棒材的轧机主电机参数表
- 格式:doc
- 大小:28.50 KB
- 文档页数:1
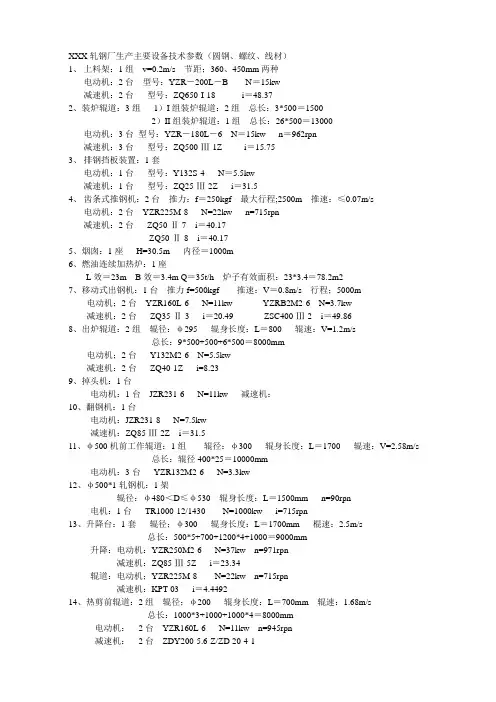
XXX轧钢厂生产主要设备技术参数(圆钢、螺纹、线材)1、上料架:1组v=0.2m/s 节距;360、450mm两种电动机:2台型号:YZR-200L-B N=15kw减速机:2台型号:ZQ650-I-18 i=48.372、装炉辊道:3组1)I组装炉辊道:2组总长:3*500=15002)II组装炉辊道:1组总长:26*500=13000电动机:3台型号:YZR-180L-6 N=15kw n=962rpn减速机:3台型号:ZQ500-Ⅲ-1Z i=15.753、排钢挡板装置:1套电动机:1台型号:Y132S-4 N=5.5kw减速机:1台型号:ZQ25-Ⅲ-2Z i=31.54、齿条式推钢机:2台推力:f=250kgf 最大行程;2500m 推速:≤0.07m/s电动机:2台YZR225M-8 N=22kw n=715rpn减速机:2台ZQ50-Ⅱ-7 i=40.17ZQ50-Ⅱ-8 i=40.175、烟囱:1座H=30.5m 内径=1000m6、燃油连续加热炉:1座L效=23m B效=3.4m Q=35t/h 炉子有效面积:23*3.4=78.2m27、移动式出钢机:1台推力f=500kgf 推速:V=0.8m/s 行程;5000m电动机;2台YZR160L-6 N=11kw YZRB2M2-6 N=3.7kw减速机:2台ZQ35-Ⅱ-3 i=20.49 ZSC400-Ⅲ-2 i=49.868、出炉辊道:2组辊径:φ295 辊身长度:L=800 辊速:V=1.2m/s总长:9*500+500+6*500=8000mm电动机;2台Y132M2-6 N=5.5kw减速机:2台ZQ40-1Z i=8.239、掉头机:1台电动机:1台JZR231-6 N=11kw 减速机:10、翻钢机:1台电动机:JZR231-8 N=7.5kw减速机:ZQ85-Ⅲ-2Z i=31.511、φ500机前工作辊道:1组辊径:φ300 辊身长度:L=1700 辊速:V=2.58m/s总长:辊径400*25=10000mm电动机:3台YZR132M2-6 N=3.3kw12、φ500*1轧钢机:1架辊径:φ480<D≤φ530 辊身长度:L=1500mm n=90rpn电机:1台TR1000-12/1430 N=1000kw i=715rpn13、升降台:1套辊径;φ300 辊身长度:L=1700mm 棍速:2.5m/s总长:500*5+700+1200*4+1000=9000mm升降:电动机:YZR250M2-6 N=37kw n=971rpn减速机:ZQ85-Ⅲ-5Z i=23.34辊道:电动机;YZR225M-8 N=22kw n=715rpn减速机:KPT-03 i=4.449214、热剪前辊道:2组辊径;φ200 辊身长度:L=700mm 辊速:1.68m/s总长:1000*3+1000+1000*4=8000mm电动机:2台YZR160L-6 N=11kw n=945rpn减速机:2台ZDY200-5.6-Z/ZD 20-4-115、160t热剪机:1台剪切力:160t 开口度;150mm 剪刃行程:160mm剪切次数;25次/分剪切宽度:450mm电动机:1台Y250M-4 N=55kw n=1480rpn减速机:1台JER-350-Ⅰ-6Z i=48.5716、热剪后辊道:1组辊径;φ200 辊身长度:L=1000mm 辊速:1.60m/s总长:500*2+800*2+400+800*6=7800mm电动机:2台YGB180-L2-12 N=3.5kw17、分路器:1台1分4路电动机:1台YZR132M2-6 N=3.7kw18、定尺挡板装置:1台行程:1700~3500电动机;1台TM340 N=2.2kw19、φ480*3轧钢机机列:辊径:D≤φ500 辊身长度:L=1000mmn21=49.64rpn n20=64.91rpn n19=99.9rpn电动机:YR1000-24/1730 N=1000kw n=247rpn20、φ400机前辊道;1组辊径;φ200 辊身长度:L=1000mm 辊速:1.60m/s总长:800*11=8800mm电动机:1台YGB180L2-12 n=3.5kw21、φ400*2*2机列:辊径:φ380≤D≤φ430 辊身长度:L=1050mmn18=49.61 n17=66.623 n16=101 n15=139.3电机:2台YR630-24/1730 N=630 n=247rpn22、φ800圆盘飞剪:间距≥300 v=3.7m/s23、φ400机后辊道;2组辊径;φ215 辊身长度:L=700mm 辊速:2.41m/s总长L1=500*6+1500+500*6=7500mmL2=1000*5+1500+1000*5+1500+1000*5+1500+1000*5=19500mm 24、φ360*2*2机列:辊径:φ340≤D≤φ380 辊身长度:L=800mmn14=38.915 n13=49.951 n12=70.941 n11=91.073电机:1台YR630-16/1430 N=630 n=370rpn25、φ300*2*2机列:辊径:φ280≤D≤φ320 辊身长度:L=630mmn10=155.55 n9=205.528电机:2台YR630-16/1430 N=630 n=370rpn26、φ600圆盘飞剪:间距≥300 剪断口:17*1727、过渡导槽:4线28、φ280*4*2机列:辊径:φ260≤D≤φ290 辊身长度:L=500mm电机:YR1600-10/1730 N=1600kw n=596rpn29、φ280夹送辊:辊径:φ270≤D≤φ300 辊身长度:L=500mm30、卧式吐丝机:4台电机:YCT225-4A N=11kw n=125-1460电磁调速器:JD1A-40 v=0-1500rpn31、散冷辊道:φ120 L=138032、8*65m冷床:A、输入辊道:φ200 L=300 v=3.5m/sB、冷剪机:250tC、移钢输入辊道:φ200 总长:23*500+500+26*500+50*23+500=37000mm。
棒线材MI.DA.无头轧制技术介绍赵辉1,2①(1:北京首钢国际工程技术有限公司 北京100043;2:北京市冶金三维仿真设计工程技术研究中心 北京100043)摘 要 本文主要介绍MI.DA.无头轧制技术以及国内应用现状。
以山西建邦MI.DA.生产线为例,详细介绍了MI.DA.无头轧制的生产工艺和装备,总结了MI.DA.无头轧制技术的优缺点,为今后国内新建类似项目给出建议。
关键词 无头轧制 棒材 线材 MI.DA.中图法分类号 TG333 TG335.1 文献标识码 BDoi:10 3969/j issn 1001-1269 2023 06 025IntroductiontoMI.DA.HeadlessRollingTechnologyofBarandWireZhaoHui1,2(1:BeijingShougangInternationalEngineeringTechnologyCo.,Ltd.,Beijing100043;2:MetallurgicalEngineering3-DSimulationDesignEngineeringTechnologyResearchCenterofBeijing,Beijing100043)ABSTRACT MI.DA.headlessrollingtechnologyanditsdomesticapplicationstatusareintroduced.TakingShanxiJianbangMI.DAproductionlineasanexample,theproductionprocessandequipmentofMI.DAheadlessrollingareintroducedindetail,theadvantagesanddisdvantagesofMI.DAheadlessrollingtechnologyaresummarized,andsuggestionsaregivenfornewsimilarprojectsinChinainthefuture.KEYWORDS Headlessrolling Rod Wire MI.DA.1 前言节能降本一直是我国钢铁企业追求的目标,如何在保证产量的同时,降低生产成本,无头轧制工艺是一个很好的选择。
R四辊水平初轧机轧制力能参数介绍及其主电机容量的选择一、R四辊水平初轧机主要参数介绍:用途:与E立辊轧机一起经5~7道次轧制。
代表钢种20钢轧制5道,代表钢种X70钢轧制7道。
型式:四辊可逆式初轧机。
最大轧制压力: 55000 KN轧制力矩:2×3150KNm(1.5倍过载)轧制速度: 0~3.25~6.5 m/s最大压下量: 50 mm工作辊尺寸:Ф1250/Ф1150×2250 mm支承辊尺寸:Ф1650/Ф1500×2230 mm主传动电机: AC11000 Kw 50/100 r/min 2台中间坯规格:厚度: 35~60 mm,代表规格为40mm。
