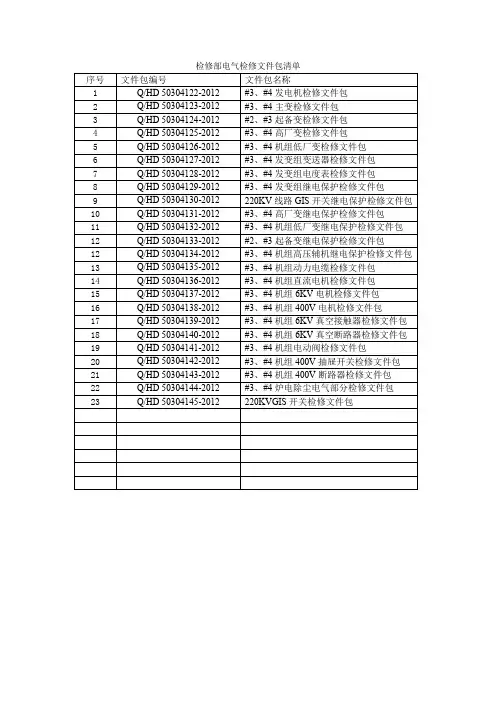
EH油高、低压蓄能器检修文件包
- 格式:doc
- 大小:268.06 KB
- 文档页数:13
汽轮机EH油系统蓄能器简介及常见问题浅析摘要:汽轮机EH油系统担负着向调节保安系统供油的任务,而蓄能器作为EH 油系统上的重要设备,其运行状态的好坏,直接影响到机组的安全与稳定。
为了避免EH调节油路中出现较大油压波动,导致EH油压迅速下降迫使汽轮机进汽门关闭,造成机组停机的发生。
可采用在EH油系统上安装蓄能器(分高低压蓄能器),其将保持调节油压稳定直至全负荷辅助油泵投入运行。
只要坚持日常维护校压及充氮,杜绝隐患的发生,做好防范措施,汽轮机EH油系统上的蓄能器设备是能够体现简单实用作用的。
关键词:任务油压停机措施中图分类号:TK26 文献标识码:A 文章编号:1003-9082(2014)09-0294-01 前言: 张电1―8号机是2001年8月全部投产运行的机组,设备制造厂家是东方汽轮机厂,安装单位是山西电建一公司。
其中1―8号机主机EH油系统蓄能器设备是浙江奉化奥莱尔液压有限公司制造的,并且是时时在线运行,为我厂各台机组安全稳定运行提供了可靠保障。
一、张电1―8号机组主机的蓄能器设备简介制造厂家:浙江奉化奥莱尔液压有限公司工作压力:高压蓄能器为10兆帕低压蓄能器为0.2兆帕工作温度:40―70? 二、汽轮机组EH油系统蓄能器的工作原理、功能及作用 1.蓄能器的工作原理 EH油是不可压缩液体,因此利用液压油是无法蓄积压力能的,必须依靠其他介质来转换、蓄积压力能。
例如,利用气体(氮气)的可压缩性质研制的皮囊式充气蓄能器就是一种蓄积液压油的装置。
皮囊式蓄能器由油液部分和带有气密封件的气体部分组成(皮囊内侧是气,外侧是油液),位于皮囊外侧的油液与系统油路接通。
当压力升高时油液进入蓄能器,气体被压缩,之后系统管路压力不再上升;当管路压力下降时压缩气体膨胀,将油液压入回路系统,从而减缓管路压力的下降。
2.蓄能器的功能蓄能器是一种能把液压储存在耐压容器里,待需要时又将其释放出来的能量储存装置。
蓄能器是液压系统中的重要辅件,对保证系统正常运行、改善其动态品质、保持工作稳定性、延长工作寿命、降低噪声等起着重要的作用。
检修文件包编审表150MW 机组检修文件包SDSLQ-GL-XXX/XX#1 机组蓄能器 C 级检修设备编码:设备专业主管:检修专业主管:设备检修负责人:检修单位(部门):计划检修时间:年月日至年月日**********电厂年月日检修文件包编审表批 准 人审 定 人 审 核 人审 定 人 审 核 人编 写 人第 N 次编审 第三次编审 第二次编审 首 次编审年 月 日 年 月 日 年 月 日 年 月 日检修单位(部门)生产单位检修文件包清单页:2/15 序号类别名称页数一检修工作任务单检修计划主要检修项目工作许可修后目标质检点分布各方签字3 3 3 3 3 3二修前准备卡设备基本参数设备修前状况检修前交底人员准备工器具准备工作票准备材料准备;备件准备安全措施施工现场4 4 4 5 5 5 6 6 7 7三检修工序卡检修工序、质量标准、验收级别及签字; 8四检修技术记录卡 A、B 版 9-10五设备试运记录单试运程序及措施、参数记录、试运情况记录 11六完工报告单主要工作内容总结目标指标完成情况主要材料备件消耗统计修后总体评价确认完成工作各方签字12 12 12 12 12 12七不符合项通知及处理单附件一(可选) 13八项目调整申请单附件二(可选) 14九文件包修改记录附件三(可选) 15 版次:第 1 版一检修工作任务单页码: 3/15版次:第 1 版设备检修计划主要检修项目名称 ___机组___蓄能器设备检修类别□ A 级检修□ B级检修计划工作时间年月日至年月日1.蓄能器工作是否正常设备代码 (KKS码)□ C级检修□消缺计划工日□电气第一种工作票□电气第二种工作票□电气继保工作票□热机工作票□仪控工作票□动火工作票工作许可修后目标质检点分布□其它工作许可条件□脚手架□封堵打开□安全网工作票编号:1.蓄能器工作正常工序及质检点内容2.