冷轧轧制压力实用计算
- 格式:pdf
- 大小:207.01 KB
- 文档页数:4
四辊轧机轧制力经验公式:工作辊长度L(mm)*系数A(一般取值1.4~1.48),得出的值单位为吨(t)
绝对压下量=入口厚度H-出口厚度h
绝对宽展量=出口宽度b-入口宽度B
绝对延伸量=出口长度l-入口长度L
计算带钢轧完后的总长:入口厚度除以轧完的厚度乘以入口长度
延伸系数=入口长度/出口长度
压下系数=入口厚度/出口厚度
如果对于碳钢,张力=(0.18+0.01*n)*弯形抗力,n为道次数。
1450轧机轧制力控制在1吨/mm钢板以内,800轧机控制在0.60吨/mm钢板以内。
取张力T=k×σs×b×h
式中:k为张力系数板厚为0.3~1mm时k=0.5~0.8
板厚为1~2mm时k=0.2~0.5
板厚为2~4mm时k=0.1~0.2
σs为屈服强度
b为板宽
h为板厚
卷取张力T=k×σs×b×h
式中:k为张力系数板厚为0.3~1mm时k=0.5~0.8
板厚为1~2mm时k=0.2~0.5
板厚为2~4mm时k=0.1~0.2
如果对于碳钢,张力=(0.18+0.01*n)*弯形抗力,n为道次数。
1450轧机轧制力控制在1吨/mm钢板以内,800轧机控制在0.60吨/mm钢板以内。
《轧钢机械》一书中有具体计算和选择方法
多辊轧机主要业绩。

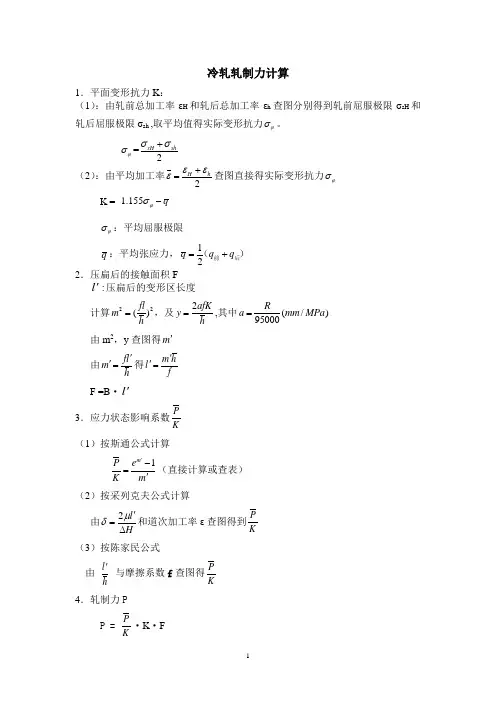
冷轧轧制力计算1.平面变形抗力K :(1):由轧前总加工率εH 和轧后总加工率εh 查图分别得到轧前屈服极限σsH 和轧后屈服极限σsh ,取平均值得实际变形抗力ϕσ。
ϕσ=2sH shσσ+(2):由平均加工率2H h εεε+=查图直接得实际变形抗力ϕσ K = 1.155q ϕσ- ϕσ:平均屈服极限q :平均张应力,12q q q =+后前() 2.压扁后的接触面积Fl ':压扁后的变形区长度 计算22()fl m h =,及2afK y h=,其中(/)95000R a mm MPa = 由m 2,y 查图得m ' 由fl m h''=得m h l f ''= F =B ·l '3.应力状态影响系数P K(1)按斯通公式计算1m P e K m '-='(直接计算或查表) (2)按采列克夫公式计算由2l H μδ'=∆和道次加工率ε查图得到P K(3)按陈家民公式由 l h' 与摩擦系数f 查图得P K 4.轧制力P P = P K·K ·F例:冷轧H62黄铜,退火厚度为H 退=0.4mm ,第三道次轧前厚度H=0.16mm ,第三道次轧后h=0.13mm ,直径D=150mm ,B=216mm ,f = 0.07,q h = 178MPa , q H = 188MPa ,计算冷轧轧制力。
解:(1)计算K 值轧前总加工率εH = -退退H H H ╳ 100%=-0.40.160.4╳ 100%=60% 轧后总加工率εh = -退退H h H ╳ 100%=-0.40.130.4╳ 100%=67.5% 2H hεεε+==60%67.5%2+=63.8% 由ε=63.8%查图(铜合金屈服极限与压下率的关系图)直接得平均屈服极限ϕσ=610 MPaK ’=1.155ϕσ-2H h q q +=1.15╳610-1781882+=521.6 MPa (2)计算压扁后的弧长l ’ 150752R mm == 0.160.130.14522H h h mm ++=== 0.160.130.03H H h mm ∆=-=-=0.160.1318.8%0.16H h H ε--===1.5l mm ===2220.07 1.50.5240.145fl z h ⨯⎛⎫⎛⎫=== ⎪ ⎪⎝⎭⎝⎭ '752521.60.072950000.3980.145afK y h⨯⨯⨯=== 由z 2和y 得''1.21fl m h == ''1.210.1452.510.07m h l mm f ⨯=== (3)应力状态影响系数P K按斯通公式计算1m P e K m '-='(直接计算或查表4-1)=1.945 (4)计算轧制力 P = P K·K ·F=1.945×521.6×2.51×216×10-3=550KN 方法二:按陈家民的混合摩擦规律 由' 2.5117.30.145l h ==,f=0.07查图4-16得P K =1.93 P = P K·K ·F=1.93×521.6×2.51×216×10-3=546KN 方法三:按采利柯夫公式 由220.07 2.5111.70.03fl H δ'⨯⨯===∆,18.8%ε=查图4-13 P K=1.93 P =P K·K ·F=1.93×521.6×2.51×216×10-3=546KN。
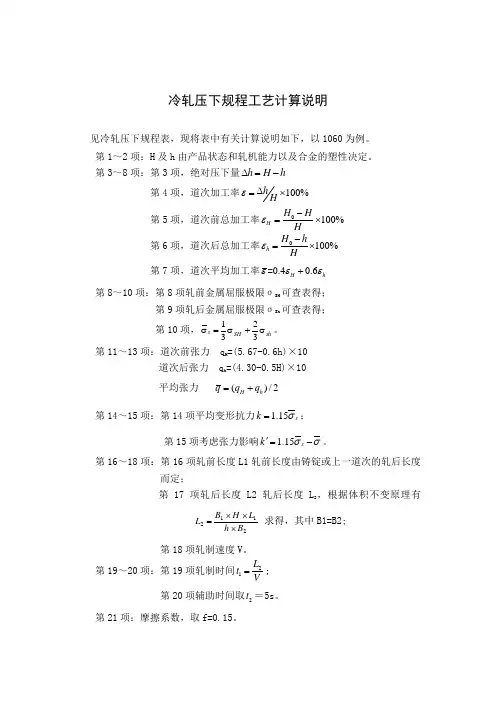
冷轧压下规程工艺计算说明见冷轧压下规程表,现将表中有关计算说明如下,以1060为例。
第1~2项:H 及h 由产品状态和轧机能力以及合金的塑性决定。
第3~8项:第3项,绝对压下量h H h ∆=- 第4项,道次加工率100%hH ε∆=⨯第5项,道次前总加工率0100%H H H H ε-=⨯第6项,道次后总加工率0100%h H h Hε-=⨯第7项,道次平均加工率0.40.6H h εεε+= 第8~10项:第8项轧前金属屈服极限σSH 可查表得; 第9项轧后金属屈服极限σSh可查表得;第10项,shSH sσ+σ=σ3231。
第11~13项:道次前张力 q H =(5.67-0.6h)×10 道次后张力 q h =(4.30-0.5H)×10 平均张力 ()/2H h q q q =+ 第14~15项:第14项平均变形抗力 1.15s k σ=; 第15项考虑张力影响 1.15s k σσ'=-。
第16~18项:第16项轧前长度L1轧前长度由铸锭或上一道次的轧后长度而定;第17项轧后长度L2轧后长度L 2,根据体积不变原理有2112B h L H B L ⨯⨯⨯=求得,其中B1=B2;第18项轧制速度V 。
第19~20项:第19项轧制时间21L t V=;第20项辅助时间取2t =5s 。
第21项:摩擦系数,取f=0.15。
第22项:接触弧水平投影hR L ∆⨯=其中R 为工作辊直径,取325mm 。
第23~24项:第23项2/()m f L H h =+,其中L =第24项4/()y a f k H h '=+ ,其中/9500a R = , 第25项m '由m 、y,可查表得。
第26~27项:第26项轧辊弹性压扁弧水平投影''()/(2)L m H h m =⨯+⨯; 第27项参数='2/()f L H h δ=⨯⨯+。

冷轧轧制力计算1.平面变形抗力K :(1):由轧前总加工率εH 和轧后总加工率εh 查图分别得到轧前屈服极限σsH 和轧后屈服极限σsh ,取平均值得实际变形抗力ϕσ。
ϕσ=2sH shσσ+(2):由平均加工率2H h εεε+=查图直接得实际变形抗力ϕσ K = 1.155q ϕσ- ϕσ:平均屈服极限q :平均张应力,12q q q =+后前() 2.压扁后的接触面积Fl ':压扁后的变形区长度 计算22()fl m h =,及2afK y h=,其中(/)95000R a mm MPa = 由m 2,y 查图得m ' 由fl m h''=得m h l f ''= F =B ·l '3.应力状态影响系数P K(1)按斯通公式计算1m P e K m '-='(直接计算或查表) (2)按采列克夫公式计算由2l H μδ'=∆和道次加工率ε查图得到P K(3)按陈家民公式由 l h' 与摩擦系数f 查图得P K 4.轧制力P P =P K ·K ·F例:冷轧H62黄铜,退火厚度为H 退=0.4mm ,第三道次轧前厚度H=0.16mm ,第三道次轧后h=0.13mm ,直径D=150mm ,B=216mm ,f = 0.07,q h = 178MPa , q H = 188MPa ,计算冷轧轧制力。