宽度: 900~2130 mm,代表宽度为2000mm长度:代表长度:11000mm。
连铸坯出炉温度:1150~1250℃钢种:普通碳素结构钢、优质碳素结构钢、低合金结构钢、IF钢、高耐候结构钢、汽车大梁用钢、焊接结构用耐候钢、桥梁用结构钢、压力容器及锅炉用钢、管线钢(X70、X80)、热轧双相钢、中高牌号无取向硅钢等。
代表钢种为20钢、X70钢。
二、轧制过程分析及轧件变形区各参数介绍:1、简单轧制过程:简单轧制具备以下几个方面的条件:●两个轧辊都驱动●两个轧辊直径相等●两个轧辊转速相同●轧件除由轧辊施加的外力以外,忽略其它任何作用力。
●轧件的机械性能是均匀的●如果轧辊转速均匀,则轧件作等速运动。
对R四辊水平初轧机,在轧制过程当中忽略E立辊轧机和R水平轧机之间轧制微张力的影响,可以认为R四辊水平初轧机对轧件的轧制过程为简单轧制过程。
2、轧制过程变形区参数介绍:变形区几何图:●轧件各标注参数说明h0、h1---轧制前后轧件的高度;hm ---轧制前后轧件的平均高度,hm= (h+h1)/2Δh ---压下量(绝对压下量),Δh=h0-h1L0、l1---轧制前后轧件的长度;●咬入角α:cosα=1-Δh/2R●接触弧水平投影长度L:L2=R2-(R-Δh/2)2●绝对压下量:Δh=h0-h1●相对压下量(变形程度):ε=Δh/ h平均变形程度:εm=2/3*ε真实变形程度:真实变形是指轧件原始高度h经过无穷多个中间数值逐渐变到h1,这无穷多个中间数值的总和即反映了真实变形程度。

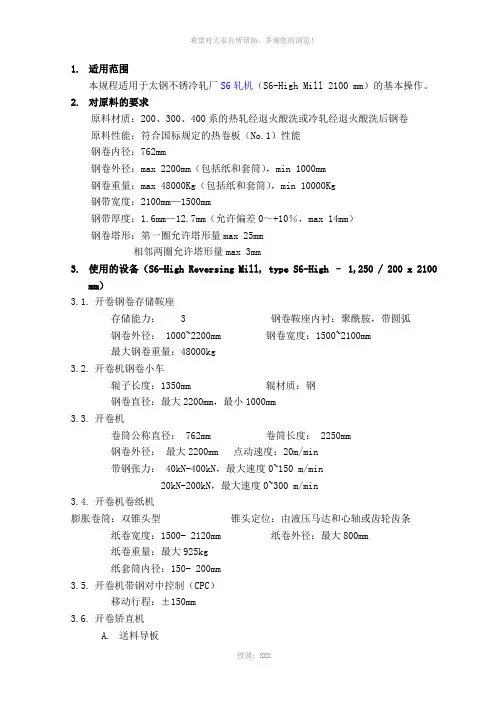
1.适用范围本规程适用于太钢不锈冷轧厂S6轧机(S6-High Mill 2100 mm)的基本操作。
2.对原料的要求原料材质:200、300、400系的热轧经退火酸洗或冷轧经退火酸洗后钢卷原料性能:符合国标规定的热卷板(No.1)性能钢卷内径:762mm钢卷外径:max 2200mm(包括纸和套筒),min 1000mm钢卷重量:max 48000Kg(包括纸和套筒),min 10000Kg钢带宽度:2100mm—1500mm钢带厚度:1.6mm—12.7mm(允许偏差0~+10%,max 14mm)钢卷塔形:第一圈允许塔形量max 25mm相邻两圈允许塔形量max 3mm3.使用的设备(S6-High Reversing Mill, type S6-High – 1,250 / 200 x 2100mm)3.1.开卷钢卷存储鞍座存储能力: 3 钢卷鞍座内衬:聚酰胺,带圆弧钢卷外径: 1000~2200mm 钢卷宽度:1500~2100mm最大钢卷重量:48000kg3.2.开卷机钢卷小车辊子长度:1350mm 辊材质:钢钢卷直径:最大2200mm,最小1000mm3.3.开卷机卷筒公称直径: 762mm 卷筒长度: 2250mm钢卷外径:最大2200mm 点动速度:20m/min带钢张力: 40kN-400kN,最大速度0~150 m/min20kN-200kN,最大速度0~300 m/min3.4.开卷机卷纸机膨胀卷筒:双锥头型锥头定位:由液压马达和心轴或齿轮齿条纸卷宽度:1500- 2120mm 纸卷外径:最大800mm纸卷重量:最大925kg纸套筒内径:150- 200mm3.5.开卷机带钢对中控制(CPC)移动行程:±150mm3.6.开卷矫直机A.送料导板倾斜导板:一个差动液压缸B.导向辊导向辊为平稳转动,硬化钢表面,直径为450mm的自由辊。
C.夹送辊夹送辊外径:300mm辊身长度: 2200mm涂层:PU涂层3.7.矫直机矫直辊辊径:大约180(174)mm×2250 mm辊材质:钢3.8.切头剪切头剪在矫直机的后面,用于剪切带钢头尾。
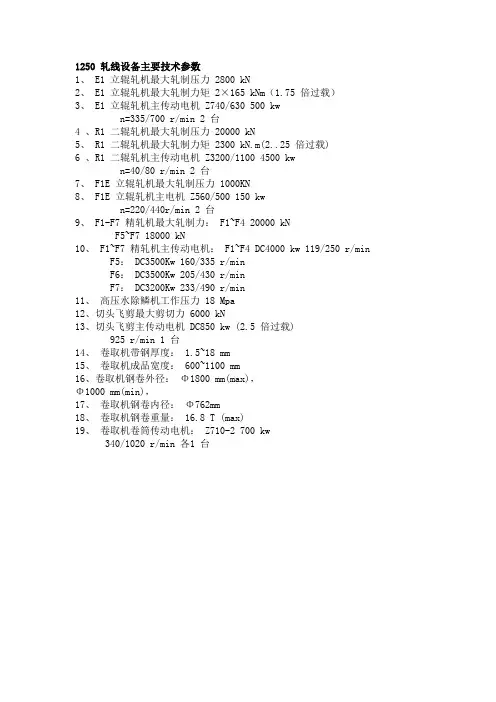
1250 轧线设备主要技术参数1、 E1 立辊轧机最大轧制压力 2800 kN2、 E1 立辊轧机最大轧制力矩 2×165 kNm(1.75 倍过载)3、 E1 立辊轧机主传动电机 Z740/630 500 kwn=335/700 r/min 2 台4 、R1 二辊轧机最大轧制压力 20000 kN5、 R1 二辊轧机最大轧制力矩 2300 kN.m(2..25 倍过载)6 、R1 二辊轧机主传动电机 Z3200/1100 4500 kwn=40/80 r/min 2 台7、 F1E 立辊轧机最大轧制压力 1000KN8、 F1E 立辊轧机主电机 Z560/500 150 kwn=220/440r/min 2 台9、 F1-F7 精轧机最大轧制力: F1~F4 20000 kNF5~F7 18000 kN10、 F1~F7 精轧机主传动电机: F1~F4 DC4000 kw 119/250 r/min F5: DC3500Kw 160/335 r/minF6: DC3500Kw 205/430 r/minF7: DC3200Kw 233/490 r/min11、高压水除鳞机工作压力 18 Mpa12、切头飞剪最大剪切力 6000 kN13、切头飞剪主传动电机 DC850 kw (2.5 倍过载)925 r/min 1 台14、卷取机带钢厚度: 1.5~18 mm15、卷取机成品宽度: 600~1100 mm16、卷取机钢卷外径:Φ1800 mm(max),Φ1000 mm(min),17、卷取机钢卷内径:Φ762mm18、卷取机钢卷重量: 16.8 T (max)19、卷取机卷筒传动电机: Z710-2 700 kw340/1020 r/min 各1 台。
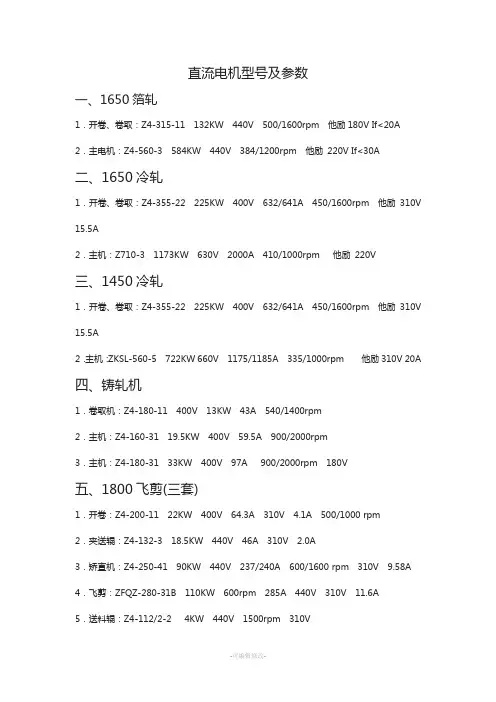
直流电机型号及参数一、1650箔轧1.开卷、卷取:Z4-315-11 132KW 440V 500/1600rpm 他励180V If<20A 2.主电机:Z4-560-3 584KW 440V 384/1200rpm 他励220V If<30A二、1650冷轧1.开卷、卷取:Z4-355-22 225KW 400V 632/641A 450/1600rpm 他励310V 15.5A2.主机:Z710-3 1173KW 630V 2000A 410/1000rpm 他励220V三、1450冷轧1.开卷、卷取:Z4-355-22 225KW 400V 632/641A 450/1600rpm 他励310V 15.5A2.主机:ZKSL-560-5 722KW 660V 1175/1185A 335/1000rpm 他励310V 20A 四、铸轧机1.卷取机:Z4-180-11 400V 13KW 43A 540/1400rpm2.主机:Z4-160-31 19.5KW 400V 59.5A 900/2000rpm3.主机:Z4-180-31 33KW 400V 97A 900/2000rpm 180V五、1800飞剪(三套)1.开卷:Z4-200-11 22KW 400V 64.3A 310V 4.1A 500/1000 rpm2.夹送辊:Z4-132-3 18.5KW 440V 46A 310V 2.0A3.矫直机:Z4-250-41 90KW 440V 237/240A 600/1600 rpm 310V 9.58A 4.飞剪:ZFQZ-280-31B 110KW 600rpm 285A 440V 310V 11.6A5.送料辊:Z4-112/2-2 4KW 440V 1500rpm 310V6.滚剪矫直机:Z4-200-31 90KW 440V 1500/2800rpm 310V六、1850拉矫1.开卷机Z4-250-31 67KW 400V 197/203A 540/2000rpm 180V 14.7A 2.入口1#×2 Z4-132-3 13.5KW 400V 41.7A 945/1600rpm 180V 4.45A 3.入口2#×2 Z4-180-11 16.5KW 400V 51.3/53A 670/1900rpm 180V 6.27A4.入口3#×2 Z4-200-11 33KW 400V 99A 670/1600rpm 180V 8.99A 5.入口4#×2 Z4-225-31 67KW 400V 196/201A 680/2250rpm 180V 13.3A 6.出口1#×2 Z4-250-21 81KW 400V 234/242A 680/2250rpm 180V 13.5A 7.出口2#×2 Z4-225-11 49KW 400V 146A 680/1300rpm 180V 11.07A 8.出口3#×2 Z4-180-41 27KW 400V 80A 670/2000rpm 180V 8.43A 9.出口4#×2 Z4-180-11 16.5KW 400V 51.3/53A 670/1900rpm 180V 6.27A 10.卷取机Z4-250-41 81KW 400V 236A 540/1600rpm 180V 16.8A 七、1450拉矫(老厂2台)1.