蓄能器的检修验收人员签字方甲方:萨拉齐电厂设备部专业主管:乙方:公司检修专业主管:□监理监理负责人:□拆除保温□围栏设置□其它工序及质检点内容W点H 点W-1H-1二修前准备卡页码: 4/15 版次:第1版设备基本参数设备修前状况检修前交底二 修 前 准 备 卡(续)人 员 准 备工种 1 2 3 4 5 6 7 8工 器 具 准 备工器具名称 工具编号 检查结果 备 注常用工具:扳手、铜棒、 翘杠、手锤起重工具:手动葫芦、千 斤顶检验仪器:压力表 专用工具:充氮气工具 试验器具:工 作 票 准 备工作票种类 检查结果 备 注电气第一种工作票 电气第二种工作票 电气继电保护工作票 热机工作票 动火工作票序号 1 2 3 4 5序号1 工作组人员姓名 次:第1版页码: 5/15检查结果 23 4 5备 注序号 版版次:第1版二修前准备卡(续) 页码: 6/15材料准备序号1 2 3 4 5 6 7 8 9 10材料名称检查结果序号111213141516171819材料名称检查结果备件准备序号备件名称检查结果序号备件名称检查结果1 72 83 94 105 116版次:第1版二修前准备卡(续) 页码: 7/15安全措施做这项工作需要的安全设备监督检查工作票安全帽安全鞋反光背心人工呼吸器防护眼镜护脸设备塑胶手套绝缘手套焊接手套闭锁/标示牌脚手架检查升降机检查电气机械气体手套(皮革) 安全绳/带灭火器焊接眼镜遮栏(路障)呼吸器合格长梯沟渠检查气体测试其他动火狭窄场地其他施工现场准备序号现场准备项目检查结果1 现场应按照定置图定置摆放2 所有工器具、备品备件及废旧材料均应铺设的橡胶垫并摆放整齐3 施工现场应拉设警戒线并挂警示牌4 所有电缆应悬空架设,工作地点应光亮充足版次:第 1 版序号三检修工序卡检修工序步骤及内容质量标准页码: 8/15质检点签字□1 检修前的准备工作:□ 1.1 了解设备运行情况,记录设备缺陷。
600MW发电机组#x机组EH油箱大修作业文件包批准:审定:审核:编写:XXXX公司XX发电分公司XXXXXX分公司#X机组EH油箱大修作业文件包版次:3 目录序号内容页码1 前言 22 概述 33 检修文件包附件目录 44 修前设备状态检查与诊断 55 工作所需工作人员计划 66 工作所需备品配件准备 67 工作所需消耗性材料准备 68 检修所需工器具准备79 检修所需测量用具准备710 检修所需试验器具及电动工器具准备711 检修所需参考图纸资料812 反事故技术措施计划913 质量检验验收及技术监督计划1014 安全风险分析以及预防措施 1115 检修程序12-1516 设备品质再鉴定单1617 检修报告1718 检修情况说明1819 更换备品配件统计1920 消耗材料统计2021 检修实际所用工时2122 检修记录清单2223 检修记录23-2424 检修文件包附件25-28XXXXXX分公司#X机组EH油箱大修作业文件包版次:3前言为认真贯彻执行《发电企业设备检修导则》、《中国XX集团公司燃煤机组检修管理办法(A版)》,落实“预防为主,计划检修”的方针,强化检修过程控制,实现检修作业标准化、规范化、程序化、高效化的要求,以全面提升检修管理水平,特制定本检修作业文件包。
1. 编制说明:1.1 本检修作业文件包包括了“前言、概述、检修资源准备、质量检验验收及技术监督计划、安全风险分析与预防措施、检修工序及质量要求、设备再鉴定、检修报告、设备质量缺陷报告、不符合项报告”等内容,为检修实现全过程规范化管理提供支持材料。
1.2本检修作业文件包适用于600MW机组#X机主机EH油箱的标准大修及类似于大修性质的抢修。
1.3 本检修作业文件包的消耗材料计划根据《发电设备标准大修材料消耗》并结合设备修前状态诊断编制。
1.4 本检修作业文件包的危险点分析以及防范措施根据《电业安全工作规程》、《现场安全规程》、《火力发电厂危险点分析及预控措施》,并结合现场实际情况编制而成。
300 MW机组检修文件包GSMD-RK-002/74# 机组DEH系统A级检修设备编码:设备专业主管:工作负责人:检修单位:计划检修时间:月日--- 月日*********************电厂年月日检修文件包编审表自由移动,没有摩擦力,LVDT 的中位和油动机的中位相对应起来:具体就是当机组处于关闭状态时,LVDT 零位线距离LVDT 出厂零位为2a b(其中:a 为LVDT 的出厂行程,b 为油动机的实际行程)。
