材料成型工程 第七讲 轧制压力及力矩计算3
- 格式:ppt
- 大小:5.28 MB
- 文档页数:24
轧制力矩及计算
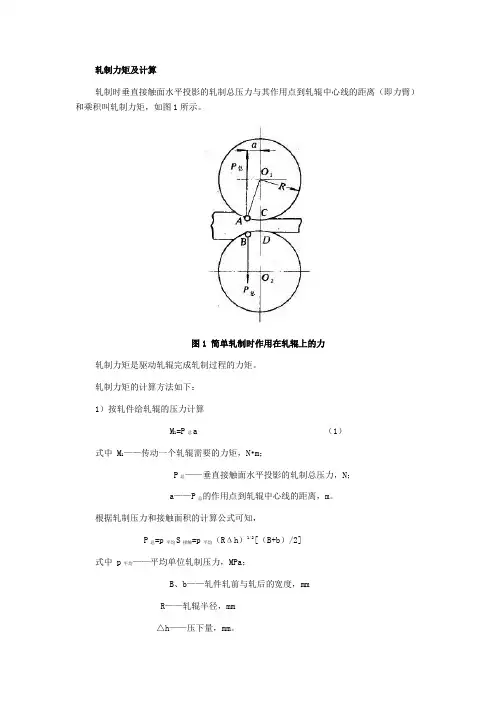
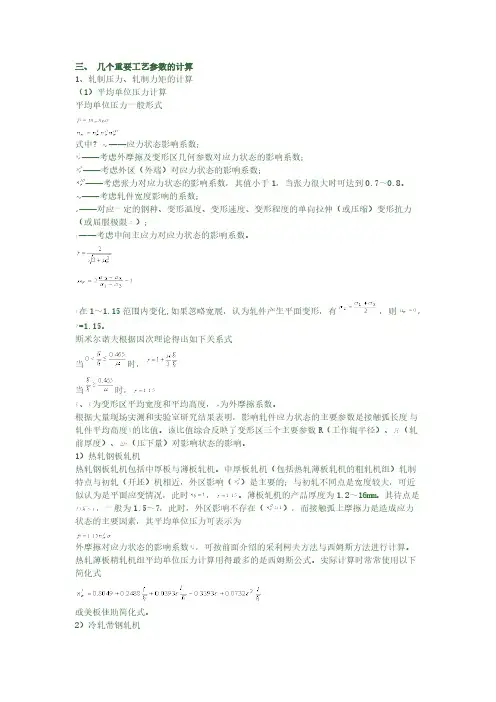
轧制时垂直接触面水平投影的轧制总压力与其作用点到轧辊中心线的距离(即力臂)和乘积叫轧制力矩,如图1所示。
图1 简单轧制时作用在轧辊上的力
轧制力矩是驱动轧辊完成轧制过程的力矩。
轧制力矩的计算方法如下:
1)按轧件给轧辊的压力计算
M1=P总a (1)
式中 M1——传动一个轧辊需要的力矩,N•m;
P总——垂直接触面水平投影的轧制总压力,N;
a——P总的作用点到轧辊中心线的距离,m。
根据轧制压力和接触面积的计算公式可知,
P总=p平均S接触=p平均(RΔh)1/2[(B+b)/2] 式中 p平均——平均单位轧制压力,MPa;
B、b——轧件轧前与轧后的宽度,mm
R——轧辊半径,mm
△h——压下量,mm。
力臂a可按下式计算:
a=Ψ(R△h)1/2×10-3,m (2)
式中Ψ一轧制压力的力臂系数。
将(2)代入(1)可得
M1=p平均R△hΨ[(B+b)/2]×10-3,N•m (3)热轧时力臂系数取值如下:
方形断面轧件Ψ=0.5
圆形断面轧件Ψ=0.6
在简单轧制情况下,即两个轧辊的直径相同,转速相等,双辊驱动,轧件作匀速运动,当轧件性质相同时,在上下两辊的作用下,轧件两面产生的变形一样,这时驱动两个轧辊的轧制力矩为:
M=M1+M2
因 M1=M2
故
M=2P总a
或
M=p平均R△hΨ(B+b)X10-3,N•m
2)按能量消耗计算
M1=A变R/l
式中A变——变形功,J;
R——轧辊半径,mm;
l——轧件轧后长度,mm。
这种方法适用于计算轧制非矩形对称断面轧件的轧制力矩。
轧制力的计算范文轧制力是指在金属轧制过程中,金属带材或板材所受到的压力。
轧制力的计算非常重要,它能够帮助我们预测并控制轧制过程中的变形和应变,以获得所需的产品质量。
下面将详细介绍轧制力的计算方法。
1.塑性力学方法:在轧制过程中,金属材料会发生变形,塑性力学方法通过考虑材料的弹性、塑性和流变行为,从宏观和微观两个角度对轧制力进行计算。
宏观力学方法的基本假设是轧制过程中金属材料的体积守恒。
根据这个假设,轧制力可以通过以下公式进行计算:F=σ×A其中,F是轧制力,σ是金属带材或板材在轧制过程中所受到的应力,A是轧制区截面的面积。
金属材料的应力可以通过以下公式进行计算:σ=K×ε^n其中,K是比例常数,ε是真应变(真实变形),n是流变指数。
这些参数可以通过实验和理论分析来确定。