开卷、卷取Z-250-31 67KW 400V 198-205A 540/2000rpm 310V 8.3A 2.入口1# Z4-160-11 22KW 400V 66A 1500-3000rpm 310A 2.7A 3.入口2# Z4-180-21 30KW 400V 90.2A 1000-2000rpm 310A 3.54A 4.入口3# Z4-200-31 55KW 400V 156A 1000-2000rpm 310A 4.56A 5.入口4# Z4-200-31 90KW 400V 250A 1500-2800rpm 310A 4.55A 6.出口1# Z4-225-11 110KW 400V 304-310A 1500-3000rpm 310A 6.37A7.出口2# Z4-200-31 55KW 400V 156A 1000-2000rpm 310A 4.56A8.出口3# Z4-180-21 30KW 400V 90.2A 1000-2000rpm 310A 3.54A 9.出口4# Z4-160-11 22KW 400V 66A 1500-3000rpm 310A 2.7A 八、1650纵剪1.开卷Z4-225-11 40KW 400V 124A 540/1200rpm 310V 5.75A2.圆盘剪Z4-180-11 33KW 400V 97.5A 1350-3000rpm 310A 3.21A 3.张力辊Z4-250-31 49KW 400V 149/153A 450/1500 rpm 310V 6.53A 4.卷取机Z4-250-31 67KW 400V 198/205A 540/2000 rpm 310V 8.3A 九、1950平动剪1.开卷Z4-250-31 67KW 540/2000 rpm 后改Z4-225-11 40KW2.粗矫Z4-250-41 90KW 440V 237/240A 600/1600 rpm 310V 9.58A 3.二次矫直Z4-280-42 225KW 900/1800 rpm4.剁板夹送Z4-112/2-1 2.8KW 1340/3000 rpm十、2050冷轧机、2450冷轧机1.开卷、卷取:Z560-3B 639KW 440V 1564A 431/1200rpm 他励310V 20A 2.主机:Z800-4B 1800KW 660V 2903A 310/750rpm 他励310V 主机:Z900-2B 1800KW 660V 2903A 310/750rpm 他励310V十一、2400热轧机1.主机:Z900-1250-4 2240KW 750V 3230A 0/147/350rpm 他励310V 4台2.F1、F2、F3、F4精轧机:Z900-1250-4 2240KW 750V 3230A 0/147/350rpm 他励310V 8台3.立辊、卷取电机:Z560-4A 728KW 06/1200 rpm 4台十二、2200重卷机1.开卷、卷取:Z4-400-41 316KW 400V 360/1200 rpm2.送料矫直辊:Z4-180-11 33KW 400V 1350/3000 rpm(已拆作备用) 3.园盘剪:Z4-160-21 16.5KW 400V 900/2000 rpm4.废边卷取机:Z4-200-31 49.5KW 900/2000 rpm (不用)5.张力辊:Z4-225-11 67KW 400V 900/2000 rpm十三、2150飞剪1.开卷:z4-225-11 40KW 400V 540/1200 rpm2.垛板夹送辊:Z4-112/2-1 5.5KW 400V 1480/1800 rpm3.矫直机:Z4-280-31 220KW 440V 1000/2000 rpm4.飞剪:ZFQZ-315-12 185KW 600rpm5.送料辊:Z4-112/4-2 5.5KW 1025/1200rpm6.皮带运输机:18.5KW变频电机十四、热轧开平机、矫直机1.矫平机:Z4-250-12 160KW 440V 1500/2100 rpm3.园盘刀:Z4-225-11 75KW 440V 1000/2000 rpm3.矫直机:Z4-225-31 132KW 440V 1500/2400 rpm (更换后型号未标)十五、2400飞剪1.开卷:z4-225-11 40KW 400V 540/1200 rpm2.十九矫直机(¢75):Z4-280-31 220KW 440V 1000/2000 rpm 3.十三矫直机(¢120):Z4-250-21 90KW 440V 750/2250 rpm4.飞剪:ZFQZ-315-12 185KW 600rpm5.送料辊:Z4-112/2-2 4KW 440V 1500/3000 rpm6.皮带运输机:18.5KW变频电机×2十六、2250拉矫1.开卷、卷取Z4-355-22 225KW 400V 632/641A 450/1600rpm 他励310V 15.5A2.入口1# 、出口4# Z4-250-31 49KW 400V 152A 450/1500rpm 他励310V3.入口2# 、出口3# Z4-280-31 80KW 400V 234A 450/1400rpm 他励310V 4.入口3# 、出口2# Z4-315-21 143KW 400V 413A 450/1500rpm 他励310V5.入口4# 、出口1# Z4-400-31 270KW 400V 768A 360/1200rpm 他励310V十七、2450铸轧1.卷取机:Z4-180-31 33KW 400V 97A 900/2000rpm 180V2.主机:Z4-250-31 67KW 400V 204A 540/2000rpm 180V十八、1450拉矫(新厂区1#)1.开卷、卷取Z-250-31 67KW 400V 198-205A 540/2000rpm 310V 8.3A 2.入口1# Z4-160-11 22KW 400V 66A 1500-3000rpm 310A 2.7A 3.入口2# Z4-180-11 33KW 400V 97.5A 1350-3000rpm 310A 3.54A 4.入口3# Z4-225-11 67KW 400V 156A 1000-2000rpm 310A 4.56A 5.入口4# Z4-225-11 110KW 400V 304-310A 1500-300rpm 310A 4.55A6.出口1# Z4-315-11 132KW 440V 500/1600rpm 310V If<20A7.出口2# Z4-225-11 67KW 400V 156A 1000-2000rpm 310A 4.56A 8.出口3# Z4-180-11 33KW 400V 97.5A 1350-3000rpm 310A 3.54A 9.出口4# Z4-160-11 22KW 400V 66A 1500-3000rpm 310A 2.7A 十九、1450拉矫(新厂区2#)1.开卷、卷取Z-250-31 67KW 400V 198-205A 540/2000rpm 310V 8.3A 2.入口1# Z4-160-11 22KW 400V 66A 1500-3000rpm 310A 2.7A 3.入口2# Z4-180-21 30KW 400V 90.2A 1000-2000rpm 310A 3.54A 4.入口3# Z4-200-31 55KW 400V 156A 1000-2000rpm 310A 4.56A 5.入口4# Z4-200-31 90KW 400V 250A 1500-2800rpm 310A 4.55A 6.出口1# Z4-225-11 110KW 400V 304-310A 1500-3000rpm 310A 6.37A7.出口2# Z4-200-31 55KW 400V 156A 1000-2000rpm 310A 4.56A 8.出口3# Z4-180-21 30KW 400V 90.2A 1000-2000rpm 310A 3.54A 9.出口4# Z4-160-11 22KW 400V 66A 1500-3000rpm 310A 2.7A二十、1650粗箔轧1.开卷、卷取:Z4-315-21 143KW 400V 414/419A 450/1600rpm 他励310V If=10.9A2.主电机:Z4-450-3B 430KW 440V 1044/1056A 605/1600rpm 他励310V If=12.9A二十一、1650精箔轧1.开卷、卷取:Z4-315-11 118KW 400V 341/346A 450/1600rpm 他励310VIf=11.4A2.主电机:Z4-450-3B 430KW 440V 1044/1056A 605/1600rpm 他励310V If=12.9A二十二、2400重卷机1.开卷:Z4-315-11 132KW 440V 343/347 500/1600rpm 他励310V If=11.4A 2.