热轧带钢粗轧机组主要辅助设备
- 格式:pptx
- 大小:3.26 MB
- 文档页数:13


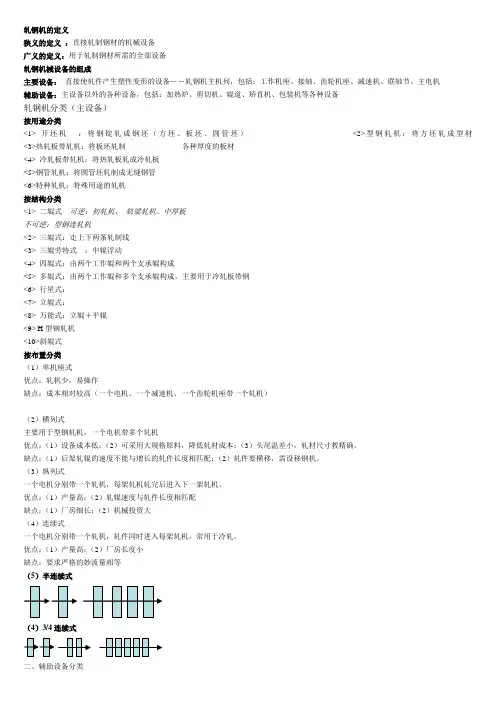
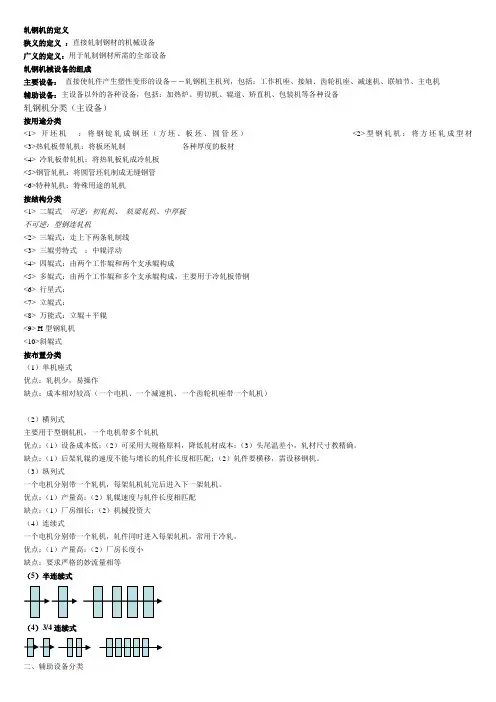
轧钢机的定义狭义的定义:直接轧制钢材的机械设备广义的定义:用于轧制钢材所需的全部设备轧钢机械设备的组成主要设备:直接使轧件产生塑性变形的设备--轧钢机主机列,包括:工作机座、接轴、齿轮机座、减速机、联轴节、主电机辅助设备:主设备以外的各种设备,包括:加热炉、剪切机、辊道、矫直机、包装机等各种设备轧钢机分类(主设备)按用途分类<1> 开坯机:将钢锭轧成钢坯(方坯、板坯、圆管坯)<2>型钢轧机:将方坯轧成型材<3>热轧板带轧机:将板坯轧制各种厚度的板材<4> 冷轧板带轧机:将热轧板轧成冷轧板<5>钢管轧机:将圆管坯轧制成无缝钢管<6>特种轧机:特殊用途的轧机按结构分类<1> 二辊式可逆:初轧机、轨梁轧机、中厚板不可逆:型钢连轧机<2> 三辊式:走上下两条轧制线<3> 三辊劳特式:中辊浮动<4> 四辊式:由两个工作辊和两个支承辊构成<5> 多辊式:由两个工作辊和多个支承辊构成,主要用于冷轧板带钢<6> 行星式:<7> 立辊式:<8> 万能式:立辊+平辊<9> H型钢轧机<10>斜辊式按布置分类(1)单机座式优点:轧机少,易操作缺点:成本相对较高(一个电机、一个减速机、一个齿轮机座带一个轧机)(2)横列式主要用于型钢轧机,一个电机带多个轧机优点:(1)设备成本低;(2)可采用大规格原料,降低轧材成本;(3)头尾温差小,轧材尺寸教精确。
缺点:(1)后架轧辊的速度不能与增长的轧件长度相匹配;(2)轧件要横移,需设移钢机。
(3)纵列式一个电机分别带一个轧机,每架轧机轧完后进入下一架轧机。
优点:(1)产量高;(2)轧辊速度与轧件长度相匹配缺点:(1)厂房细长;(2)机械投资大(4)连续式一个电机分别带一个轧机,轧件同时进入每架轧机,常用于冷轧。
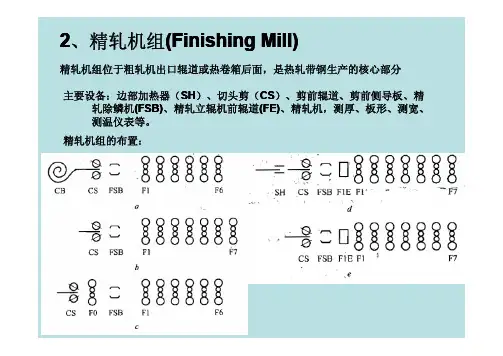
2、精轧机组(Finishing Mill)精轧机组位于粗轧机出口辊道或热卷箱后面,是热轧带钢生产的核心部分主要设备:边部加热器(SH)、切头剪(CS)、剪前辊道、剪前侧导板、精轧除鳞机(FSB)、精轧立辊机前辊道(FE)、精轧机,测厚、板形、测宽、测温仪表等。
精轧机组的布置:2.1 边部加热器位置:切头剪前。
作用:补偿中间坯边部温度,使其与中部温度一致。
边部与中部温差100℃,造成组织性能不均,轧辊边部磨损大。