解:(1)计算K 值轧前总加工率εH = -退退H H H ╳ 100%=-0.40.160.4╳ 100%=60% 轧后总加工率εh = -退退H h H ╳ 100%=-0.40.130.4╳ 100%=67.5% 2H hεεε+==60%67.5%2+=63.8% 由ε=63.8%查图(铜合金屈服极限与压下率的关系图)直接得平均屈服极限ϕσ=610 MPaK ’=1.155ϕσ-2H h q q +=1.15╳610-1781882+=521.6 MPa (2)计算压扁后的弧长l ’ 150752R mm == 0.160.130.14522H h h mm ++=== 0.160.130.03H H h mm ∆=-=-=0.160.1318.8%0.16H h H ε--===1.5l mm ===2220.07 1.50.5240.145fl z h ⨯⎛⎫⎛⎫=== ⎪ ⎪⎝⎭⎝⎭ '752521.60.072950000.3980.145afK y h⨯⨯⨯=== 由z 2和y 得''1.21fl m h == ''1.210.1452.510.07m h l mm f ⨯=== (3)应力状态影响系数P K 按斯通公式计算1m P e K m '-='(直接计算或查表4-1)=1.945 (4)计算轧制力 P = P K·K ·F=1.945×521.6×2.51×216×10-3=550KN 方法二:按陈家民的混合摩擦规律 由' 2.5117.30.145l h ==,f=0.07查图4-16得P K =1.93 P = P K·K ·F=1.93×521.6×2.51×216×10-3=546KN 方法三:按采利柯夫公式 由220.07 2.5111.70.03fl H δ'⨯⨯===∆,18.8%ε=查图4-13 P K=1.93 P =P K·K ·F=1.93×521.6×2.51×216×10-3=546KN。
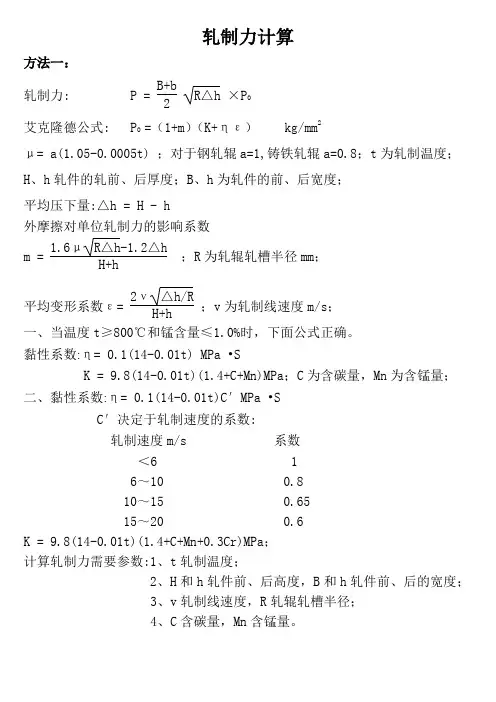
轧制力计算
方法一:
轧制力: P = B+b 2 R △h ×P 0 艾克隆德公式: P 0 =(1+m )(K+ηε) kg/mm 2
μ= a(1.05-0.0005t) ;对于钢轧辊a=1,铸铁轧辊a=0.8;t 为轧制温度; H 、h 轧件的轧前、后厚度;B 、h 为轧件的前、后宽度;
平均压下量:△h = H - h
外摩擦对单位轧制力的影响系数
m = 1.6μR △h-1.2△h H+h
;R 为轧辊轧槽半径mm ; 平均变形系数ε= 2ν△h/R H+h
;v 为轧制线速度m/s ; 一、当温度t ≥800℃和锰含量≤1.0%时,下面公式正确。
黏性系数:η= 0.1(14-0.01t) MPa •S
K = 9.8(14-0.01t)(1.4+C+Mn)MPa ;C 为含碳量,Mn 为含锰量;
二、黏性系数:η= 0.1(14-0.01t)C ′MPa •S
C ′决定于轧制速度的系数:
轧制速度m/s 系数
<6 1
6~10 0.8
10~15 0.65
15~20 0.6
K = 9.8(14-0.01t)(1.4+C+Mn+0.3Cr)MPa ;
计算轧制力需要参数:1、t 轧制温度;