微观力学方法考虑了金属材料的结晶学和滑移机制。
它使用了位错理论和格点模型来计算轧制力。
这种方法需要对材料的晶体结构和力学性质进行深入研究和分析。
2.能量方法:能量方法的基本假设是轧制力是使金属材料的能量损失等于所用的能量传递速率的比例常数。
根据这个假设,轧制力可以通过以下公式进行计算:F=ΔE/Δt其中,ΔE是金属材料在轧制过程中的能量损失,Δt是时间。
能量损失可以通过测量轧制区的温度变化来计算,或者使用热力学和热传导理论进行估计。
需要注意的是,轧制力的计算方法多种多样,不同的金属材料和轧制过程可能需要不同的计算方法。
此外,实际的轧制力还受到很多其他因素的影响,如润滑条件、辊形状、辊缩径等。
总结起来,轧制力的计算是金属轧制过程中的重要问题。
通过正确地计算轧制力,我们能够更好地控制产品的变形和应变,提高产品的质量。
同时,轧制力的计算也为轧制设备的设计和优化提供了重要的理论依据。
轧钢等轧制力_张力等常用公式一、轧制力公式轧制力是指在轧制过程中作用在钢坯上的力,其值取决于轧制设备、轧制工艺以及钢材的性能等多个因素。
根据轧制道次的不同,轧制力可以分为出钢较大的大伞轧制力和轧制截面较小的等压轧制力。
1.大伞轧制力公式大伞轧制力可以通过下述公式计算:F=C*A*ε^n其中,F为轧制力,C为轧制常数,A为轧制面积,ε为轧制变形,n 为材料参数。
2.等压轧制力公式等压轧制力的计算公式如下:F=k*A*ε其中,F为轧制力,k为轧制系数,A为轧制面积,ε为轧制变形。
二、张力公式张力是指钢坯或钢材在轧制过程中受到的拉力或压力。
张力的计算需要考虑到轧机设备、辊系参数、钢材特性等因素。
根据不同的情况和轧制阶段,可分为初始弯管段、断弯段和平整段的张力公式。
1.初始弯管段张力公式初始弯管段张力通过下述公式计算:T=K1*F/D其中,T为张力,K1为系数,F为轧制力,D为卷料直径。
2.断弯段张力公式断弯段张力计算公式为:T=K2*F*L/D其中,T为张力,K2为系数,F为轧制力,L为卷料长度,D为卷料直径。
3.平整段张力公式平整段张力计算公式为:T=K3*F*L/D其中,T为张力,K3为系数,F为轧制力,L为卷料长度,D为卷料直径。
三、常用系数和参数在轧制力和张力计算中,系数和参数的取值与轧机设备、钢材特性和轧制工艺有关,需要根据实际情况进行调整。
一般来说,可以通过试验或根据经验进行确定。
1.轧制常数C和材料参数n的取值:C:一般通过实验确定,可通过试验数据进行计算。
n:一般与钢材的屈服强度和硬度有关,一般取值为0.15-0.22.轧制系数k的取值:k:可通过试验或根据经验确定,取值一般为0.1-0.33.系数K1、K2和K3的取值:K1、K2和K3:取值一般为0.5-0.7通过上述公式和参数的计算和调整,可以较为准确地估计轧制力和张力,在轧制过程中对设备进行控制和调整,保证轧制过程的质量和效率。