接线对应如下:☐ LVDT —— 伺服板底座SM3461 ☐ 黄 —— 1P+ ☐ 棕 ——1P-☐ 蓝 —— 1S1+ ☐ 红 —— 1S1- ☐ 绿 —— 1S2+ ☐ 黑 —— 1S2-☐ 注:根据LVDT 安装方向,初级线圈黄、棕1P+、1P-需要调换☐ 3.3.3 LVDT 阻值、量程检查。
注:必须将伺服板底座SM3461端的初级线圈解掉才能测出真正的阻值3.4 OPC 电磁阀检查☐ 3.4.1对OPC 电磁阀进行绝缘测试,线圈对外壳绝缘大于20M ;☐ 3.4.2恢复接线,检查接线应正确、牢固。
电磁阀送电,具检修工序步骤及内容质量标准6 DEH试验质检点3-H3第23 页6.1阶跃响应设置维修速率为100%/min,将调门油动机阀位指令信号给出20% 80% 20%阶跃变化,观察油动机行程应能稳定、快速地响应、不发生振荡,动态超调小于3%;否则,应调整伺服板的比例P参数以校正之。
反复提升和下降调门油动机阀位指令信检修工序步骤及内容质量标准电气超速保护动作值自动改为3390 r/min,作为后备保护;设置目标转速、升速率;转速升高直到飞锤动作机组跳闸;作电气超速试验时,将电气超速试验按钮按下;设置目标转速、升速率;转速升高直到DEH超速保护动作机组跳闸。
6.4.2试验步骤:6.4.2.1 103%超速限制1)在DEH阀门试验主菜单“超速试验”画面,按亮“103%试验允许”按钮,允许做103%超速试验。
一、汽轮机EH油系统1、 EH油系统启动前的检查(1)检查EH油箱放油门、取样门关闭;(2)检查EH油系统再生装置进口门、旁路门关闭;(3)检查EH油备用泵联锁试验电磁阀、手动试验阀关闭;(4)检查EH油泵的进、出口门打开;(5)检查EH油箱油位430mm~560mm;(6)检查高、低压蓄能器进口阀开,放油阀关,高压蓄能器充氮压力9.1MPa,低压蓄能器充氮压力0.21MPa;(7)检查EH油系统表计及压力开关齐全、完整,并已投入运行;(8)开启A\B冷油器进油门;(9)开启抗燃油再生装置进油门;(10)关闭EH油泵试验电磁阀和手动试验阀;(11)确认EH油箱温度>23℃,否则投入电加热器;(12)确认EH油泵连锁开关在解除位置,联系电气将EH油泵,及EH油冷却油泵测绝缘,合格后送电;(13)确认DCS画面中EH油系统中无报警;2、 EH油系统的启动(1)为保证油箱油温均匀,尽快提高油温,EH油泵启动前提前8小时启动启动EH滤油泵,投入系统滤油;(2)如停机时间较长机组重新启动时,EH油泵必须提前10小时运行打油循环。
启动一台EH油泵,检查电流正常,检查EH油系统油压14.5MPa,系统无泄漏;(3)检查EH油泵声音、振动正常;(4)做EH油泵互联试验,确认好用后保持一台油泵运行,将另一台EH油泵投入备用;(5)当EH油温达55℃时,开启A/B冷油器冷却水进水门及出水自动调整门前后手截门,关闭旁路门,自动调整门整定值应能控制冷却器出口油温在37-55℃之间;(6)当EH油温高于55℃时,启动EH油冷油器运行;(7)根据化验结果决定是否投入EH油再生装置;3、 EH油泵的停止(1)当机组停机后,根据要求可停止EH油泵,否则保持EH油泵运行,保证油质合格;(2)断开EH油泵联锁开关;(3)停止运行中的EH油泵;(4)停止冷油器冷却水。
4 、EH油系统运行中的检查及维护(1)检查EH油系统油压14.5±0.2MPa左右,系统无泄漏,高、低压蓄能器充氮压力9.1±0.2MPa、0.21±0.05MPa;(2)检查EH油泵电流20-25A,电流最大不得超过40A,主泵出口油压比系统压力略高0.2-0.5MPa;(3)检查EH油温在37℃~55℃之间(4)检查EH油箱位在430mm~560mm之间;(5)检查EH油回油母管压力<0.21MP;(6)正常情况下,一个月内EH油箱油位不得下降20mm;(7) EH油再生装置每月1、8、16、30日的8:00投入,每次运行8小时,如发现任一个过滤器的油温在37-57℃之间,压力达0.21MPa时,应通知检修更换滤芯;(8) EH油系统热工保护定值(9)抗燃油主要特性指标特性新油指标运行指标酸度(毫克KOH/g)0.03 