升温:80~26080~260 ℃针对钢种:冷轧深冲钢、硅钢、不锈钢、合金钢分类:火焰型:带保温罩和煤气烧嘴。
电磁感应型:悬挂式移动型边部加热器结构2.2 切头剪位置:粗轧机后精除鳞机前。
作用:将温度低、形状不良的中间坯头部切除,便于轧件顺利通过精轧机、输出辊道进入卷取机,防止对钢和轧辊表面硌痕。
形式:转鼓式:结构简单,可分别安装不同形状的剪刃分别切头/尾。
mm 。
最大剪切厚度6060mm单侧传动式:双侧传动式:异步剪切式:剪切断面质量好,不连刀。
mm,只有一对剪刃。
曲柄式:剪刃垂直剪切,剪切厚度范围大,最大8080mm转鼓式曲柄式转鼓剪2.3 精轧除鳞机(FSB)位置:精轧机入口。
作用:去除中间坯表面的二次氧化铁皮。
为适应中间坯厚度变化,保证最佳除鳞效果,喷嘴喷射高度可调节。
精轧除鳞机结构2.4 精轧前立辊(F1E )位置:位于F1轧机前。
作用:进一步控制带钢宽度,提高宽度精度,改善边部质量。
侧压量:最大2020mm(mm(坯厚6060mm)mm) 轧制力:最大100吨功能;AWC精轧前立辊结构RALRALRAL。
热轧带钢厂1780工艺设备简介教材热轧带钢是一种广泛应用于建筑、机械制造、汽车制造等领域的重要材料,因此热轧带钢厂的工艺设备对于生产质量和效率至关重要。
下面将对热轧带钢厂1780工艺设备进行简介,包括其组成和功能。
热轧带钢厂1780工艺设备主要由原料处理系统、热轧机组和辅助设备组成。
原料处理系统主要包括切割机、破碎机和喂料系统。
切割机主要用于将钢坯切割成适合热轧的尺寸,确保后续工艺的顺利进行。
破碎机则用于将大块的钢坯破碎成小块,方便后续工艺的处理。
喂料系统用于将切割好的钢坯或破碎好的钢块送入热轧机组。
热轧机组是热轧带钢厂的核心设备,主要由上下辊轧机、辊道和冷却系统组成。
上下辊轧机是热轧带钢的主要设备,其作用是通过辊轧作用将钢坯加工成带状钢材。
上下辊轧机通常由多个辊轧机串联而成,每个辊轧机都具有不同的工作功能。
其中,粗轧机主要用于将钢坯进行初轧,将其厚度逐渐降低;中轧机用于进一步降低钢材的厚度,并使其形成所需的宽度;精轧机是最后一个辊轧机,用于将钢材的厚度和宽度进一步精细调整。
辊道是将钢坯传送到辊轧机上的设备,通常由多个辊道串联而成。
辊道的作用是将钢坯顺利地送入辊轧机,并确保钢坯在辊轧机上的平稳运行。
冷却系统主要用于对热轧后的钢材进行冷却,以使其达到所需的硬度和强度。
冷却系统通常由喷淋装置和冷却塔组成。
喷淋装置将冷却水均匀地喷洒在钢材上,以吸收其热量,使其迅速冷却。
冷却塔则用于冷却喷洒过后的冷却水,以保持其冷却效果。
辅助设备主要包括切割设备、定尺设备和质检设备。
切割设备用于将热轧后的钢材切割成所需的长度,以满足客户的要求。