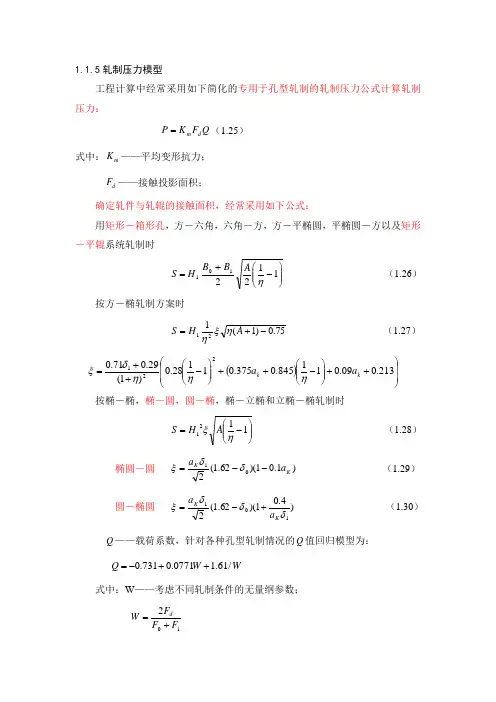
1.1.5轧制压力模型工程计算中经常采用如下简化的专用于孔型轧制的轧制压力公式计算轧制压力:Q F K P d m =(1.25) 式中:m K ——平均变形抗力;d F ——接触投影面积;确定轧件与轧辊的接触面积,经常采用如下公式:用矩形-箱形孔,方-六角,六角-方,方-平椭圆,平椭圆-方以及矩形-平辊系统轧制时⎪⎪⎭⎫ ⎝⎛-+=1122101ηA B B H S (1.26) 按方-椭轧制方案时 75.0)1(121-+=A H S ηξη(1.27)()⎪⎪⎭⎫ ⎝⎛++⎪⎪⎭⎫ ⎝⎛-++⎪⎪⎭⎫ ⎝⎛-++=213.009.011845.0375.01128.0)1(29.071.0221k k a a ηηηδξ 按椭-椭,椭-圆,圆-椭,椭-立椭和立椭-椭轧制时⎪⎪⎭⎫ ⎝⎛-=1121ηξA H S (1.28)椭圆-圆 )1.01)(62.1(201K K a a --=δδξ (1.29)圆-椭圆 )4.01)(62.1(2101δδδξK K a a +-=(1.30) Q ——载荷系数,针对各种孔型轧制情况的Q 值回归模型为:W W Q /61.10771.0731.0++-=式中:W ——考虑不同轧制条件的无量纲参数; 102F F F W d+=其中:10,F F 分别为轧件入出口断面面积。
1.1.6轧制力矩及功率模型轧制力矩计算公式为:ψm z PL M =(1.31) 式中:P ——轧制压力m L ——平均接触弧长度ψ——力臂系数力臂系数ψ也采用对各种孔型轧制情况的回归模型:W W /083.0108.0705.0+-=ψ(1.34) 轧制功率是单位时间所做的功,即:tAN =(1.35) 式中:A ——变形功,KJ ; t ——轧制时间,s 。
又由轧制所消耗的功与轧制力矩之间的关系为:VtARt A AM ===ωθ(1.36) 式中:θ——角度,rad ; ω——角速度,rad/s ; R ——轧辊半径,mm ; V ——轧辊线速度,m/s 。
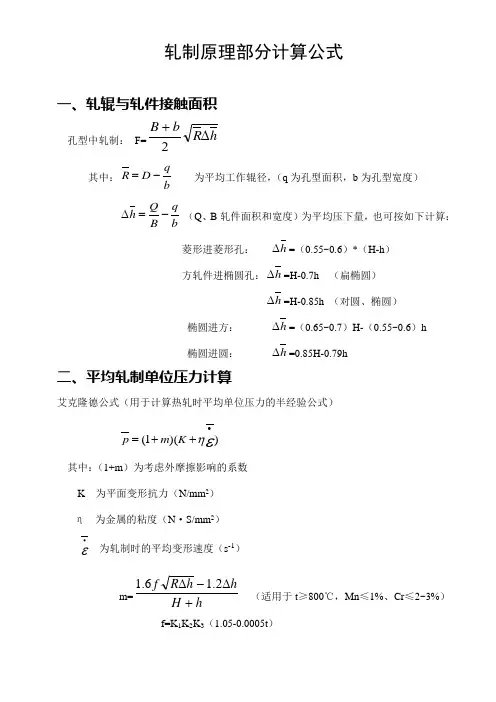