2、H 和h 轧件前、后高度,B 和h 轧件前、后的宽度;
3、v 轧制线速度,R 轧辊轧槽半径;
4、C 含碳量,Mn 含锰量。
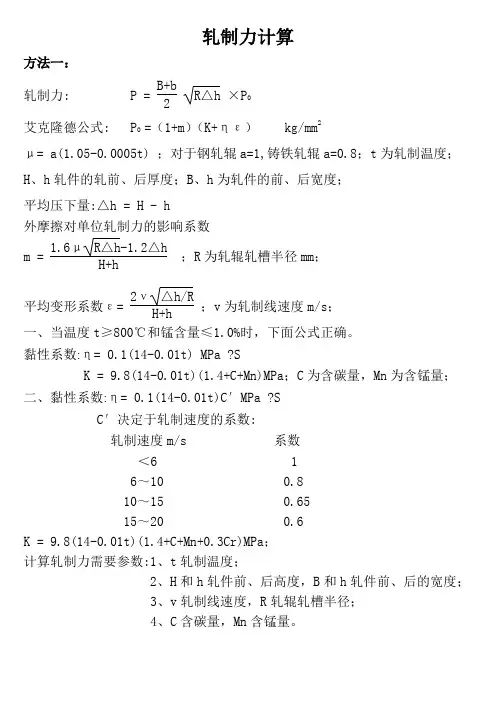
轧制力计算
方法一:
轧制力: P = B+b 2 R △h ×P 0 艾克隆德公式: P 0 =(1+m )(K+ηε) kg/mm 2
μ= a(1.05-0.0005t) ;对于钢轧辊a=1,铸铁轧辊a=0.8;t 为轧制温度; H 、h 轧件的轧前、后厚度;B 、h 为轧件的前、后宽度;
平均压下量:△h = H - h
外摩擦对单位轧制力的影响系数
m = 1.6μR △h-1.2△h H+h
;R 为轧辊轧槽半径mm ; 平均变形系数ε= 2ν△h/R H+h
;v 为轧制线速度m/s ; 一、当温度t ≥800℃和锰含量≤1.0%时,下面公式正确。
黏性系数:η= 0.1(14-0.01t) MPa ?S
K = 9.8(14-0.01t)(1.4+C+Mn)MPa ;C 为含碳量,Mn 为含锰量;
二、黏性系数:η= 0.1(14-0.01t)C ′MPa ?S
C ′决定于轧制速度的系数:
轧制速度m/s 系数
<6 1
6~10 0.8
10~15 0.65
15~20 0.6
K = 9.8(14-0.01t)(1.4+C+Mn+0.3Cr)MPa ;
计算轧制力需要参数:1、t 轧制温度;
2、H 和h 轧件前、后高度,B 和h 轧件前、后的宽度;
3、v 轧制线速度,R 轧辊轧槽半径;
4、C 含碳量,Mn 含锰量。
冷轧轧制力计算1.平面变形抗力K :(1):由轧前总加工率εH 和轧后总加工率εh 查图分别得到轧前屈服极限σsH 和轧后屈服极限σsh ,取平均值得实际变形抗力ϕσ。
ϕσ=2sH shσσ+(2):由平均加工率2H h εεε+=查图直接得实际变形抗力ϕσ K = 1.155q ϕσ- ϕσ:平均屈服极限q :平均张应力,12q q q =+后前() 2.压扁后的接触面积Fl ':压扁后的变形区长度 计算22()fl m h =,及2afK y h=,其中(/)95000R a mm MPa = 由m 2,y 查图得m ' 由fl m h''=得m h l f ''= F =B ·l '3.应力状态影响系数P K(1)按斯通公式计算1m P e K m '-='(直接计算或查表) (2)按采列克夫公式计算由2l Hμδ'=∆和道次加工率ε查图得到P K (3)按陈家民公式由 l h' 与摩擦系数f 查图得P K 4.轧制力P P =P K ·K ·F例:冷轧H62黄铜,退火厚度为H 退=0.4mm ,第三道次轧前厚度H=0.16mm ,第三道次轧后h=0.13mm ,直径D=150mm ,B=216mm ,f = 0.07,q h = 178MPa , q H = 188MPa ,计算冷轧轧制力。
解:(1)计算K 值轧前总加工率εH = -退退H H H ╳ 100%=-0.40.160.4╳ 100%=60% 轧后总加工率εh = -退退H h H ╳ 100%=-0.40.130.4╳ 100%=67.5% 2H hεεε+==60%67.5%2+=63.8% 由ε=63.8%查图(铜合金屈服极限与压下率的关系图)直接得平均屈服极限ϕσ=610 MPaK ’=1.155ϕσ-2H h q q +=1.15╳610-1781882+=521.6 MPa (2)计算压扁后的弧长l ’ 150752R mm == 0.160.130.14522H h h mm ++=== 0.160.130.03H H h mm ∆=-=-=0.160.1318.8%0.16H h H ε--===1.5l