送料矫直辊:Z4-180-11 33KW 400V 1350/3000 rpm3.园盘剪:Z4-160-21 16.5KW 400V 900/2000 rpm(未用)4.张力辊:Z4-225-11 67KW 400V 900/2000 rpm5.卷取:Z4-355-22 225KW 400V 632/641A 450/1600rpm 他励310V 15.5A 二十三、1850二连轧1.开卷、卷取:Z4-450-42 453KW 400V 1254A 360/1600rpm 他励310V If=?A2.主电机:Z710-800 1600KW 750V 2270A 350/960rpm 他励310V If=?A 二十四、1850拉矫机1.开卷Z4-250-41 81KW 400V 236A 540/1500rpm 310V ?A 2.入口1# Z4-180-21 27KW 400V 79A 900-2000rpm 310A A 3.入口2# Z 4-200-31 49.5KW 400V 141A 900-2000rpm 310A A 4.入口3# Z4-250-11 99KW 400V 281A 900-2000rpm 310A A 5.入口4# Z4-280-21 180KW 400V 498A 900-2000rpm 310A A 6.出口1# Z4-280-21 180KW 400V 498A 900-2000rpm 310A A 7.出口2# Z4-250-11 99KW 400V 281A 900-2000rpm 310A A 8.出口3# Z 4-200-31 49.5KW 400V 141A 900-2000rpm 310A A9.出口4# Z4-180-21 27KW 400V 79A 900-2000rpm 310A A 10.卷取Z4-315-11 118KW 400V 344A 450-1600rpm11.1# S辊Z4-180-21 27KW 400V 79A 900-2000rpm 310A A 12.2# S辊Z4-180-21 27KW 400V 79A 900-2000rpm 310A A 二十五、1500拉矫机(老厂)1.开卷、卷取Z-250-41 81KW 400V 236A 540/1600rpm 310V A 2.入口1# Z4-160-11 22KW 400V 66A 1500-3000rpm 310A 2.7A 3.入口2# Z4-180-21 30KW 400V 90.2A 1000-2000rpm 310A 3.54A 4.入口3# Z4-200-31 55KW 400V 156A 1000-2000rpm 310A 4.56A 5.入口4# Z4-225-11 110KW 400V 304-310A 1500-3000rpm 310A 6.37A6.出口1# Z4-225-11 110KW 400V 304-310A 1500-3000rpm 310A 6.37A7.出口2# Z4-200-31 55KW 400V 156A 1000-2000rpm 310A 4.56A 8.出口3# Z4-180-21 30KW 400V 90.2A 1000-2000rpm 310A 3.54A 9.出口4# Z4-160-11 22KW 400V 66A 1500-3000rpm 310A 2.7A 10.1# S辊Z4-180-21 27KW 400V 79A 900-2000rpm 310A A 11.2# S辊Z4-180-21 27KW 400V 79A 900-2000rpm 310A A 二十六、1850箔轧1.开卷:Z4-355-42 225KW 400V 约630A 360/1200rpm2.卷取:Z4-400-31 270KW 400V 约770A 360/1200rpm3.主电机:Z560-4B 660KW 660V 约1100A 320/1050rpm二十七、2150箔轧1.开卷:2.卷取:3.主电机:二十八、3-14切边机1.矫直Z4-200-21 75KW 440V 188A 1500/3000 rpm 2.圆盘刀Z4-280-21 200KW 440V 498A 1000/2000 rpm 3.卷取Z4-355-22 315KW 440V 772A 1000/1600 rpm备机如下:1.Z4-225-31 132KW 440V 1500rpm (热轧开平机矫直退下)2.Z4-160-21 16.5KW 400V 900/2000 rpm3.Z900-2B 1800KW 660V 2903A 310/750rpm4.Z4-180-11 33KW 400V 97.5A 1350/3000rpm5.Z4-160-11 22KW 400V 66A 1500/3000 rpm6.Z4-450-3B 430KW 440V 1044/1056A 605/1600rpm7.Z4-112/2-2 4KW 400V 1500rpm8.Z4-180-21 22KW 400V 750/1400rpm(磨床退下)9.Z4-112/2-1 2.8KW 400V 1340/3000rpm10.Z4-250-21 81KW 680/225011.Z4-250-31 67KW 540/2000 2台12.ZKSL-560-5 722KW 335/100013.Z4-250-41 90KW 440V 600/160014.Z4-225-31 67KW 440V 680/2250 rpm15.Z4-315-11 132KW 440V 500/1600rpm16.Z4-250-31 49KW 450/150017.Z4-315-11 118KW 400V 341/346A 450/1600rpm18.Z4-200-31 90KW19.Z4-355-22 250KW 500rpm 440V 626A (电缆厂轧杆机)20.Z4-180-31 33KW 400V 97A 900/2000rpm21.Z560-3B 639KW 440V 1564A 431/1200rpm22.Z4-355-22 225KW 400V 632/641A 450/1600rpm23.Z4-180-11 400V 13KW 43A 540/1400rpm24.Z4-160-31 19.5KW 400V 59.5A 900/2000rpm25.Z900-1250-4 2240KW 750V 3230A 0/147/350rpm26.Z4-225-11 40KW 400V 124A 540/1200rpm。
山东石横特钢集团新疆钢厂项目100万吨棒材工程交流主电机技术规格书工程号[1788-2011]总设计师室审审核设计山东省冶金设计院股份有限公司2011年8月本技术规格书仅提供有限的技术要求,并未对一切技术细节做出规定,也未充分引述有关标准和规范的详细条文。
卖方提供的设备应能够满足规格书中的规定,包括功能、结构、性能参数等方面的技术要求,并保证符合有关国家、行业技术规范和标准以及买方提供的技术资料的要求。
技术规格书所使用的标准如与卖方所执行的标准发生矛盾时,按较高标准执行。
详细技术参数在买卖双方意见一致后,以合同附件为准。
1.设备的工艺要求及布置1.1原料原料来源:为炼钢连铸车间提供的合格连铸坯,符合YB/T2011-2004标准。
连铸坯尺寸及单重:165mm×165mm×12000mm 2548kg1.2产品产品规格:φ10mm~φ40mm。
产品品种:以生产热轧带肋钢筋为主,兼顾热轧光圆钢筋。
主要钢种:HPB235、HRB335、HRB400 、HRB500、HRBF335、HRBF400 、HRBF500等。
1.3工艺布置厂房天车轨面标高+14.5m,轧制线标高+5.3m,高架平台地面标高+4.5m。
1.4 轧钢工艺采用无孔型轧制工艺。
低温轧制,钢坯开轧温度最低950℃;采用控轧控冷工艺轧制,15H精轧机入口温度最低780℃。
具备采用两切分、三切分、四切分工艺生产螺纹钢的能力。
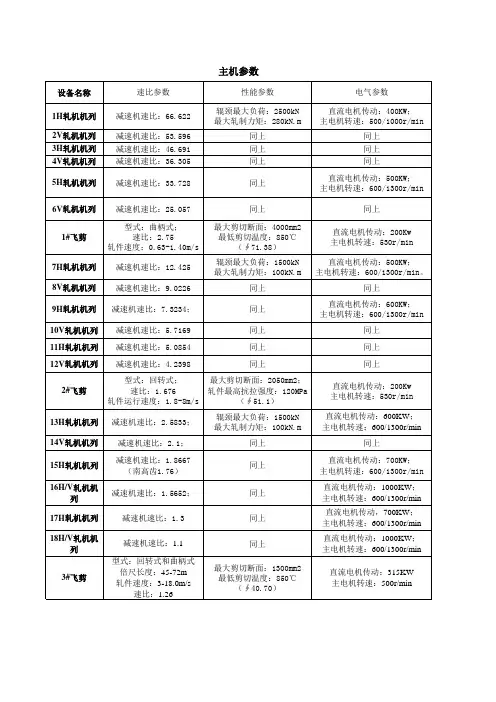
2.设备的组成及设计要求2.1 轧机主电机的基本参数2.1.1 1H、2V轧机主电机(共2台)2.1.23H、4V、6V轧机主电机(共3台)2.1.35H、7H、8V、9H、10V、11H、12V、14H/V、16H/V轧机主电机(共9台)2.1.413H、15H轧机主电机(共2台)2.1.517H轧机主电机(共1台)2.1.618H/V轧机主电机(共1台)2.2 轧机主电机的技术要求电动机的定、转子绝缘等级为F级绝缘,电机绕组绝缘最低按2倍工作电压设计,加强匝间绝缘,绝缘浸漆采用VPI工艺真空整浸。
总则1、适用范围:本规程适用于热轧圆钢和热轧带肋钢筋生产。
产品规格为φ14、φ16、φ18、φ20、φ22、φ25、φ28、φ32、φ36、φ40热轧圆钢和热轧带肋钢筋,热轧圆钢以符号φ表示,热轧带肋钢筋以符号表示。