常见的切割设备有割切机和切割刀。
定尺设备用于将切割好的钢材定尺,以便于后续的包装和运输。
常见的定尺设备有定尺机和切头机。
质检设备用于对热轧后的钢材进行质量检测。
常见的质检设备有尺寸测量仪、表面检测仪和硬度测试仪。
总结起来,热轧带钢厂1780工艺设备主要包括原料处理系统、热轧机组和辅助设备。
热轧带钢厂工艺设备简介1. 前言热轧带钢是一种钢材制造工艺,常用于制造汽车、钢轨、机械设备等领域的零部件。
热轧带钢厂是进行热轧带钢生产的工厂,工艺设备是实现该生产过程的核心设备。
本文将简要介绍热轧带钢厂的工艺设备。
2. 设备概述热轧带钢厂的工艺设备主要包括轧机、剪切机、加热炉、冷却设备等。
这些设备在热轧带钢生产过程中起着关键作用。
2.1 轧机轧机是热轧带钢厂最重要的设备之一。
它通常由多组辊子组成,用于将钢坯加热至一定温度后进行不断轧制,最终得到所需的带钢产品。
在轧机中,钢坯经过初轧、中轧和精轧等多道工序,不断压制和拉伸,以达到所需尺寸、形状和物理性能。
2.2 剪切机剪切机用于将轧制好的带钢进行截断,得到符合需求的长度。
剪切机通常由切割刀和切割机构组成,能够实现高速、精确地切割带钢。
根据生产需求,剪切机可以实现不同长度的切割,从而满足不同客户的要求。
2.3 加热炉加热炉是热轧带钢生产过程中必不可少的设备之一。
它用于将待轧的钢坯加热至适宜的温度,以提高钢材的可塑性和变形能力。
加热炉通常采用燃煤或燃气进行加热,通过调节加热温度和时间,确保钢坯达到合适的加热状态,进而得到理想的带钢产品。
2.4 冷却设备冷却设备用于对热轧带钢进行快速冷却,以使其达到所需的硬度和强度。
冷却设备通常采用水冷方式,将高温带钢迅速冷却至室温。
冷却速度的控制将影响到带钢的物理性能,因此冷却设备的性能和调节能力至关重要。
3. 工艺流程热轧带钢厂的工艺流程一般可分为以下几个步骤:原料准备、加热处理、热轧和冷却处理等。
3.1 原料准备热轧带钢的主要原料是钢坯,通常为连铸坯或熔炼坯。
这些钢坯首先经过验收和质检,然后进行切割和准备。
3.2 加热处理将预先准备好的钢坯送入加热炉进行加热处理。
加热炉通常采用连续式或间歇式加热方式,根据钢材的种类和加热要求,设定合适的加热温度和时间。
3.3 热轧加热处理后的钢坯进入轧机进行热轧。
轧机通过多组辊子的不断轧制,将钢坯逐步压制和拉伸成所需的尺寸和形状。