轧制原理部分计算公式一、轧辊与轧件接触面积孔型中轧制: F=h R bB ∆+2其中:b qD R -= 为平均工作辊径,(q 为孔型面积,b 为孔型宽度)bqB Q h -=∆ (Q 、B 轧件面积和宽度)为平均压下量,也可按如下计算: 菱形进菱形孔: h ∆=(0.55~0.6)*(H-h )方轧件进椭圆孔:h ∆=H-0.7h (扁椭圆)h ∆=H-0.85h (对圆、椭圆) 椭圆进方: h ∆=(0.65~0.7)H-(0.55~0.6)h 椭圆进圆: h ∆=0.85H-0.79h二、平均轧制单位压力计算艾克隆德公式(用于计算热轧时平均单位压力的半经验公式) ))(1(εη∙++=K m p 其中:(1+m )为考虑外摩擦影响的系数 K 为平面变形抗力(N/mm 2) η 为金属的粘度(N ·S/mm 2)ε∙为轧制时的平均变形速度(s -1)m=hH hh R f +∆-∆2.16.1 (适用于t ≥800℃,Mn ≤1%、Cr ≤2~3%)f=K 1K 2K 3(1.05-0.0005t )R :孔型中央位置的轧辊半径; △h :该道次压下量;K1:考虑轧辊的材质影响系数,钢辊K1=1.0,铸铁辊K1=0.8; K2:考虑轧制速度的影响系数,按《塑性变形与轧制原理》图4-12定; K3:考虑到轧件的材质影响系数,按《塑性变形与轧制原理》表4-3定; t :轧制温度。
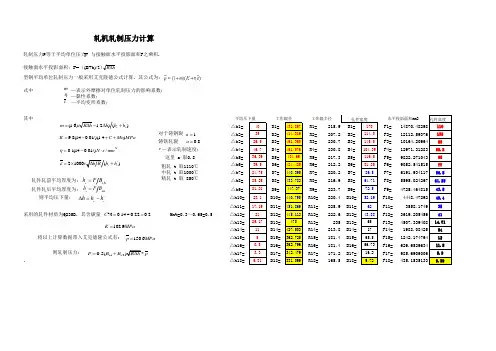
K=(137-0.098t )(1.4+C+Mn+0.3Cr ) N/mm2 η=0.01(137-0.098 t )·C ' N ·S/mm 2)(12-∙+∆=s hH R hV ε三、轧机传动力矩组成及计算M 电=(Mz/i )+M f +M k +M d其中:i 为电机至轧辊的减速比;Mz=2×P ×ψ×R h ⨯∆=p ·ψ·(B+b )·△h ·RM f =(M f 1)/i+ M f2M f1=P ·d ·f 1P =p ·F=p ·hR bB ∆2+ d 为辊颈直径M f2=))(11(1iM Mz f +-η因此推得M f =)1'1('1-+ηηi Mz i M fM K :空转力矩 Md :动力矩功率:N=331055.9108.9602⨯∙=⨯⨯∙∙nM g n M 电电π (千瓦)或者 N=33107108.94.1⨯∙=⨯∙n M n M 电电 (马力)n 为电机转速(转/分)2005.8.3。
4轧制力和功率的计算轧制代表了很多关系分析的特殊问题,它也是一个重要的工业流程。
其中板的轧制已经被广泛的研究了。
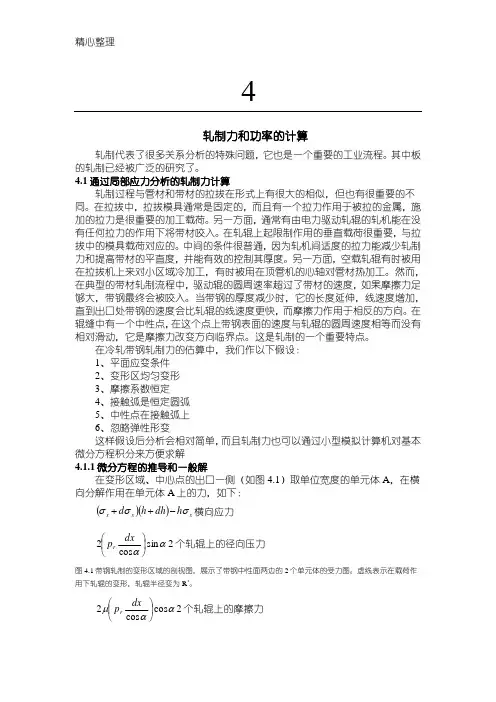
4.1通过局部应力分析的轧制力计算x x x h dh h d σσσ-++横向应力ααsin cos 2⎪⎭⎫ ⎝⎛dx p r 2个轧辊上的径向压力 图4.1带钢轧制的变形区域的剖视图,展示了带钢中性面两边的2个单元体的受力图。
虚线表示在载荷作用下轧辊的变形,轧辊半径变为R ’。