0.1粘度指数 SUS(40℃)220 220-230最大含水量 % 0.03 0.1颗粒分布NAS 8级优于6级电阻率 GOHM/cm 12 5最大含氯量 ppm 20 100外观浅黄色浅棕色5、 EH油再生装置5.1 EH油再生装置投运前的检查1、根据油化验的结果,决定是否需要投入该装置2、检查EH油系统再生装置进口门旁路关闭;3、检查EH油箱油位正常;确认EH油箱油温>37℃4、检查EH油再生装置表计齐全、完整,并已投入运行5.2 EH油再生装置投运1、启动EH油冷却循环泵运行;2、打开硅藻土滤器旁路门;3、检查波纹纤维滤器及回油路充满油后,开启硅藻土滤器进口门,逐渐关小硅藻土滤器旁路门,保持硅藻土滤器上压力表指示不超过0.21MPa;4、检查硅藻土滤器内充满油后,关闭硅藻土滤器旁路门,油再生装置投入运行;5、当硅藻土滤器和波纹纤维器就地压力差压表指示>0.21MPa、抗燃油的酸值>0.1时,需更换硅藻土滤器滤芯;如任一滤器的油温在37℃~55℃之间,差压>0.21MPa时,需更换滤芯;5.3 EH油再生装置停止1 、关闭硅藻土滤器进口门;2 、停止EH油冷却循环泵运行,再生装置停止运行。
300MW机组小机EH油系统A级检修文件包1范围本检修文件包适用于300MW机组小机EH油系统A级检修工作2本检修文件包涉及的文件、技术资料和图纸300MW机小机EH油系统设备技术标准300MW机小机EH油系统图纸3安全措施3.1严格执行《电业安全工作规程》。
3.2验证隔离许可证,隔离进入设备的所有汽源、水源。
3.3在整个作业现场易发生落物的地方,人员不能通过和逗留。
3.4作业中使用电、气焊时,清除作业区易燃物,做好防火隔离措施。
3.5使用清洗剂清洗部件时,要佩戴必要的防护用品。
3.6检修场地必须铺设胶皮,拆吊下的部件必须放在指定检修场地。
3.7拆开的管路、法兰等敞口部位要封堵好。
3.8工作人员抡大锤时不能带手套,使用前检查锤头的固定情况,以防大锤飞出伤人。
3.9使用电动工具、照明用具时,要检查其绝缘情况,防止触电,必要时有人监护,使用电动工具,其接线盘要带漏电保护装置。
3.10用电动工器具必须带绝缘手套,配用漏电保护器。
3.11每天开工前工作负责人向工作班成员及民工交代安全注意事项,工作结束后,总结当天的安全工作情况。
4 备品备件准备5.现场准备及工器具W15.2工作准备□在检修作业现场地面铺好胶皮,做好作业区的物理隔离。
□开工前组织工作成员学习作业文件,对成员进行分工,并进行安全和技术交底,工作组成员开工前组织工作成员学习作业文件,对成员进行分工,并进行安全和技术交底,工作组成员应熟知工作内容及危险点的控制措施,掌握本作业检修文件包全部内容。
W25.3办理相关工作票□已办理工作票及开工手续,EH油系统停运。
□检查验证工作票。
□对协作单位发出通知。
□工作人员的着装和安全用具应符合《安规》要求。
6.检修工序检修工艺流程图计划工日工序流程图0.521220.5至下次检修H16.1准备工作及检修内容□螺栓齐全。
□壳体及连接部分外观无裂纹,管道和阀门是否漏油,发现缺陷及时处理□接口接触良好,油管道与铁接触的地方用橡胶板固定□蓄能器检查、充氮□集成块检查清理,更换密封圈□消除系统漏油点、必要时更换密封件□小机EH油分配阀模块清扫,对模块上的分配阀做严密性试验并进行修复,必要时更换□小机安全油滤网检查更换并消除转换器上的漏油点H2□系统检查。
青铜峡铝业发电有限责任公司#2机组A级检修EH油动机检修作业指导书批准:审核:初审:编写:检修单位:二〇一三年八月青铜峡铝业发电有限责任公司#2机A级检修EH系统检修作业指导书前言本标准根据青铜峡铝业发电有限责任公司作业标准化工作需要,由青铜峡铝业发电有限责任公司编制,为规范电力设备检修作业, 特制定EH油系统检修作业指导书。
本标准由青铜峡铝业发电有限责任公司提出。
本标准由青铜峡铝业发电有限责任公司机电检修部负责起草。
本标准主要起草人:倪建伟审核:雷金刚批准:王学农本标准由青铜峡铝业发电有限责任公司生产技术部归口并负责解释。