轧钢机的定义狭义的定义:直接轧制钢材的机械设备广义的定义:用于轧制钢材所需的全部设备轧钢机械设备的组成主要设备:直接使轧件产生塑性变形的设备--轧钢机主机列,包括:工作机座、接轴、齿轮机座、减速机、联轴节、主电机辅助设备:主设备以外的各种设备,包括:加热炉、剪切机、辊道、矫直机、包装机等各种设备轧钢机分类(主设备)按用途分类<1> 开坯机:将钢锭轧成钢坯(方坯、板坯、圆管坯)<2>型钢轧机:将方坯轧成型材<3>热轧板带轧机:将板坯轧制各种厚度的板材<4> 冷轧板带轧机:将热轧板轧成冷轧板<5>钢管轧机:将圆管坯轧制成无缝钢管<6>特种轧机:特殊用途的轧机按结构分类<1> 二辊式可逆:初轧机、轨梁轧机、中厚板不可逆:型钢连轧机<2> 三辊式:走上下两条轧制线<3> 三辊劳特式:中辊浮动<4> 四辊式:由两个工作辊和两个支承辊构成<5> 多辊式:由两个工作辊和多个支承辊构成,主要用于冷轧板带钢<6> 行星式:<7> 立辊式:<8> 万能式:立辊+平辊<9> H型钢轧机<10>斜辊式按布置分类(1)单机座式优点:轧机少,易操作缺点:成本相对较高(一个电机、一个减速机、一个齿轮机座带一个轧机)(2)横列式主要用于型钢轧机,一个电机带多个轧机优点:(1)设备成本低;(2)可采用大规格原料,降低轧材成本;(3)头尾温差小,轧材尺寸教精确。
缺点:(1)后架轧辊的速度不能与增长的轧件长度相匹配;(2)轧件要横移,需设移钢机。
(3)纵列式一个电机分别带一个轧机,每架轧机轧完后进入下一架轧机。
优点:(1)产量高;(2)轧辊速度与轧件长度相匹配缺点:(1)厂房细长;(2)机械投资大(4)连续式一个电机分别带一个轧机,轧件同时进入每架轧机,常用于冷轧。
一轧线主要设备组成及简要性能热轧生产线主要设备包括:加热炉上料辊道、加热炉装钢机、加热炉出钢机、除鳞装置、立辊轧机、锥形辊道、四辊可逆轧机、轧机前后辊道及保温罩、无芯卷取机、卸卷小车、定尺剪、冷床等设备组成。
轧线主要设备表见表4-5。
4.5.1 除鳞箱用途:除鳞箱位于除鳞辊道之上,用于将锻坯在加热炉中生成的氧化皮清除干净,保证镍板表面质量。
技术参数:板坯宽度: 200 - 640mm板坯厚度: 80~120(150)mm集管数量:两组(共4根)喷嘴数量: 12喷嘴倾角: 15°喷嘴名义横向重叠量:~6mm每个喷嘴公称流量: 77.8l/min喷嘴间距: 70mm喷射垂直高度h2:约140mm喷嘴最小出口压力: 21MPa总流量:~200m3/h结构说明:除鳞箱位于除鳞辊道之上,用于将锻坯在加热炉中生成的氧化皮清除干净,保证镍板表面质量。
除鳞装置由入口侧罩、出口侧罩、中箱罩和上罩及箱体内两排除鳞集管组成。
当锻坯在除鳞辊道上运行时,上下集管的高压喷嘴可同时喷射高压水进行除鳞,。
喷嘴头部为钨钴合金,本体为不锈钢,集管为碳钢管。
除鳞箱的入口侧罩和出口侧罩上均装有链条装置,挡住高压水和氧化铁皮。