mm ===2220.07 1.50.5240.145fl z h ⨯⎛⎫⎛⎫=== ⎪ ⎪⎝⎭⎝⎭ '752521.60.072950000.3980.145afK y h⨯⨯⨯=== 由z 2和y 得''1.21fl m h == ''1.210.1452.510.07m h l mm f ⨯=== (3)应力状态影响系数P K 按斯通公式计算1m P e K m '-='(直接计算或查表4-1)=1.945 (4)计算轧制力 P = P K·K ·F=1.945×521.6×2.51×216×10-3=550KN 方法二:按陈家民的混合摩擦规律 由' 2.5117.30.145l h ==,f=0.07查图4-16得P K =1.93 P = P K·K ·F=1.93×521.6×2.51×216×10-3=546KN 方法三:按采利柯夫公式 由220.07 2.5111.70.03fl H δ'⨯⨯===∆,18.8%ε=查图4-13 P K=1.93 P =P K·K ·F=1.93×521.6×2.51×216×10-3=546KN。
轧制力计算
方法一:
轧制力: P = B+b 2 R △h ×P 0
艾克隆德公式: P 0 =(1+m )(K+ηε) kg/mm 2
μ= a ;对于钢轧辊a=1,铸铁轧辊a=;t 为轧制温度;
H 、h 轧件的轧前、后厚度;B 、h 为轧件的前、后宽度;
平均压下量:△h = H - h
外摩擦对单位轧制力的影响系数
m = 错误! ;R 为轧辊轧槽半径mm ;
平均变形系数ε= 2ν△h/R
H+h ;v 为轧制线速度m/s ;
一、当温度t ≥800℃和锰含量≤%时,下面公式正确。
黏性系数:η= MPa ?S
K = +C+Mn)MPa ;C 为含碳量,Mn 为含锰量;
二、黏性系数:η= C ′MPa ?S
C ′决定于轧制速度的系数:
轧制速度m/s 系数
<6 1
6~10
10~15
15~20
K = +C+Mn+MPa ;
计算轧制力需要参数:1、t 轧制温度;
2、H 和h 轧件前、后高度,B 和h 轧件前、后的宽度;
3、v 轧制线速度,R 轧辊轧槽半径;
4、C 含碳量,Mn 含锰量。
轧制力的计算1.校核咬入条件第一道次:△h = 2 ( R-Rcos 0)又••• △h = F H?B - F h?b = ( 150*150 )/150 - [ ( 150-5+165.75 )*105?2 ]/165.75=51.2mm△ h•••0 = arc cos (1 - 灵)=arc cos (1 - 51.2/ 500 ) = 25.8 °•/ tan 0 即tan 25 .8 ° v ? = 0.48故可以顺利自然咬入。
2.轧制力的计算轧制压力:P= ??F??—平均单位压力 F —接触面积B+ b /F = -- v △h R2??? = (1 + m ) (K+ n £ )B、b ――轧件轧制前与轧制后宽度△h ---- 压下量R——轧辊半径m——外摩擦对单位轧制压力影响系数粘性系数K――化学成分修正系数?£ ――平均变形速度第一道次计算:B+b 150 + 165.75 ------------F = 2^Ah R = ——2v5l .2 ? 