本标准的版本及修改状态:A/0 。
1青铜峡铝业发电有限责任公司检修技术文件包清单2青铜峡铝业发电有限责任公司#2机A级检修EH系统检修作业指导书青铜峡铝业发电有限责任公司设备检修作业标准34青铜峡铝业发电有限责任公司#2机A级检修EH系统检修作业指导书56青铜峡铝业发电有限责任公司#2机A级检修EH系统检修作业指导书7青铜峡铝业发电有限责任公司检修质量验收单8青铜峡铝业发电有限责任公司#2机A级检修EH系统检修作业指导书青铜峡铝业发电有限责任公司检修质量验收单9青铜峡铝业发电有限责任公司检修质量验收单青铜峡铝业发电有限责任公司#2机A级检修EH系统检修作业指导书青铜峡铝业发电有限责任公司检修质量验收单青铜峡铝业发电有限责任公司检修质量验收单青铜峡铝业发电有限责任公司#2机A级检修EH系统检修作业指导书青铜峡铝业发电有限责任公司检修质量验收单青铜峡铝业发电有限责任公司设备缺陷登记处理单青铜峡铝业发电有限责任公司#2机A级检修EH系统检修作业指导书青铜峡铝业发电有限责任公司完工报告单青铜峡铝业发电有限责任公司#2机A级检修EH系统检修作业指导书青铜峡铝业发电有限责任公司完工报告单青铜峡铝业发电有限责任公司#2机A级检修EH系统检修作业指导书。
#1机EH油系统检修技术措施一、检修质量和标准:1.相关螺栓紧力均匀,密封面无漏油现象,磁棒无附着物。
2.蓄能器胶囊完整、无裂纹、无开胶、无老化,充、排气组件无泄露,冲、排气正常,高压蓄能器9.8—10.2Mpa,低压蓄能器0.18—0.22Mpa。
3.节流孔连同节流孔集成块一同清理干净。
4.EH油系统的各项试验合格。
5.滤网完整、干净、无堵塞、无破损。
6.高压蓄能器密封面无漏油现象。
7.伺服阀、电磁阀回装后结合面无渗漏。
二、工机具及材料准备:工机具准备序号工器具名称规格型号单位数量1 梅花扳手公制套 22 呆板手公制套 23 敲击扳手36" 把 24 活口扳手12" 把 35 活口扳手15" 把 26 撬棍1M 根 17 手锤15磅把 18 内六角公制套 19 平刮刀300mm 把 3量具准备1 百分表0—10mm 块 32 百分表架个 33 塞尺把 24 千分尺0-25mm 把 2材料准备序号工器具名称规格型号单位数量1 砂纸320# 张102 耐油密封胶D05 盒 53 破布kg 204 白布米105 油桶30L 个 16 记号笔白色个 27 生料带卷 38 清洗剂煤油Kg 5三、检修方案3.1 EH油箱退油清理1.先将导油管接至油箱放油管处,打开油箱放油阀将油箱中EH油导至油桶中。
2.打开EH油箱人孔门盖板。
3.检修人员穿连体衣进入油箱中用干净麻布对油箱中剩余润滑油进行清理,直至油箱中无剩余太多润滑油时用白面团对油箱内部进行彻底清理,直至油箱中无润滑油干净光亮为止。
4.清理完后进行验收,验收合格后将导出的EH油导回油箱中,用滤油机对EH 油进行过滤,直至油质合格为止。
5.油箱清理完成。
3.2 清理EH油箱中磁性过滤器1.将磁性过滤器从油箱中取出放至胶皮上。
2.对过滤器外部润滑油进行擦拭。
3.用改锥将磁性过滤器外部压盖螺栓拆除,取下压盖并保存好。
4.将过滤器上的磁棒逐个抽出进行清理。
一、汽轮机EH油系统1、 EH油系统启动前的检查(1)检查EH油箱放油门、取样门关闭;(2)检查EH油系统再生装置进口门、旁路门关闭;(3)检查EH油备用泵联锁试验电磁阀、手动试验阀关闭;(4)检查EH油泵的进、出口门打开;(5)检查EH油箱油位430mm~560mm;(6)检查高、低压蓄能器进口阀开,放油阀关,高压蓄能器充氮压力9.1MPa,低压蓄能器充氮压力0.21MPa;(7)检查EH油系统表计及压力开关齐全、完整,并已投入运行;(8)开启A\B冷油器进油门;(9)开启抗燃油再生装置进油门;(10)关闭EH油泵试验电磁阀和手动试验阀;(11)确认EH油箱温度>23℃,否则投入电加热器;(12)确认EH油泵连锁开关在解除位置,联系电气将EH油泵,及EH油冷却油泵测绝缘,合格后送电;(13)确认DCS画面中EH油系统中无报警;2、 EH油系统的启动(1)为保证油箱油温均匀,尽快提高油温,EH油泵启动前提前8小时启动启动EH滤油泵,投入系统滤油;(2)如停机时间较长机组重新启动时,EH油泵必须提前10小时运行打油循环。