ααμcos cos 2⎪⎭⎫ ⎝⎛dx p r 2个轧辊上的摩擦力因为稳定轧制,所以单元体处于平衡状态:02tan 2=+++dx p dx p dh hd r r x x μασσ(4.1)在中性点入口一侧的单元体B 也处于平衡状态,摩擦力的方向与其相反,我们得到一个类似的方程:为方便起见,将2个方程统一表达:02tan 2=±++dx p dx p dh hd r r x x μασσ(4.2)这里,上面的符号“-”表示前滑区,下面的符号“+”表示后滑区。
带入公式αtan 2dx dh =得:常需要考虑S 的增加,因此方程4.3变为:()()()dh p hp hS d h d x αμσcot 1±-=-=(4.6)由于假设轧辊的半径是恒定的,所以能方便的用极坐标(R,α)替换dh: 又因为()()αμαcot 1sin 2±-=-Rp hp hS d根据量纲比S p /,()αμαααcot sin 2)(11±-=⎪⎭⎫ ⎝⎛-+⎪⎭⎫ ⎝⎛-Rp d hS d S p S p d d hS(4.7) 由Bland 和Ford 于1948年提出的简化,让这个方程更直接的积分。
在大多数情况下,轧制压力随辊缝里角度位置的变化比屈服应力随之的变化要大的多。
此外,hS 的乘积的变化将更小,因为S 随h 的减小而增加。
因此,与式子⎪⎭⎫ ⎝⎛-S p d d hS 1α比较,式子()hS d d S p α⎪⎭⎫ ⎝⎛-1通常被忽略。
三、几个重要工艺参数的计算1、轧制压力、轧制力矩的计算(1)平均单位压力计算平均单位压力一般形式式中? ——应力状态影响系数;——考虑外摩擦及变形区几何参数对应力状态的影响系数;——考虑外区(外端)对应力状态的影响系数;——考虑张力对应力状态的影响系数,其值小于1,当张力很大时可达到0.7~0.8。
——考虑轧件宽度影响的系数;——对应一定的钢种、变形温度、变形速度、变形程度的单向拉伸(或压缩)变形抗力(或屈服极限);——考虑中间主应力对应力状态的影响系数。
在1~1.15范围内变化,如果忽略宽展,认为轧件产生平面变形,有,则,=1.15。
斯米尔诺夫根据因次理论得出如下关系式当时,当时,、为变形区平均宽度和平均高度,为外摩擦系数。
根据大量现场实测和实验室研究结果表明,影响轧件应力状态的主要参数是接触弧长度与轧件平均高度的比值。
该比值综合反映了变形区三个主要参数R(工作辊半径)、(轧前厚度)、(压下量)对影响状态的影响。
1)热轧钢板轧机热轧钢板轧机包括中厚板与薄板轧机。
中厚板轧机(包括热轧薄板轧机的粗轧机组)轧制特点与初轧(开坯)机相近,外区影响()是主要的;与初轧不同点是宽度较大,可近似认为是平面应变情况,此时,。
