2020年模具设计图纸标注标准及常见尺寸标注方法参照模板
- 格式:pptx
- 大小:720.14 KB
- 文档页数:9
1. 在平面组立图上, 以模具中心为原点, 标注以下各零件尺寸.1.1 模座上各模板的大小.1.2 模仁的长、宽。
1.3 导柱, 导套的位置.1.4 内、外拉杆的位置. (三板模用)1.5 顶板导柱、导套的位置.1.6 KO孔的位置.1.7 支柱(SP)的位置.1.8 限位销的位置.1.9 回位销(RP)的位置.1.10 尼龙开闭器的位置. (三板模用)1.11 定位器的位置.1.12 滑块座的位置和大小.1.13 模座上各螺丝的位置.(注明代号:)1.14 水孔的位置, 规格及编号(如 IN1、OUT1、IN2、OUT2)1.15 流道的大小.1.16 顶针的编号、大小。
(见附图)2. 组立图中主要螺丝应标上编号,长度。
形式 (平面图:公模侧S1、S3……,母模侧S2、S4……,断面图:M6*25L), 其编号在平面图和断面图上要一致.3. 各标准件在平面图上应标上代号(如SP, GB, STP; RP; EGP 等).4. 在断面图上主要标注的尺寸有:4.1 各模板的厚度以及模具的总长L , 总宽 W ,总高H.各模板的高度.4.2 定位环的大小, 高度及螺丝孔的位置.4.3 灌嘴的细部加工尺寸如直径、角度、球径等.4.4 模仁的厚度.4.5 模板、模仁的水孔高度,直径.4.6 定位导柱, 导套的长度及其大小.4.7 内、外拉杆的行程及其大小,内拉杆弹簧的规格. (三板模用)4.8 顶板导柱及其导套的长度和大小.4.9 KO孔的直径.4.10 支柱(SP)的长度和直径.4.11 回位销的大小和长度以及弹簧的规格.4.12 限位销的直径和高度或限位螺丝的大小.4.13 开闭器的直径和长度. (三板模用)4.14 定位块的高度.4.15 各吊模螺钉的规格及高度.4.16 滑块的行程及其高度和滑块弹簧的规格.斜导销的直径、斜度、长度.4.17 斜顶出销的角度、顶出行程和宽度以及其相关配件的参数.(见附图)4.18 胶口的形式(放大视图).4.19 双节顶针或套筒的下段N 值.4.20 密封圈的规格及个数.5. 材料清单表.见附图: 顶针流道: 断面组立图:定位环灌嘴:斜顶:滑块:螺丝: 附图:模具配件统一名称、部号对照表模具配件名称、部号中英文对照表:模座……mould base上固定板……Top Clamping Plate剥料板……Runner Stripper Plate母模板……Cavity Plate公模板……Core Plate承板……Support Plate间隔板……Space Plate密封圈双节顶针定位器(方) (((((((((螺丝配件编号要用指示:圆圈+引线表示详细”胶上顶出板……Ejector Retainer Plate下顶出板……Ejector Plate下固定板……Bottom Clamping Plate(司筒针)压板……Ejector Pin stopper导柱……Guide Pin导套……Guide bush灌嘴……Sprue bushings定位环……Locating ring(圆形)直束子……Inter l ock(凸)(圆形)直束子……Inter lock(凹)(圆形)斜束子……Taper inter lock(凸) (圆形)斜束子……Taper inter lock(凹)外拉杆……Outer puller pin外拉杆衬套……Bush for outer puller pin 回位销……Return pin(长方形)束子……(Inter lock)(凹)(长方形)束子……(Inter