2、生产工艺流程图:原料准备 - 加热 - 轧制 - 倍尺剪切 - 冷却 - 定尺剪切 - 检查 - 打包 - 过磅 - 入库3、生产工艺流程简述:本车间轧机采用6—6—6串列式全连续工艺布置,轧机机组为平立交替布置,全线实现无扭轧制。
生产工艺流程如下:原料150mm方连铸坯由15吨刚性耙式电磁吊成批地吊放在步进式台架下料端,由拨钢机单根顺序地拨到原料输送辊道上,经人工检查挑出短尺和废料,合格钢坯经过输送辊道送入加热炉内进行加热到1100℃~1250℃。
接到要钢信号时,启动摩擦式出钢机将其推出一段,然后由拉钢机将其全部拉出至机前辊道送入粗轧机组进行轧制,在粗轧机组进行6道轧制后,轧件经过1#飞剪切头后进入中轧机组,经过6道次轧制,经2#飞剪切头,通过水平侧活套形成器进入精轧机组,粗、中轧实现微张力轧制,中轧机组和精轧机组之间实现无张力轧制。
轧件在精轧机组进行轧制后,经过意大利倍尺飞剪剪切成倍尺后,由冷床前输送辊道送入步进式冷床冷却,然后由500吨冷剪剪切成定尺,经过人工检查后,由打包机打包、称重、人工挂牌后入库堆放。
4、棒材孔型系统:棒材粗轧机组采用扁箱—立箱—变态椭圆—圆—椭圆—圆孔型系统,中轧、精轧机组采用椭圆—圆孔型系统,热轧带肋钢筋成品孔及成品前孔采用平椭圆—螺纹孔型系统。
5、有关生产的台帐、卡片、检验报告等质量记录均由有关岗位操作人员、检查人员按格式逐项认真填写并签名。
所有记录、台帐、卡片、检验报告均应妥善保管。
6、各生产岗位操作人员、管理人员严格执行本岗位规程。
1.轧机区主要设备技术性能1.2中轧机技术性能:1.3精轧机技术参数2、轧钢工技术操作规程2.1轧钢生产前准备2.1.1与上班各岗位工对口接班,询问轧制情况、红坯尺寸与成品质量。
棒材生产设备配置表序号设备名称设备序号数量台电机数据负荷计算额定功率(KW)电枢转速:r/m cos¢需要系数Kxtg φ计算负荷变压器KVA单机总功率额定电压Pjs(KW)Q(Kvar)S(KVA)Ijs(A)一、轧机主电机1粗轧机组1H 1550550DC660500-11000.990.950.142522.574.195528 462 22V 1550550DC660500-11000.990.950.142522.574.195528 462 33H 1550550DC660500-11000.990.950.142522.574.195528 462 44V 1550550DC660500-11000.990.950.142522.574.195528 462 55H 1750750DC660600-12000.990.950.142712.5101.175720 630 66V 1750750DC660600-12000.990.950.142712.5101.175720 630 7中轧机组7H 1750750DC660600-12000.990.950.142712.5101.175720 630 88V 1750750DC660600-12000.990.950.142712.5101.175720 630 99H 1900900DC660600-12000.990.950.142855121.41864 756 1010V 1750750DC660600-12000.990.950.142712.5101.175720 630 1111H 1750750DC660600-12000.990.950.142712.5101.175720 630 1212V1750750DC660600-12000.990.950.142712.5101.175720 630 13棒材精轧机组13H 111001100DC660600-12000.990.950.1421045148.391055 923 1414V 1900900DC660600-12000.990.950.142855121.41864 756 1515H 111001100DC660600-12000.990.950.1421045148.391055 923 1616H/V 111001100DC660600-12000.990.950.1421045148.391055 923 1717H 111001100DC660600-12000.990.950.1421045148.391055 923 1818H/V 113001300DC660600-12000.990.950.1421235175.371247 1091 总计1495014202.52016.75514345 12550 二直流辅传动电机191#飞剪1355355DC4400-3900.990.80.14228440287 376 ZS-300010/0.44KV1台202#飞剪1360360DC4400-3900.990.80.14228840.896291 382 22倍尺飞剪1355355DC4400.990.950.142337.2547.8895341 447 24冷床电机375225DC4400.990.950.142213.7530.3525216 283 25冷锯1400400DC4400.990.950.14238053.96384 504 26冷剪1500500DC4400.990.950.14247567.45480 630 总计12951978280.54819982622三加热炉区域27加热炉本体1600600AC3800.840.80.65480312572 868 ZSM9-200010/0.40KV1台28推钢机油泵24590AC3800.840.80.657246.886 130 29出钢机19090AC3800.840.80.657246.886 130 30横移机构11111AC3800.840.80.658.8 5.7210 16 总计791632.8411.32755 1145 四轧区31出炉辊道14456AC3800.80.80.7544.833.656 81 32粗轧机组电机风机47.530AC3800.80.80.75241830 43 33中轧机组电机风机87.560AC3800.80.80.75483660 87 34精轧机组电机风机61590AC3800.80.80.75725490 130 35直流辅传动电机风机7 5.538.5AC3800.80.80.7530.823.139 56 36直流励磁1815270AC3800.80.80.75216162270 391 37粗中轧润滑站24590AC3800.80.80.87257.692 137 38精轧润滑站21530AC3800.80.80.82419.231 46 39油气润滑144AC3800.80.80.8 3.2 2.56 4 6 40干油润滑3515AC3800.80.80.8129.615 23 41精轧液压站12222AC3800.80.80.817.614.0823 33 42粗中轧液压站23774AC3800.80.80.859.247.3676 112总计779.5785五、收集区43全自动打捆机液压站345135AC3800.80.80.7510881135 195 44冷床辊道1段504.5225AC3800.80.80.7518013522532645冷床辊道2段30 2.575AC3800.80.80.75604575 109 ZSM9-180010/0.40KV1台46冷剪1250250AC3800.80.80.75200150250 362 473段式收集链31545AC3800.80.80.75362745 65 48自动打包机350150AC3800.80.80.7512090150 217 49成品收集台架31133AC3800.80.80.7526.419.833 48 50收集区液压站337111AC3800.80.80.888.871.04114 16910241027 六、空、水系统S9-320010/0.40KV1台51空压机290180AC3800.80.80.8144115.2184 273 52净环泵2132264AC3800.80.80.8211.2168.96270 401 53净环泵1280280AC3800.80.80.8224179.2287 425 54浊环泵1185185AC3800.80.80.8148118.4190 281 55棒线穿水泵2280560AC3800.80.80.8448358.4574 851 56浊环提升泵290180AC3800.80.80.8144115.2184 273 57穿水提升泵290180AC3800.80.80.8144115.2184 273 58加药泵80.756AC3800.80.80.8 4.8 3.84 6 9 59冲渣泵2110220AC3800.80.80.8176140.8225 334总计20552105 七、双梁起重机500AC380总计5000.50.3 1.73150259.5300 285 八、照明100AC220总计1000.50.91.7390155.7180 472九、总装机功率20715十、总计算负荷20709十一、变压器总装机30100。