采用分罩式结构,更换除鳞集管方便、快捷、迅速。
高压水是通过分配管和弯管分别进入上下除鳞集管的。
根据不同坯厚,喷嘴距板坯表面间距可电动调节,以确保除鳞效果。
除鳞箱体采用焊接结构。
4.5.2 立辊前工作辊道用途该辊道位于立辊轧机前,用于配合立辊轧机对轧件进行轧制。
技术参数:型式:单独传动辊数: 7辊子直径:Ø300mm辊身长度: 800mm辊距: 400mm辊面速度: 0-3.5 m/s功率: AC 7.5 KW设备组成及结构说明:该组辊道由辊子传动装置、辊子装配、辊道架、盖板等组成。
电机直接通过传动接轴传动辊道辊子。
辊子两端装有双列向心滚子轴承,轴承安装在整体的轴承座内,轴承座通过螺栓把合在辊道架上。
轧钢机械设备知识点第⼀章概述1、钢材的分类:1)型材占钢材产量的30——35%、品种最多,主要⽤于建材。
2)板带材占50——66% 应⽤最⼴、产量最⾼3)管材占8~15% ⼜可分为⽆缝管与焊管,⼤多为圆形断⾯。
此外还有少量的斜轧、横轧、楔横轧等特种轧制产品。
⽣产机械零件⽑坯,齿轮、丝杆、钢球及轴类零件(少切削、⽆切削零件)。
2、轧钢机械的组成:轧钢机械由轧制机械主设备(主轧机——使轧件产⽣塑性变形的设备)与辅助设备组成(除主设备及⼯艺设备以外的⼀切设备)。
*主设备组成:轧机系统:主机或主机列(⼯作机座与主传动、电机组成)它决定了轧钢车间的类型与特征。
*辅设备组成:完成⼀切辅助的⼯序轧件的运输、搜集、剪切、矫正、清理。
轧钢车间的机械化程度越⾼则其辅设备重量所占的⽐例越⼤。
*常见的轧钢辅设备:剪切类、矫正类、卷取类、运输翻转类、打捆包装类、表⾯清理加⼯类。
(教材P20表1-6)3、轧钢机的标称:初轧机与⼤外径来标称。
如宝钢140⽆缝钢管轧机,表⽰型钢轧机——以(最后⼀架轧机—即成品架次)轧辊的名义直径作为轧机的标称。
钢板轧机——以轧辊的辊⾝长度来标称。
如2030冷连轧机组,表⽰轧机的轧辊辊⾝长为2030mm。
钢管轧机——以能轧制钢管的最其轧制钢管的最⼤外径为140mm4、按轧辊在机座中的布置分类:可分为具有⽔平轧辊的轧机、⽴辊轧机、万能轧机(既有⽔平辊⼜有⽴辊的轧机)与斜辊轧机等。
1)⽔平式轧机:轧辊⽔平放置的轧机,应⽤最⼴,是最普遍的。
*PC轧机(轧辊成对交叉轧机):四辊,轧辊成对交错,叫超⾓度5°,⽤于冷轧及热轧带材。
*HC轧机(⾼性能凸度控制轧机):六辊,⽤于冷轧普碳及合⾦钢带材。
*CVC轧机(凸度连续可变轧机):两辊,⽤于热轧及冷轧带钢。
2)⽴式轧机:轧辊垂直放置的轧机,⽤于不希望翻钢的场合。
3)万能轧机:具有⽔平辊及⽴辊的轧机。
4)斜辊轧机:轧辊倾斜放置的轧机。
⽤于横向——螺旋轧制。