启动一台EH油泵,检查电流正常,检查EH油系统油压14.5MPa,系统无泄漏;(3)检查EH油泵声音、振动正常;(4)做EH油泵互联试验,确认好用后保持一台油泵运行,将另一台EH油泵投入备用;(5)当EH油温达55℃时,开启A/B冷油器冷却水进水门及出水自动调整门前后手截门,关闭旁路门,自动调整门整定值应能控制冷却器出口油温在37-55℃之间;(6)当EH油温高于55℃时,启动EH油冷油器运行;(7)根据化验结果决定是否投入EH油再生装置;3、 EH油泵的停止(1)当机组停机后,根据要求可停止EH油泵,否则保持EH油泵运行,保证油质合格;(2)断开EH油泵联锁开关;(3)停止运行中的EH油泵;(4)停止冷油器冷却水。
4 、EH油系统运行中的检查及维护(1)检查EH油系统油压14.5±0.2MPa左右,系统无泄漏,高、低压蓄能器充氮压力9.1±0.2MPa、0.21±0.05MPa;(2)检查EH油泵电流20-25A,电流最大不得超过40A,主泵出口油压比系统压力略高0.2-0.5MPa;(3)检查EH油温在37℃~55℃之间(4)检查EH油箱位在430mm~560mm之间;(5)检查EH油回油母管压力<0.21MP;(6)正常情况下,一个月内EH油箱油位不得下降20mm;(7) EH油再生装置每月1、8、16、30日的8:00投入,每次运行8小时,如发现任一个过滤器的油温在37-57℃之间,压力达0.21MPa时,应通知检修更换滤芯;(8) EH油系统热工保护定值(9)抗燃油主要特性指标特性新油指标运行指标酸度(毫克KOH/g)0.03 0.1粘度指数 SUS(40℃)220 220-230最大含水量 % 0.03 0.1颗粒分布NAS 8级优于6级电阻率 GOHM/cm 12 5最大含氯量 ppm 20 100外观浅黄色浅棕色5、 EH油再生装置5.1 EH油再生装置投运前的检查1、根据油化验的结果,决定是否需要投入该装置2、检查EH油系统再生装置进口门旁路关闭;3、检查EH油箱油位正常;确认EH油箱油温>37℃4、检查EH油再生装置表计齐全、完整,并已投入运行5.2 EH油再生装置投运1、启动EH油冷却循环泵运行;2、打开硅藻土滤器旁路门;3、检查波纹纤维滤器及回油路充满油后,开启硅藻土滤器进口门,逐渐关小硅藻土滤器旁路门,保持硅藻土滤器上压力表指示不超过0.21MPa;4、检查硅藻土滤器内充满油后,关闭硅藻土滤器旁路门,油再生装置投入运行;5、当硅藻土滤器和波纹纤维器就地压力差压表指示>0.21MPa、抗燃油的酸值>0.1时,需更换硅藻土滤器滤芯;如任一滤器的油温在37℃~55℃之间,差压>0.21MPa时,需更换滤芯;5.3 EH油再生装置停止1 、关闭硅藻土滤器进口门;2 、停止EH油冷却循环泵运行,再生装置停止运行。
设备名称机EH油高、低压蓄能器文件包编号QD/YL/ / /检修级别□A级□B级☑C级□D级文件包内容序号内容清单有无份数1.工作任务单☑ 12.工作安全分析单☑ 13.质量验收监督计划☑ 14.检修工艺(与书面安全工作程序整合)☑ 15.检修质量H、W点检验卡(记录卡)☑ 16.检修项目完工报告单☑ 17.设备再鉴定报告☑ 18.附件清单一工作任务设备名称: EH油高、低压蓄能器检修项目:EH油高、低压蓄能器检修设备型号:NXQB-40/20-L-ANXQB-20/10-L-A设备位置:汽机间12.6米工作描述:1、办理工作票2、蓄能器试压3、检查、清洗4、充氮、回装工作条件:动火票: Y□ N□脚手架: Y□ N□拆除保温: Y□ N□吊车使用: Y□ N□其它(具体说明):质量/安健环工作目标:1、各部件完好,不渗漏;2、检修质量达到《汽机检修规程》的要求。
3、不发生人身、设备安全事件,不发生设备、地面污染、损坏。