R四辊水平初轧机轧制力能参数介绍及其主电机容量的选择一、R四辊水平初轧机主要参数介绍:用途:与E立辊轧机一起经5~7道次轧制。
代表钢种20钢轧制5道,代表钢种X70钢轧制7道。
型式:四辊可逆式初轧机。
最大轧制压力: 55000 KN轧制力矩:2×3150KNm(1.5倍过载)轧制速度: 0~3.25~6.5 m/s最大压下量: 50 mm工作辊尺寸:Ф1250/Ф1150×2250 mm支承辊尺寸:Ф1650/Ф1500×2230 mm主传动电机: AC11000 Kw 50/100 r/min 2台中间坯规格:厚度: 35~60 mm,代表规格为40mm。
宽度: 900~2130 mm,代表宽度为2000mm长度:代表长度:11000mm。
连铸坯出炉温度:1150~1250℃钢种:普通碳素结构钢、优质碳素结构钢、低合金结构钢、IF钢、高耐候结构钢、汽车大梁用钢、焊接结构用耐候钢、桥梁用结构钢、压力容器及锅炉用钢、管线钢(X70、X80)、热轧双相钢、中高牌号无取向硅钢等。
代表钢种为20钢、X70钢。
二、轧制过程分析及轧件变形区各参数介绍:1、简单轧制过程:简单轧制具备以下几个方面的条件:●两个轧辊都驱动●两个轧辊直径相等●两个轧辊转速相同●轧件除由轧辊施加的外力以外,忽略其它任何作用力。
●轧件的机械性能是均匀的●如果轧辊转速均匀,则轧件作等速运动。
对R四辊水平初轧机,在轧制过程当中忽略E立辊轧机和R水平轧机之间轧制微张力的影响,可以认为R四辊水平初轧机对轧件的轧制过程为简单轧制过程。
2、轧制过程变形区参数介绍:变形区几何图:●轧件各标注参数说明h0、h1---轧制前后轧件的高度;hm ---轧制前后轧件的平均高度,hm= (h+h1)/2Δh ---压下量(绝对压下量),Δh=h0-h1L0、l1---轧制前后轧件的长度;●咬入角α:cosα=1-Δh/2R●接触弧水平投影长度L:L2=R2-(R-Δh/2)2●绝对压下量:Δh=h0-h1●相对压下量(变形程度):ε=Δh/ h0平均变形程度:εm=2/3*ε真实变形程度:真实变形是指轧件原始高度h经过无穷多个中间数值逐渐变到h1,这无穷多个中间数值的总和即反映了真实变形程度。
1-3#四辊不可逆冷轧机标称:φ360/φ860×1450制造厂:镇江宏业科技有限公司主要技术参数:1轧制材料:1000、3000、8000系列铝及铝合金2轧机入口: δmax=8.0mm轧机出口: δmin=0.1mm3来料宽: B max=1380mm B min=610mm4卷材外径:D O max=1820 mm 2008-2009年改造为2200mm5最大卷重:G=6T 12.5T6轧制力:P max=7000KN7工作辊:φ360/φ340×15008支承辊:φ860/φ820×14509轧制低挡速度: V max=200m/min10轧制高挡速: V max=360m/min (1#-2#)V max=600m/min (3#)11主电机功率: 930KW(630V、1600A)12开卷电机功率: 173KW(550V、340A)(大卷径改造后为320KW)13卷取电机功率: 320KW(550V、628A)(改造后为200+173KW)14开卷最大张力: 10T15卷取最大张力: 11T16开卷轴涨缩范围:φ570mm-φ620mm17卷取轴涨缩范围:φ590mm-φ620mm18板型控制方式: 无AFC19厚度控制方式: AGC(1#,2#洛阳有色金属加工设计研究院3#为洛阳科泰公司)20使用的卷筒规格:φ500×1500/1600φ600×140021.总功率为2200KW 工作时最大约1500KW4#四辊不可逆冷轧机标称:φ380/φ800×1400制造厂:意大利MINO公司主要技术参数:1轧制材料:1000、3000、8000系列铝及铝合金2轧机入口: δmax=8.0mm轧机出口: δmin=0.2mm3来料宽:Bmax=1300mm Bmin=700mm4卷材外径:D O max=1780 mm5最大卷重:G=6T6轧制力:Pmax=8000KN7工作辊:φ360/φ340×15008支承辊:φ800/φ760×14009轧制低挡速度度:V max=300m/min10轧制高挡速度: V max=600m/min11主电机功率: 2×920KW(600V、1650A)12开卷电机功率:405KW(600V、720A)13卷取电机功率:2×405KW(600V、720A)14开卷最大张力:9.3T15卷取最大张力:7.05T16开卷轴涨缩范围:φ560mm-φ610mm17卷取涨缩范围: φ580.58mm-φ600mm18板型控制方式: AFC(奥钢联VAI)19厚度控制方式: AGC(EDM公司)20使用的卷筒规格: φ595×146021总功率为4020KW 工作时最大约2800KW5#四辊不可逆冷轧机标称:φ360/φ800×1400制造厂:洛阳有色金属加工设计研究院主要技术参数:1轧制材料:1000、3000、8000系列铝及铝合金2轧机入口: δmax=8.0mm轧机出口: δmin=0.1mm3来料宽:Bmax=1300mm Bmin=700mm 4卷材外径:D O max=φ1800mm5最大卷重:G=5.5T(含卷筒)6轧制力:Pmax=7000KN7工作辊:φ360/φ340×15008支承辊:φ860/φ820×14509轧制低挡速度: V max=200m/min10轧制高挡速度: V max=600m/min11主电机功率: 934KW(630V、1600A)12开卷电机功率: 2×114KW(400A、330V)13卷取电机功率: 3×114KW(400A、330V)14开卷最大张力: 7T15卷取最大张力: 7T16开卷轴涨缩范围:φ560mm-φ610mm17卷取轴涨缩范围:φ580mm-φ600mm之间关系18板型控制方式: 无AFC19厚度控制方式: AGC(洛阳科泰公司)20使用的卷筒规格: φ655/φ595×146021.总功率为2200KW 工作时最大约1500KW 6#四辊铝箔轧机标称:φ260/φ7001600制造厂:镇江宏业科技有限公司主要技术参数:1轧制对象:1000、3000、5000、8000系列铝及铝合金2轧机入口: δmax=0.6mm轧机出口: δmin=0.014mm.3来料宽: B max =1370mm B min =710mm4卷材外径:D O max =φ2000mm5最大卷重:G= 7.5T(含卷筒)6轧制力:Pmax=4900KN7工作辊:φ26016008支承辊:φ7001520(合同上的参数)9轧制速度: V max=1000m/min10主电机功率: 734KW(630V、137/1241A)11开卷电机功率: 67KW(400V、201/208A)284KW(400V、789/797A)12卷取电机功率: 67KW(400V、201/208A)284KW(400V、789/797A)13开卷最大张力: 2.138T14卷取最大张力: 1.217T15板型控制方式: 无AFC16厚度控制方式: AGC(洛阳有色金属加工设计研究院) 17使用的卷筒规格: φ505/φ565×160018总功率为1750KW 开机最大功率约1100KW7#四辊铝箔中精轧机标称:φ260/φ700×1600制造厂:镇江宏业科技有限公司主要技术参数:1轧制对象:1000、3003、8011系列铝及铝合金2轧机入口: δmax=0.1mm轧机出口: δmin=0.012mm(单张轧制)δmin=0.006mm×2(双合轧制)3来料宽:Bmax=1370mm Bmin=800mm4带卷外径:D MAX=1700mm5最大卷重:G=7T(带卷筒)6轧制力:Pmax=5000KN7工作辊直径:φ260×16008支承辊直径:φ700×15209轧制速度: Vmax= 1000m/min10主电机功率: 361KW (400V、)11开卷电机功率: 2×67KW (400V、)1×67KW12卷取电机功率: 2×67KW(400V、)13开卷轴最大张力:0.682T14卷取轴最大张力:0.450 T15板型控制方式: AFC(奥钢联VAI)16厚度控制方式: AGC(奥钢联VAI)17使用的卷筒规格:φ505×160018总功率为1050KW 开机最大功率为690KW8#四辊铝箔冷轧机标称:φ260/φ700×1600制造厂:镇江宏业科技有限公司主要技术参数:1.轧制对象:1000、3000、5000、8000系列铝及铝合金2.轧机入口: δmax=0.6mm.轧机出口: δmin=0.014mm.3.来料宽:Bmax=1370mm Bmin=800mm4.带卷外径:D OMAX=φ1700mm (带材宽度小于1370mm)φ2000mm(带材宽度小于800mm)5.最大卷重:G=7.5T(带卷筒)6.轧制力:Pmax=5000KN7.工作辊:φ26016008.支承辊:φ70015209.轧制速度: Vmax=1200m/min10.主电机功率: 2355KW (440V、873A)11.