2胶 片:利维那增 感 屏:0.1×2mm 焦 距:600mm 显影条件:20℃ 5min 底片黑度:D=2.0曝光时间(曝光时间(仪器编号:5401-3-029仪器型号:RF-200EG-S2胶 片:利维那增 感 屏:0.1×2mm 焦 距:600mm 显影条件:20℃ 5min 底片黑度:D=2.0透照厚度()029这台X 光机维修后的曝光曲线,但穿透力仍不足。
029这台X 光机穿透力不足,T=2.5min 时有问题。
请维护检查。
透照厚度()仪器编号:5401-3-029仪器型号:RF-200EG-S2胶 片:利维那增 感 屏:0.1×2mm 焦 距:600mm 显影条件:20℃ 5min 底片黑度:D=2.0曝光时间(透照厚度()仪器编号:5401-3-035仪器型号:RF-250EG-S2胶 片:利维那增 感 屏:0.1×2mm 焦 距:600mm 显影条件:20℃ 5min底片黑度:D=2.0曝光时间(透照厚度()仪器编号:5401-3-023仪器型号:RF-250EG-S2胶 片:利维那增 感 屏:0.1×2mm 焦 距:600mm 显影条件:20℃ 5min 底片黑度:D=2.0曝光时间(透照厚度()仪器编号:5401-3-018仪器型号:RF-250EG-S2胶 片:利维那增 感 屏:0.1×2mm 焦 距:600mm 显影条件:20℃ 5min底片黑度:D=2.2~2.4曝光时间(透照厚度()仪器编号:5401-3-022仪器型号:RF-250EG-S2胶 片:利维那增 感 屏:0.1×2mm 焦 距:600mm 显影条件:20℃ 5min 底片黑度:D=2.2~2.4曝光时间(仪器编号:5401-3-067仪器型号:300EGM胶 片:利维那增 感 屏:0.1×2mm焦 距:600mm显影条件:20℃ 5min底片黑度:D=2.0透照厚度()曝光时间(仪器编号:5401-3-037仪器型号:RF-300EG-S2胶 片:利维那增 感 屏:0.1×2mm 焦 距:600mm 显影条件:20℃ 5min 底片黑度:D=2.0透照厚度()曝光时间(www.bzfxw.com透照厚度()仪器编号:5401-3-038仪器型号:RF-300EG-S2胶 片:利维那增 感 屏:0.1×2mm焦 距:600mm显影条件:20℃ 5min底片黑度:D=2.0曝光时间(。