配合工种:□保温□起重□焊接□土建□其它计划开工时间年月日时计划完工时间年月日时预计工日实际工日任务单下达部门/专业下达人(点检)下达日期任务单接受单位接受人接受日期备注二工作安全分析单部门/专业:工作内容EH油高、低压蓄能器检修编号:工作人:监督人:分析时间:安全保护措施与防护用品(将□涂黑)□安全帽□绝缘鞋□防酸鞋□反光背心□防酸服□联体衣□塑胶手套□绝缘手套□焊接手套□安全带/绳□灭火器□耳塞□防护眼镜□护脸设备□焊接眼镜□遮拦(或路障)□防尘口罩□防尘帽□防坠器□呼吸器□其他()序号基本步骤危险或存在的事故隐患降低风险程度,减少事故发生的措施1 办理工作票安全S1、人身伤害2、损坏设备1、工作票上安全隔离措施一定要全面。
2、工作负责人和许可人应到现场确认安全措施已经执行.3、做好安全、技术交底。
健康H 防护用品配备必须的防护用品环境E 环境污染1、做好检修区域的安全隔离措施:2、做好修前工具及备件的定置摆放:3、拆卸蓄能器必须做好接油措施。
质量检修记录做好技术交底、做好检修各项记录数据准备效益2 解体安全S1、物体打击2、起重伤害3、机械伤害4、杂物进入1、检查作业上部有无落物的可能。
2、设置专人进行现场起吊工作的指挥认真选取起重机械和起重工具不准超过铭牌规定。
3、正确使用安全合格的工器具,戴好防护手套。
4、各敞口及时进行封堵健康HEH油中毒皮肤刺激1、防止EH油进入口中;2、及时清洗EH油与皮肤接触部位。
环境E环境污染1、拆卸油动机时及时用油盆接好油,防止漏至地面或保温上,油盘下铺设胶皮或塑料薄膜2、废旧EH油倒入专用的回收桶内进行集中处理质量野蛮施工严格按规范施工,防止野蛮施工造成设备损伤效益3 检查、清洗安全S1、物体打击2、机械伤害1、检查作业上部有无落物的可能,2、正确使用安全合格的工器具,戴好防护手套。
健康H油触及皮肤1、作业人员应及时清洗、擦拭。
环境E地面污染1、及时擦拭地面油污。
质量油触及皮肤1、作业人员应及时清洗、擦拭。
效益4 回装安全S1、物体打击2、起重伤害3、机械伤害1、检查作业上部有无落物的可能。
2、设置专人进行现场起吊工作的指挥认真选取起重机械和起重工具不准超过铭牌规定。
3、正确使用安全合格的工器具,戴好防护手套。
健康H 记录1、做好轴承间隙、紧力的各项记录环境E环境污染工完料尽场地清,废弃物按照公司要求进行回收质量设备损坏禁止野蛮施工,严格按照检修工艺施工。
效益国投伊犁能源开发有限公司 检修文件包5三 质量监督验收卡验收标准:符合《汽轮机检修规程》质量验收备注序号工作内容质量标准监督点自检外维单位专 工点检 设备部专工一 质检点验收计划1 解体用充氮工具放尽蓄能器残余氮压W1√ √ √ 签字2清洗、检查、测量、更换1.弹簧弹性正常,无卡涩,阀芯无冲蚀2.密封件有磨损、变形,胶托无磨损变形、老化3.蓄能器内壁无毛刺、裂纹、油泥、杂物 W2 √ √ √ 签字 3回装、充氮、试压1.高压蓄能器充氮压力为9.1MPA ,低压蓄能器充氮压力为0.21MPA2.密封件完好,安装到位、压力不降低,无漏气 H1 √ √ √ √ 签字二 三级验收计划适用于该质量监督计划的设备: EH 油高、低压蓄能器 监督点类别:R ——记录点W ——见证点 H ——停工待检点工作票类型: 动火 □ 热力机械 □ 热控 □ 电气一种 □ 电气二种 □四检修工艺设备设计、制造安装、服役情况适用于该工艺的设备设备简要技术规范上海汽轮机厂生产制造,2012年山东火电二建设公司安装#1机组,安徽电建安装#2机组。
2012年12月投产。
#1#2#机EH油高、低压蓄能器NXQB-40/20-L-ANXQB-20/10-L-A工序号内容预计工日备注0 概述1.安全措施2.备品备件3.场地准备及工器具准备4.办理工作票5.蓄能器解体6.检查、清洗7.蓄能器回装8.9.10.11.12.13.14.工序0 概述□大修项目为EH油高、低压蓄能器密封件、皮囊等易损件进行全面检查,补充氮气。
工序1 安全措施□严格执行《电业安全工作规程》。
□机组停运。
□ EH油系统停运,A、B、EH油泵停运,电机停电,并挂“禁止合闸,有人工作”标示牌。