开卷电机功率: 284KW (400V、792/802A)67KW(400V、201/208A)12.卷取电机功率: 284KW(400V、792/802A)67KW(400V、201/208A)13.开卷轴最大张力:2.138T14.卷取轴最大张力:1.217T15.板型控制方式: AFC(奥钢联VAI)16.厚度控制方式: AGC(奥钢联VAI)17.使用的卷筒规格:φ505×160018总功率为1700KW 开机最大功率约1090KW9#四辊铝箔冷轧机标称:φ260/φ700×1600制造厂:镇江宏业科技有限公司主要技术参数:1.轧制对象:1000、3000、5000、8000系列铝及铝合金2.轧机入口: δmax=0.6mm.轧机出口: δmin=0.014mm.3.来料宽:Bmax=1370mm Bmin=800mm4.带卷外径:D OMAX=φ1700mm (带材宽度小于1370mm)φ2000mm(带材宽度小于800mm)5.最大卷重:G=7.5T(带卷筒)6.轧制力:Pmax=5000KN7.工作辊:φ26016008.支承辊:φ70015209.轧制速度: Vmax=1200m/min10.主电机功率: 2435KW (440V、1175A)11.开卷电机功率: 1#开卷机大张力166KWX21#开卷小张力49KW2#开卷大张力166KW2#开卷小张力49KW12.卷取电机功率: 大张力166KWX2小张力49KW13.开卷轴最大张力:2.138T14.卷取轴最大张力:1.217T15.板型控制方式: AFC(奥钢联VAI)16.厚度控制方式: AGC(奥钢联VAI)17.使用的卷筒规格:φ505×160018总功率为2080KW 开机最大功率约1220KW10#四辊铝箔中精轧机标称:φ260/φ700×1600制造厂:镇江宏业科技有限公司主要技术参数1.轧制对象:1000、3003、8011系列铝及铝合金2.轧机入口: δmax=0.1mm轧机出口: δmin=0.012mm(单张轧制)δmin=0.006mm×2(双合轧制)3.来料宽:Bmax=1370mm Bmin=800mm4.带卷外径:D MAX=φ1700mm5.最大卷重:G=7T(带卷筒)6.轧制力:Pmax=5000KN7.工作辊直径:φ260×16008.支承辊直径:φ700×15209.轧制速度: Vmax=1000m/min10.主电机功率: 2×361KW(400V、986A)11.开卷电机功率: 1# 2×49KW (400V、114A)2# 49KW12.卷取电机功率: 2×49KW (400V、114A)13.开卷最大张力: 0.682T14.卷取最大张力: 0.450T15.板型控制方式: AFC(霍尼韦尔honewell)16.厚度控制方式: AGC(奥钢联VAI)17.套筒规格: φ505×160018.总功率为1180KW 开机最大功率约790KW 11#四重铝箔冷轧机主要规格:φ300/φ860×1850制造厂:镇江宏业科技有限公司主要技术参数2.轧机入口: δmax=0.6mm轧机出口: δmin=0.02mm3.来料宽:Bmax=1750mm Bmin=1000mm4.带卷外径:D OMAX=φ2200mm5.最大卷重:G=17T(带卷筒)6.轧制力:Pmax=7000KN7.工作辊:φ300×19008.支承辊:φ860×18509.轧制速度: Vmax=1140m/min10.主电机功率: 2×734KW (630V、1237/1241A)11.开卷电机功率: 2×284KW (400V、792/802A)12.卷取电机功率: 2×284KW (400V、792/802A)13.开卷最大张力: 2.5T14.卷取最大张力: 1.7T15.板型控制方式: AFC(奥钢联VAI)16.厚度控制方式: AGC(奥钢联VAI)17.套筒规格: φ605×190018.总功率为3000KW 最大开机功率约2100KW 12#四辊不可逆冷轧机标称:φ420/φ1100×1900制造厂:镇江宏业科技有限公司主要技术参数2.轧机入口: δmax=8mm轧机出口: δmin=0.2mm3.来料宽:Bmax=1750mm Bmin=1100mm4.带卷外径:D OMAX=φ2200mm5.最大卷重:G=17T(不带卷筒)6.轧制力:Pmax=16000KN7.工作辊径:φ420/390×19508.支承辊径:φ1100/1040×19009.轧制速度: Vmax=800m/min10.主电机功率: 2×1479KW (660V、2390A)11.开卷电机功率: 2×500KW (440V、1225A)12.卷取电机功率: 3×500KW (440V、1225A)13.开卷最大张力: 1.75T14.卷取最大张力: 1.75T15.开卷涨缩范围: φ580mm-φ610mm、16.卷取涨缩范围: φ580mm-φ610mm17.板型控制方式: AFC(奥钢联VAI)18.厚度控制方式: AGC(奥钢联VAI)19.套筒规格: φ605×190020.总功率为6150KW 开机最大功率约4290KW 13#四重铝箔冷轧机主要规格:φ300/φ860×1850制造厂:镇江宏业科技有限公司主要技术参数1.轧制对象:1000、3000、8000系列铝及铝合金2.轧机入口: δmax=0.6mm轧机出口: δmin=0.02mm3.来料宽:Bmax=1750mm Bmin=1000mm4.带卷外径:D OMAX=φ2200mm5.最大卷重:G=17T(带卷筒)6.轧制力:Pmax=7000KN7.工作辊:φ300×19008.支承辊:φ860×18509.轧制速度: Vmax=1140m/min10.主电机功率: 2×734KW (630V、1237/1241A)11.开卷电机功率:1# 2×284KW (400V、792/802A)2# 284KW (400V、792/802A)12.卷取电机功率: 2×284KW (400V、792/802A)13.开卷最大张力: 2.5T14.卷取最大张力: 1.7T15.板型控制方式: AFC(奥钢联VAI)16.厚度控制方式: AGC(奥钢联VAI)17.套筒规格: φ605×190018.总功率为3284KW 最大开机功率约2100KW 14#四辊铝箔冷轧机标称:φ260/φ700×1600制造厂:镇江宏业科技有限公司主要技术参数:1.轧制对象:1000、3000、5000、8000系列铝及铝合金2.轧机入口: δmax=0.6mm.轧机出口: δmin=0.014mm.3.来料宽:Bmax=1370mm Bmin=800mm4.带卷外径:D OMAX=φ1700mm (带材宽度小于1370mm)φ2000mm(带材宽度小于800mm)5.最大卷重:G=7.5T(带卷筒)6.轧制力:Pmax=5000KN7.工作辊:φ26016008.支承辊:φ70015209.轧制速度: Vmax=1200m/min10.主电机功率: 2435KW (440V、873A)11.开卷电机功率: 284KW (400V、792/802A)67KW(400V、201/208A)12.卷取电机功率: 284KW(400V、792/802A)67KW(400V、201/208A)13.开卷轴最大张力:2.138T14.卷取轴最大张力:1.217T15.板型控制方式: AFC(奥钢联VAI)16.厚度控制方式: AGC(奥钢联VAI)17.使用的卷筒规格:φ505×160018总功率为1880KW 开机最大功率约1100KW15#四辊铝箔冷轧机标称:φ260/φ700×1600制造厂:镇江宏业科技有限公司主要技术参数:1.轧制对象:1000、3000、5000、8000系列铝及铝合金2.轧机入口: δmax=0.6mm.轧机出口: δmin=0.014mm.3.来料宽:Bmax=1370mm Bmin=800mm4.带卷外径:D OMAX=φ1700mm (带材宽度小于1370mm)φ2000mm(带材宽度小于800mm)5.最大卷重:G=7.5T(带卷筒)6.轧制力:Pmax=5000KN7.工作辊:φ26016008.支承辊:φ70015209.轧制速度: Vmax=1200m/min10.主电机功率: 2435KW (440V、1175A)11.开卷电机功率: 284KW (400V、792/802A)67KW(400V、201/208A)12.卷取电机功率: 284KW(400V、792/802A)67KW(400V、201/208A)13.开卷轴最大张力:2.138T14.卷取轴最大张力:1.217T15.板型控制方式: AFC(奥钢联VAI)16.厚度控制方式: AGC(奥钢联VAI)17.使用的卷筒规格:φ505×160018总功率为1880KW 开机最大功率约1100KW。