lock)(凸)抓料销……Runner Lock pin顶板导柱……Ejector leader bushi ng顶板导套……Ejector leader pin支撑柱……Support pin垃圾钉……Stop pin斜导柱……Angular pin斜顶……Lifter双节顶针……Shoulder ejector pin扁顶针……Flat ejector pin司筒针……Ejector sleeve母模仁……Cavity母模仁入子……Cavity pin公模仁……Core公模仁入子……Core pin入子……Insert滑块……Slide行程开关……Limit switch冷却水管……Cooling hose密封圈……O-ring弹簧……Spring热流道系统……Valve gate system希望以上资料对你有所帮助,附励志名言3条::1、世事忙忙如水流,休将名利挂心头。

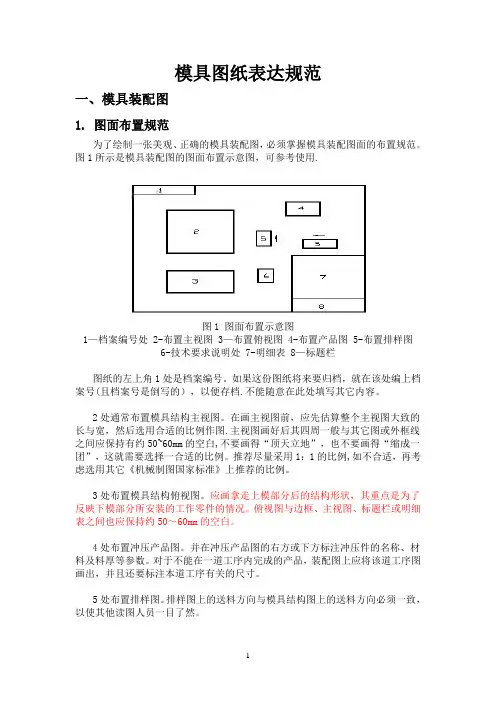
模具图纸表达规范一、模具装配图1. 图面布置规范为了绘制一张美观、正确的模具装配图,必须掌握模具装配图面的布置规范。
图1所示是模具装配图的图面布置示意图,可参考使用.图1 图面布置示意图1—档案编号处 2-布置主视图 3—布置俯视图 4-布置产品图 5-布置排样图6-技术要求说明处 7-明细表 8—标题栏图纸的左上角1处是档案编号。
如果这份图纸将来要归档,就在该处编上档案号(且档案号是倒写的),以便存档.不能随意在此处填写其它内容。
2处通常布置模具结构主视图。
在画主视图前,应先估算整个主视图大致的长与宽,然后选用合适的比例作图.主视图画好后其四周一般与其它图或外框线之间应保持有约50~60mm的空白,不要画得“顶天立地”,也不要画得“缩成一团”,这就需要选择一合适的比例。
推荐尽量采用1:1的比例,如不合适,再考虑选用其它《机械制图国家标准》上推荐的比例。
3处布置模具结构俯视图。
应画拿走上模部分后的结构形状,其重点是为了反映下模部分所安装的工作零件的情况。
俯视图与边框、主视图、标题栏或明细表之间也应保持约50~60mm的空白。
4处布置冲压产品图。
并在冲压产品图的右方或下方标注冲压件的名称、材料及料厚等参数。
对于不能在一道工序内完成的产品,装配图上应将该道工序图画出,并且还要标注本道工序有关的尺寸。
5处布置排样图。
排样图上的送料方向与模具结构图上的送料方向必须一致,以使其他读图人员一目了然。
6处主要技术要求。
如模具的闭合高度、标准模架及代号及装配要求和所用的冲压设备型号等。
7处布置明细表及标题栏.结合图2标题栏及明细表填写示例,应注意的要点如下。
(1)明细表至少应有序号、图号、零件名称、数量、材料、标准代号和备注等栏目;(2)在填写零件名称一栏时,应使名称的首尾两字对齐,中间的字则均匀插入;(3)在填写图号一栏时,应给出所有零件图的图号。
数字序号一般应与序号一样以主视图画面为中心依顺时针旋转的方向为序依次编定.由于模具装配图一般算作图号00,因此明细表中的零件图号应从01开始计数.没有零件图的零件则没有图号.(4)备注一栏主要标标准件规格、热处理、外购或外加工等说明。

模具設計圖紙表達規範模具設計圖紙包含:產品圖(品檢用圖、生產工序用圖)、展開圖、工程圖、佈料圖(夾板、脫板、下圖)、沖件圖、備料用圖等。
為了統一設計結構,便於管理,提高設計水準,現對相關圖面作統一規範,具體如下:一.產品圖因產品(樣品)與產品圖均來自各廠家,規範不一,且有圖面不清晰、不完整等缺點;一些尺寸不便于品檢測量,故一般情況下,按客戶提供之圖面、樣品進行重新繪制(原始成品圖僅作參考並作留檔),尺寸標注盡量便於卡尺量取及投影取得,遇工序多時,依工序號分別畫出生產工序用圖;成品圖即為品檢用圖。