薄板轧机的产品厚度为1.2~16mm。
其待点是,一般为1.5~7,此时,外区影响不存在(),而接触弧上摩擦力是造成应力状态的主要因素,其平均单位压力可表示为外摩擦对应力状态的影响系数,可按前面介绍的采利柯夫方法与西姆斯方法进行计算。
热轧薄板精轧机组平均单位压力计算用得最多的是西姆斯公式。
实际计算时常常使用以下简化式或美板佳助简化式。
2)冷轧带钢轧机冷轧带钢轧机的轧件尺寸更接近于推导理论公式时所做的假设,即宽度比厚度大得多,宽展很小,可认为是平面变形问题。
轧件厚度小,轧件内部不均匀变形可忽略,因而平面断面假设和滑动摩擦理论与冷轧带钢(薄板)的情况较符合。
此外,冷轧时均采用张力轧制,因而计算冷轧平均单位压力时,必须考虑张力影响。
5 轧制力能参数计算与强度效核5.1 计算各道次轧制压力、力矩、功率5.1.1 各道次的压力单位压力:爱克隆德公式p=(1+m)(K+ηu )(Mpa) (5-1)式中m----表示外摩擦对单位压力影响的系数;f----轧件与轧辊间的摩擦系数;对于钢轧辊,f=1.05-0.0005t;R----轧辊工作半径(mm),四辊轧机取450mm;----压下量,= - (mm);, ----轧制前后的轧件高度(mm);t----轧制温度(℃);K----静压力下单位变形抗力;K=9.8(14-0.01t)(1.4+C%+Mn%)Mpa,C%取0.2%,Mn%取1.4%。
η----被轧钢材的粘度系数η=9.8×0.01(14-0.01t)C Mpa•sC----关于轧制速度系数,V(m/s)<6时,C取1 ;v=6~10m/s时,C=0.8v----线速度,=3.14×0.9×60/60=2.826m/s,所以C=1。
u----变形速率为(s-1)轧制时金属对轧辊产生的总压力为:P=plB (5-2)式中p----平均单位压力(Mpa)B----轧件宽度,----变形区长度,例如,第一道次,f=1.05-0.0005t=1.05-0.0005×1150=0.475= =0.095K=9.8(14-0.01t)(1.4+C%+Mn%)=9.8×(14-0.01×1150)(1.4+0.2+1.4)=73.5η=9.8×0.01(14-0.01t)C=0.098×(14-0.01×1150)=0.245=3.14×900×29.28/60=1379.088mm/s= =1.0028= =67.08则平均单位压力p=(1+m)(K+ηu )=(1+0.095)(73.5+0.245×1.0028)=80.75Mpa轧制时金属对轧辊产生的总压力:P=plB=80.75×67.08×2320=12566767.2kg=12.57MN其他道次的计算结果列于表5-1。