一、轧机组技术参数配置1. 最大轧制力: 998t2. 机架窗口:待最终测算3. 机架出、入口宽:待最终测算4. 工作辊尺寸:见附图 mm5. 支承辊尺寸:见附图mm6. 主机电机: 1250 kw,400~1200 r/min,660 V7. 主减速比: i=3.258. 轧制速度: 260 m/min;360 m/min9. 卷取电机: 750 kw,400~1200 r/min,660 V10. 卷取速比:低速i=8;高速i=5.411. 机架断面尺寸 600 x 400 mm二、950mm四辊可逆优钢冷轧机组改造后参数:1.原料厚度: 2~8 mm2.原料宽度: 550~800 mm3.材料材质: 65Mn等优钢4.成品厚度: 0.5~4 mm5.轧制速度: 123 m/min;369 m/min6.卷取速度: 280~380m/min7.钢卷卷径:Φ508/Φ2000 mm8.主机电机: 1250 kw,400~1200 r/min,660 V 9.主减速比: i=3.2510.卷取电机: 550kw,400~1200 r/min,660 V11.卷取减速比:低速i=1:8;高速i=1:5.412.开卷电机:原有参数不变13.开卷减速比:原有参数不变三、计算校核1.主电机原有参数计算(主机原有参数不变)速度计算:工作辊最大辊径时,V=123 ~369 m/min(按已知数据计算)轧制扭矩计算:M=80.8 KN.m2.卷取机速度计算(按已知数据计算):低速V=50~150 m/min;高速V=74~222 m/min。
张力计算(按电机最低转速计算):低速最大张力T=144 KN;高速最大张力T=97 KN。
此张力可以轧制8.0*800mm的65Mn材料。
3.开卷机原有技术参数不变。
4.轧制压力1)原有参数计算轧制力计算(AGC缸径为550mm,杆径450mm,行程为60~80mm。
工作压力设定21 MPa。
50万吨棒材轧线设备主要参数介绍轧钢所需生产条件:原料:HRB335或HRB400连铸坯能源介质:高炉煤气:40000m 3/h,8-10KPa 焦炉煤气:1000m 3/h,8-10KPa 氮气:950m 3/h,0.4-0.6MPa 压缩空气:1200m 3/h,0.4-0.6MPa 软水:5m 3/h,0.2-0.4MPa 净环水:674m 3/h,0.35—0.4MPa 浊环水:1800m 3/h,0.35—1.8MPa 蒸气(冬季):2m 3/h,0.8-1.0MPa 电:装机容量17873kw80kwh/t 材 二、设备 推钢机:数量:1个工作总行程:2250mm 推钢速度:65mm/s 加热炉:形式:蓄热式推钢加热炉 加热钢种:低合金钢、普碳钢 钢坯装炉温度:冷装:常温 钢坯出炉温度:〜1050c 钢压炉底强度:496kg/m 2.h燃料种类及低发热值:高炉煤气,热值3348KJ/Nm 单位热耗(额定单耗):1.25GJ/t (冷坯) 额定燃料消耗量:37380Nrr/h (冷坯) 额定空气耗量a=1.1:29900Nr 3/h (冷坯)总推力:300KN 液压缸数量:6个炉底有效面积:16.8mX12.6m=211.7m 加热坯料规格:150X150X12000mm 热装:〜700c 热装比:〜80% 炉子额定生产能力:100t/h (冷坯)额定烟气量a=1.1:62050Nmh (冷坯) 空气预热温度:〜1000c点火烧嘴形式:焦炉煤气烧嘴(12个)炉底水管冷却形式:水冷却①550粗轧机组:接轴托架液压缸:行程160mm 压力10MPa 缸径/杆径①125/①90mm 平辗轧机传动轴:回转直径475mm 公称转矩400KN.nQ 伸缩量700mm 立辗轧机传动轴:回转直径440mm 公称转矩355KN.nQ 伸缩量750mm 立辗轧机换辗液压缸:行程1710mm 压力10MPa 缸径/杆径①125/①90mm①400中轧机组:形式:无牌坊高强度短应力线轧机,平---立交替布置,直流电机传动 数量:6个(3平3立)最大轧制压力:1500KN 轧制力矩:120KN.m 轧机锁紧:弹簧锁紧,弹簧压紧力85KN轧机松开:液压松开,行程12mm 压力16MPa 缸径/杆径①145/①70mm炉前冷却水接点压力:>0.4MPa 冷却水耗量:400nm/h煤气预热温度:〜1000c形式:无牌坊高强度短应力线轧机,平 ---立交替布置,直流电机传动 数量:6个(3平3立) 最大轧制压力:3500KN轧机锁紧:弹簧锁紧,弹簧压紧力108KN 轧辗辗径直径:①280mm 轧辗平衡方式:弹性阻尼体平衡 调整丝杠螺距:8mm 压下装置传动型式:蜗轮蜗杆压下装置每转一圈的压下量:0.319mm 轧制力矩:300KN.m轧机松开:液压松开,压力16MPa 轧辗最大径向调整量:120mm压下装置传动比:1:50.186 平辗轧机横移和立辗轧机升降液压缸:行程 700mm 压力16MPa轧机压下液压马达压力:小于10MPa轧辗辗径直径:①220mm轧辗最大径向调整量:120mm 轧辗平衡方式:弹性阻尼体平衡调整丝杠螺距:6mm压下装置传动型式:蜗轮蜗杆压下装置传动比:1:51.75压下装置每转一圈的压下量:0.232mm平辗轧机横移和立辗轧机升降液压缸:行程680mm压力16MPa接轴托架液压缸:行程135mm压力10MPa缸径/杆径①100/①70mm平辗轧机传动轴:回转直径358mm公称转矩180KN.m伸缩量680mm立辗轧机传动轴:回转直径315mm公称转矩125KN.m伸缩量680mm立辗轧机换辗液压缸:行程1300mm压力10MPa缶1径/杆径①100/①70mm ①350精轧机组:形式:无牌坊高强度短应力线轧机,平---立交替布置,直流电机传动数量:6个(3平,1立,2个平立转换)最大轧制压力:750KN轧制力矩:35KN.m轧机锁紧:弹簧锁紧,弹簧压紧力85KN轧机松开:液压松开,行程14〜19mm压力16MPa缸径/杆径①130/①59mm 轧机压下液压马达压力:小于10MPa轧辗辗径直径:①200mm轧辗最大径向调整量:90mm轧辗平衡方式:弹性阻尼体平衡调整丝杠螺距:6mm压下装置传动比:1:49.016压下装置每转一圈的压下量:0.245mm平辗轧机横移和立辗轧机升降液压缸:行程630mm压力16MPa接轴托架液压缸:行程115mm压力10MPa缸径/杆径①100/①70mm平辗轧机传动轴:回转直径300mm公称转矩250KN.m伸缩量630mm立辗轧机传动轴:回转直径285mm公称转矩90KN.m伸缩量630mm立辗轧机换辗液压缸:行程1300mm压力10MPa缸径/杆径①100/①70mm 1#飞剪:形式:曲柄式,直流电机传动最大剪切断面:①72mm轧件速度:0.4〜2.1m/s剪切温度:>900C轧件抗拉强度:0-b<120N/mm主电机:ZFQZ355-43725V418KW额定转速600r/min速比:i=3.082#飞剪主电机:ZFQZ355-42418KW 额定转速600r/min 速比:i=2.3448 穿水冷却:形式:双小车移动设备组成:由空过辗道、单线穿水、双线穿水、单双线导槽组成 冷却水:最大压力2.0Mpa,最大水量800nVh 倍尺飞剪:剪切最大断面:1000mm2 最大剪切规格:228mm 剪刃宽度:220mm剪机润滑方式:稀油强制润滑 功率361KWI 压660V 冷床输入辗道:数量:27个 辗身长度:155mm 辗距:1200mm传动电机:功率2.2KW 额定转速冷床带裙板辗道数量:114个辗身长度:155mm 辗子线速度:3〜22m/s 辗距:1200mm传动电机:功率2.2KW 额定转速1500r/min,速比i=1.0 裙板升降液压缸:12个裙板离合液压缸:16个形式:回转式,直流电机传动 最大剪切断面:①48mm 轧件速度:2〜12m/s剪切温度:>850c 轧件抗拉强度:0-b <120N/mm切头长度:50〜200mm剪切温度:>400c 最大剪切速度:18m/s 最大剪切力:568KN 电机:ZTFS-355-42辗子直径:①188mm 辗子线速度:3〜22m/s 1500r/min,速比i=1.0 辗子直径:①188mm冷床本体:形式:步进齿条式冷床长度X宽度:10500X96000mm齿距:110mm偏心轮偏心距:55mm齿板间距:动齿板---动齿板600/300mm静齿板---静齿板600/300mm传动电机:直流,112KW额定转速500r/mi,2台减速机:蜗轮减速机,中心距500mm速比i=20,4台22、冷床对齐辗道:数量:80个(分为3组)辗子直径:①250mm位200mm辗身长度:890mm辗子线速度:0.1〜0.356m/s辗距:1200mm传动电机:交流变频电机,功率1.1KW额定转速840r/min,速比i=24.706冷床输出辗:技术性能:形式:双支撑,交流变频电机单独传动辗道数量:84个(分为3组)辗子直径:①188mm辗身长度:1200mm辗子线速度:0.337〜1.683〜2.0m/s(最低转速〜额定转速〜最高转速)辗距:1200mm传动电机:交流变频电机,功率2.4KW额定转速900r/min,速比i=5.266000KN定尺冷剪机:形式:闭口、上切式固定剪,气动离合,配有入料端压辗、入口导卫、尾端出料装置、切头对齐挡板、刀片更换小车、短料收集和转运小车、独立液压站、独立干油站、自身稀油系统等。