二.展開圖展開圖依據成品圖上公差取值(通常取公差中值,孔徑取上公差值)對各段彎曲長度按順序標明,以便於檢查。
要求:展開圖正面與排樣底圖正面一致。
三.工程圖設計員須繪制每一彎曲成型工步形狀,並清楚標出彎曲處上、下角及模面尺寸,同時標出各工步形狀外圍至展開邊線及模面的尺寸,以便於備料時各工序避位取值,在各工步邊標明工序代號,其與佈料圖上代號相對應,用符號A、B、C....表示。
(完成後先與主管研究、討論其可行性,確認後繼續下個步驟)四.佈料圖(模具結構平面圖--夾板.膠板.下模)1.夾板(上沖固定板)繪圖時需配合深度固定板(深固板)各形孔尺寸,均勻排布:襯套過孔位置、導柱孔位置、彈簧布置孔位置、固定深固板螺絲過孔位置,夾板固定沖子位置(坐標式標注)說明上沖、形孔加工之要求以及取值長度的要求(含數量)、夾板、深固板厚度取值。
2.脫板要求:模板尺寸同夾板、下模板形同(長、寬),厚度設計時取sx值(20~25範圍內),標明各形孔加工之要求,并畫出導板避位範圍(虛線表示)含壓料保留處取值,考慮導沖是否量脫板說明。
3.下模板1).詳細填寫各標題欄內容。
2).在左下角繪出模板、導板、浮升銷等規格。
3).釆用座標,步距標準畫圖法。
4).用表示浮升銷,並取一處注明浮升銷大小、數量。
用表示剝料銷。
5).用 0.5圓點標出線割穿線孔位。
模具图纸表达规范一、模具装配图1. 图面布置规范为了绘制一张美观、正确的模具装配图,必须掌握模具装配图面的布置规范。
图1所示是模具装配图的图面布置示意图,可参考使用.图1 图面布置示意图1—档案编号处 2-布置主视图 3—布置俯视图 4-布置产品图 5-布置排样图6-技术要求说明处 7-明细表 8—标题栏图纸的左上角1处是档案编号。
如果这份图纸将来要归档,就在该处编上档案号(且档案号是倒写的),以便存档.不能随意在此处填写其它内容。
2处通常布置模具结构主视图。
在画主视图前,应先估算整个主视图大致的长与宽,然后选用合适的比例作图.主视图画好后其四周一般与其它图或外框线之间应保持有约50~60mm的空白,不要画得“顶天立地”,也不要画得“缩成一团”,这就需要选择一合适的比例。
推荐尽量采用1:1的比例,如不合适,再考虑选用其它《机械制图国家标准》上推荐的比例。
3处布置模具结构俯视图。
应画拿走上模部分后的结构形状,其重点是为了反映下模部分所安装的工作零件的情况。
俯视图与边框、主视图、标题栏或明细表之间也应保持约50~60mm的空白。
4处布置冲压产品图。
并在冲压产品图的右方或下方标注冲压件的名称、材料及料厚等参数。
对于不能在一道工序内完成的产品,装配图上应将该道工序图画出,并且还要标注本道工序有关的尺寸。
5处布置排样图。
排样图上的送料方向与模具结构图上的送料方向必须一致,以使其他读图人员一目了然。
6处主要技术要求。
如模具的闭合高度、标准模架及代号及装配要求和所用的冲压设备型号等。
7处布置明细表及标题栏.结合图2标题栏及明细表填写示例,应注意的要点如下。
(1)明细表至少应有序号、图号、零件名称、数量、材料、标准代号和备注等栏目;(2)在填写零件名称一栏时,应使名称的首尾两字对齐,中间的字则均匀插入;(3)在填写图号一栏时,应给出所有零件图的图号。
数字序号一般应与序号一样以主视图画面为中心依顺时针旋转的方向为序依次编定.由于模具装配图一般算作图号00,因此明细表中的零件图号应从01开始计数.没有零件图的零件则没有图号.(4)备注一栏主要标标准件规格、热处理、外购或外加工等说明。