250 = 17861.52 mm取a = 0.8f = a (1.05 —0.0005t ): =0.8* (1.05-0.0005*1150 °)= 0.38查资料取v = 8 m ?s 故C C=0.8n= 0.1 (14 —0.01t )C Z=0.1 (14-0.01 ) *0.8 =1.12 Mpa s= 2V vAh?R / (H+h )£=2*8* “A 512?250 / (150+105 ) = 0.028K = 9.8 ( 14-0.01T ) (1.4+C+Mn )=9.8* (14-0.01*1150 ) * (1.4+0.2 %) = 34.35 Mpam = [ ( 1.6 ?vR -Ah ) - 1.2 A h ] /(H+h)=[(1.6 *0.36 v51 .2 -250 ) - 1.251.2] / (150+105) = 0.015 ??? = (1 + m ) (K+ n £ )=(1 + 0.015 ) (34.35+ 1.12*0.028 ) = 34.90P= ??F=34.90 * 17861.52 = 623.37同理第二道次计算:B+ b 105 + 115.07 2F =〒VA h R = ―2—必.14?250= 3082.94 mm取a = 0.8f = a (1.05 —0.0005t ) = 0.8* (1.05-0.0005*1150 ° )= 0.38查资料取v = 8 m?s 故C = 0.8n= 0.1 (14 —O.OIt )C=0.1 (14-0.01 ) *0.8 = 1.12 Mpa •? -----------= 2V VAh?R / (H+h )£=2*8* V3.14?250/ (105+115.4 ) = 0.01K = 9.8 ( 14-0.01T ) (1.4+C+Mn )=9.8* (14 - 0.01*1150 ) * (1.4+0.2 %) = 34.35 Mpam = [ ( 1.6 ?VR -Ah ) - 1.2 A h ] / (H+h)=[(1.6 *0.36 V3.14 -250 ) - 1.251.2] / (105+115.4) = 0.056 ??? = (1 + m ) (K+ n £ )=(1 + 0.056 ) (34.35+ 1.12*0.01 ) = 36.28P= ??F = 111.85 k N其他道次如上,故可得:P1 = =623.37 k N P2 : =111.85 k N P3 =418.1 k NP4 = =333.03 k N P5 : =528.62 k N P6 =210.82 k NP7 = =360.45 k N P8 : =152.64 k N P9 =172.96 k NP10 =69.54 k N P11 =81.79 k N P12 = :44.77 k NP13 =78.56 k N P14 =20.39 k N P15 =59.05 k N P16 = 34.28 k N学习课件等等THANKS !!!致力为企业和个人提供合同协议, 策划案计划书,打造全网一站式需求欢迎您的下载,资料仅供参考。
冷轧压下量计算公式冷轧压下量是冷轧工艺中的一个重要参数,它对于冷轧产品的质量和性能有着关键的影响。
那咱们就来好好聊聊冷轧压下量的计算公式。
在冷轧过程中,压下量的计算可不能马虎。
它的计算公式通常是这样的:压下量 = (轧前厚度 - 轧后厚度)/ 轧前厚度 × 100% 。
就拿我曾经在工厂实习时的经历来说吧。
当时我跟着一位经验丰富的老师傅,他就特别注重压下量的控制。
有一次,我们接到了一批冷轧钢板的生产任务。
师傅在操作台前,眼睛紧紧盯着那些参数,手里还拿着个小本子,不停地记录着。
那时候,我们要把一批初始厚度为 10 毫米的钢板冷轧到 8 毫米。
按照公式一算,压下量 = (10 - 8)/ 10 × 100% = 20% 。
可别小看这 20%的压下量,稍微有点偏差,那钢板的性能可就差之千里啦。
师傅一边操作着机器,一边给我讲解:“这压下量啊,不能太大,也不能太小。
太大了,钢板容易出现裂纹,太小了,又达不到我们想要的强度和硬度。
” 我在旁边听得连连点头。
在实际的生产中,影响冷轧压下量的因素那可多了去了。