工序2 备品备件序号备件名称规格型号数量备注1 皮囊A185.13.08.01 L=40 42 皮囊A185.13.08.01 L=25 13 皮囊丁基橡胶皮囊L=10 44 O型圈90*3.1 205 O型圈30*3.1 106 O型圈35*3.1 107 铜垫16*12.5*2 108 铜垫22*18*2 109 胶托A185.13.08.01 L=25/40 10101112131415161718192021工序3 场地及工器具准备3.1工器具准备序号工具名称规格型号数量备注1活动扳手18〃 12活动扳手12〞 13榔头 14一字螺丝刀 15管子钳15″ 16无水酒精若干7月牙扳手 28油盘2件9砂纸400目若干10白塑料布若干11白绸布若干3.2 场地准备□检修工作地点围栏杆,地面铺设胶皮。
□检修工作地点清理干净,预留蓄能器拆解部件堆放地点。
□准备好检修工器具,备品备件及相关的图纸资料。
工序4 办理工作票□检查、验证工作票。
□检查安全隔离措施齐全、危险分析到位。
□工作许可人、工作负责人现场确认隔离措施已到位。
□开工前做好安全技术交底。
警告:运行安全措施执行结束并经运行、检修确认后才允许开工□EH油系统停运。
□泵停运,电机停电,挂警告牌。
□关闭蓄能器进油门。
工序5 蓄能器解体见证点——W1□5.1用充氮工具放尽蓄能器残余氮压;□5.2拧开蓄能器排油螺栓检查内部是否有存油;□5.3拆开蓄能器下部油管接头,松开蓄能器支架夹头,将蓄能器吊下,平稳放置在胶皮上;□5.4取下接头密封件,用塑料布加丝绸包扎蓄能器接头及油管接头;警告:拆卸下来的零部件妥善保管□5.5拆卸蓄能器进油菌型阀,胶托,检查密封件;□5.6拆除压力表管,取出蓄能器充气阀及胶托,抽出皮囊。
工序6 检查、测量、清洗见证点——W2□6.1检查各密封件是否完好;□6.2清洗进油菌型阀、检查弹簧;□6.3清洗检查皮囊,油管接头;□6.3清洗检查蓄能器内壁;停工待检点——H1工序7蓄能器回装□7.1更换密封件,装入下部胶托及菌型阀,拧紧并紧螺栓;□7.2装入皮囊,装复上部胶托及充气阀,拧紧并紧螺栓,装复放油堵头;□7.3装复压力表管,充氮。
高压蓄能器充氮压力为9.1MPA,低压蓄能器充氮压力为0.21MPA;注意;使用充氮工具进行充氮□7.4更换进、出油门密封件。
□7.5吊装蓄能器,更换密封件,连接油管接头,拧紧蓄能器支架夹头;□7.6检查皮囊上部接头是否漏气,用肥皂水检查,如有漏气,更换密封件;警告:工作结束后,现场一定工完料净场地清,现场确认后方可送电试运。
版次:第2版五检修技术记录卡(A)页码:设备机组EH油高、低压蓄能器设备编号名称检查技术记录:应记录的其它内容:版次:第2版五检修技术记录卡(B)序号设备或部件名称质量标准原始值修后值测量人1 #1 高压蓄能器压力9.0±0.2MPa2 #2高压蓄能器压力9.0±0.2MPa3 #3高压蓄能器压力9.0±0.2MPa4 #4 高压蓄能器压力9.0±0.2MPa5 #1低压蓄能器压力0.2±0.02MPa6 #2低压蓄能器压力0.2±0.02MPa7 #3低压蓄能器压力0.2±0.02MPa8 #4低压蓄能器压力0.2±0.02MPa工作负责人:年月日六检修项目完工报告单检修单位:工作负责人:检修时间:检修人数:一、检修中进行的主要工作:二、备品、备件和材料消耗记录:序号名称规格型号生产厂家消耗量备注三、检修工时统计项目机械电气热工焊接起重保温金相其它总计工时四、检修中发现并消除的主要缺陷:五、尚未消除缺陷及未消除的原因:六、主要技术记录:七、设备变更或改进情况:检修单位意见:点检员意见:设备管理部专业意见:金属意见:备注:七设备再鉴定报告1、检修工作全部结束,可以试运行。
工作负责人:2、检查记录检查项目标准值实测值备注密封件完好,安装到位进出口阀门密封件尺寸合适,安装到位检查项目标准值实测值备注#1高压蓄能器氮气压力9.0±0.2MPa#2高压蓄能器氮气压力9.0±0.2MPa#3高压蓄能器氮气压力9.0±0.2MPa#4高压蓄能器氮气压力9.0±0.2MPaEH油站蓄能器氮气压力9.0±0.2MPa#1低压蓄能器氮气压力0.2±0.02MPa#2低压蓄能器氮气压力0.2±0.02MPa#3低压蓄能器氮气压力0.2±0.02MPa#4低压蓄能器氮气压力0.2±0.02MPaEH油系统油压14±0.5MPa油箱油位430-730油箱油温20-60℃蓄能器外观无渗油EH油泵电流20-25A(极限不大于40A)再鉴定结论:□可以投运□不可以投运专业负责人:日期:。