比如说材料的性质,不同的钢材,它的延展性和强度都不一样,能承受的压下量也就不同。
还有轧辊的直径和表面状态,如果轧辊磨损了,或者直径不合适,也会影响压下量的精度。
另外,轧制速度也得考虑进去。
速度太快,可能会导致变形不均匀;速度太慢,又影响生产效率。
这就像是一场精细的舞蹈,每个环节都得配合得天衣无缝。
我还记得有一次,因为我们没有充分考虑到材料的温度变化,结果压下量出现了偏差,生产出来的钢板质量不达标。
这可给我们上了深刻的一课,让我们明白了在计算压下量的时候,要把各种因素都综合考虑进去,不能有丝毫的马虎。
总之,冷轧压下量的计算公式虽然看起来简单,但要真正运用好,可不是一件容易的事儿。
它需要我们对材料、设备、工艺等方面都有深入的了解和丰富的经验。
只有这样,才能生产出高质量的冷轧产品。
所以啊,朋友们,别小看这一个小小的计算公式,它背后可是有着大大的学问呢!。
机组工艺参数的选择确定
卷取机单位张应力:
卷取单位张应力的选定,应该根据冷轧过程的工序特点选择、确定,拉矫机组的产品基本为最终产品,其卷取张力只要适合成品卷取的工艺要求即可。
单位张应力应据带材的屈服极限确定。
屈服极限的选择应该据实际生产产品的实测屈服极限进行核算,重卷机组的卷取张力要求只要卷取后不塌卷,卷取边部整齐。
一般带材深冲钢等,σs定为280Mpa(N/mm2)
q=(0.03~0.05)σs
=(0.03~0.05)×280
=8.4~14MPa(N/mm2)
=0.84~1.4kg/mm2
q—单位张应力,Mpa(N/mm2)
机组卷取张力:
T=qBh
T—卷取张力,N;
B—带钢宽度,mm;
h—带钢厚度,mm;
T=qBh=1.0×1580×1.5=2.37 T
低合金高强度钢等,σs定为450Mpa(N/mm2)
q=(0.03~0.05)σs
=(0.03~0.05)×450
=13.5~22.5MPa(N/mm2)
=1.35~2.25kg/mm2
q—单位张应力,Mpa(N/mm2)
机组卷取张力:
T=qBh
T—卷取张力,N;
B—带钢宽度,mm;
h—带钢厚度,mm;
T=qBh=1.45×1580×1.5=3.4365 T。
轧制力计算
方法一:
轧制力: P = B+b 2 R △h ×P 0 艾克隆德公式: P 0 =(1+m )(K+ηε) kg/mm 2
μ= a(1.05-0.0005t) ;对于钢轧辊a=1,铸铁轧辊a=0.8;t 为轧制温度; H 、h 轧件的轧前、后厚度;B 、h 为轧件的前、后宽度;
平均压下量:△h = H - h
外摩擦对单位轧制力的影响系数
m = 1.6μR △h-1.2△h H+h
;R 为轧辊轧槽半径mm ; 平均变形系数ε= 2ν△h/R H+h
;v 为轧制线速度m/s ; 一、当温度t ≥800℃和锰含量≤1.0%时,下面公式正确。
黏性系数:η= 0.1(14-0.01t) MPa •S
K = 9.8(14-0.01t)(1.4+C+Mn)MPa ;C 为含碳量,Mn 为含锰量;
二、黏性系数:η= 0.1(14-0.01t)C ′MPa •S
C ′决定于轧制速度的系数:
轧制速度m/s 系数
<6 1
6~10 0.8
10~15 0.65
15~20 0.6
K = 9.8(14-0.01t)(1.4+C+Mn+0.3Cr)MPa ;
计算轧制力需要参数:1、t 轧制温度;
2、H 和h 轧件前、后高度,B 和h 轧件前、后的宽度;
3、v 轧制线速度,R 轧辊轧槽半径;
4、C含碳量,Mn含锰量。
冷轧带钢计算轧制压力斯通公式图表的计算i991年第3婀江苏冶畚35冷轧带钢计算轧制压力斯通公式图表的计算张建忠(常州钢铁厂)通常,我们在用斯通公式计算玲轧带钢轧制压力确定轧辊弹性压扁后的变形区长度时,由于方程复杂,比较难解,一般采用图解法,但当图解法误差较大时,会影响到实际计算精确度,这里进行推导介绍该方程根的通式,连续叠代3~4次即可满足要求.进行推导冷轧轧制压力公式肘,可得这么一个公式;()一c_上f^.(£一g>+(一>(1)式中t£为轧辊压扁后的变形区长度!为轧辊不考虑压扁时的变形区长度令=且一:2~L一(一i)百^2i=(...一).则方程(1)变为=(一1)?+,(2)这里,=.都是已知条件,只要求出即可求出L.对于方程(2).要求出真根一般较困难,这里采用切线法求其近似解.设f()=(e一1)+=0一.我们假设所求根.是孤立的,即可确定一个区间0,),使它只含唯一的根XO.则a>xo<b,假定f">满足下列条件I ④,()在[口]上连续,且f(口)与f(6)异号@f)及,()在((b)内连续,且保持一定的符号.由条件①可知,口之间至少有方程f)=0的一个实根,又由条件③中f0)保持一定的符号知f()为单调函数.故只有唯一的实根Xo,切线法是用皓线孤端点处的切线来代替曲线,在曲线孤端点的纵坐标与f()同号的一端作切线,切线交轴于#,则,比口,6更接近于o,再在托处作切线交轴,则比,更接近于o,以此类推,这里假定和,()同号的一端横坐标为-,则过该端点的曲线切线方程为;一f(x1)=f'(i)-(一I)令0.=1月4z==-一}}fcl—1)?+=一li一————————一一2i(ll—c+1)Y一=2一li一2在=处作皓线的切线,其方程为?一,(2)=f(=)?(一z>令=03=则3=以此类推,其通式为?(一..一l—托一ln一1…一…en—l一2一(3)在工程计算时,其精度达0.001时即可满足.取£:0.001,型36江苏冶金l991年第3期(上接第3O页)3.3改进朴炉方式,控制炉底上涨,防止炉型异变.3.4选用单流道二次燃烧氧枪.为提高废钢比,自1989年起研制,试用单流道二次燃烧氧枪.试验和生产实际表明:单流道二次燃烧氧枪升温快,化渣时间提前约1分钟左右,化渣过程较平稳,炉渣返干,喷溅减少.而且C0燃烧率提高5~7%,可使废钢比提高3~4,铁耗阵耗30~40kg/钢.3.5利用白煤和石灰降低留渣的氧化性,消除兑铁时出现大喷现象.此种留渣操作法可消除不安垒因素.它使吹炼前期碱度提高,石灰熔化提前,有利于前期去lP,s,并且使石灰消耗降低,渣中(XEeO)损失降低3.6增建声呐炉渣监铡仪,加强欢炼过程化渣情况监测,防止炉渣返干和过泡沫化,清除喷渣现象.3.7提高复吹效果.几年的复吹攻关表明,复吹增强了熔池的搅拌效果,使吹炼更加平衡,有利于降低钢中[0]和炉渣的(XEeO),使金属收得率提高.3.8提高炉前操作工的技术水平和工作责任心,减少成分不符和脱氧不良造成的皮下气泡和浇注跑钢废品.3.9改进滑动水口的引流砂及其烘烤装置,提高滑动水口钢水的自流率,减少烧水口次数及造成的温降过大的钢水回炉. 3.10提高模铸的挂板率,严格保护渣的投放时间,增强保温效果,消除缩孔废品. 3.11攻进模铸汤道砖上升孔,提高钢水上支率,减少瞎支.3.12加强前后道工序的组织和调度,控制连铸钢水的镇静时间,减少因镇静时间过长造成灼温低回炉及钢水跟不上的停机现象.3.13加强连铸设备的维护,检修,减少浇铸事故,提高连拉炉数,消除脱方等废品.3.14采用少量余钢不回炉再浇注技术,减少二次吹损.1990年进行的余锕不回烧再浇注试验表明t少量余锕回收不会改变母钢水的分成,未对钢的质量产生不良影响. 3.15改变铁水包接受余钢方式,清除包口牯钢现象,保证铁水包集铁堵的完好, 消除铁水入炉损失.3.16加强和完善计量,检测手段,加强仪表维护和校准,提高计量和检测准确性, 将转炉炼钢操作建立在科学管理基础之上.。