冲裁间隙
- 格式:doc
- 大小:22.50 KB
- 文档页数:1
浅谈冲裁模的设计中冲裁间隙的确定摘要通过对冲裁变形过程,冲裁间隙、质量,冲裁件的尺寸精度,模具寿命的分析,结合本人的实际经验,给出了冲裁间隙确定的原则与方法。
关键词变形间隙尺寸精度冲裁间隙冲裁间隙是指冲裁的凸模与凹模刃口之间的间隙,在冲裁模的设计中,冲裁间隙合理选取和确定,能保证模具正常工作,提高工件的质量,延长模具使用寿命,提高生产效率,增加经济效益。
-、冲裁变形过程当凸凹模间隙正常时,其冲裁过程大致可以分为三个阶段。
1.弹性变形阶段2.塑性变形阶段3.断裂分离阶段因为在冲载时,只有塑性变形达到一定值时,断裂才能开始,当刃口附近应力达到材料破坏应力时,凸、凹模间的材料先后在靠近凹、凸模刃口侧面产生裂纹,并沿最大剪应力方向向材料内层扩展,使材料分离。
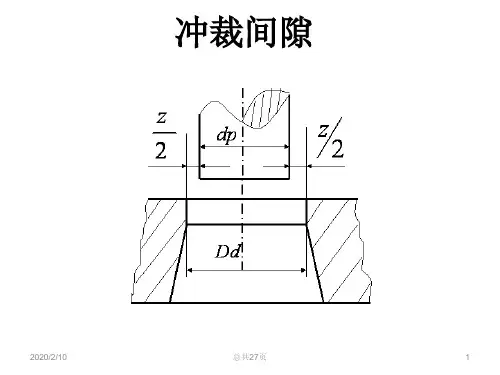
二、冲裁间隙冲裁间隙的数值等于凹模刃口与凸模刃口尺寸之差,如无特殊说明,冲裁是指双边间隙。
冲裁间隙对冲裁尺寸精度、模具寿命、冲裁力、卸料力和推料力也有较大的影响。
因此,冲裁间隙是一个非常重要的工艺参数。
为了获得较高质量的冲裁断面,应该是:光亮带较宽,约占整个断面的1/3以上,塌角、断裂带、毛刺和锥度都很小,整个冲裁零件平面无穹弯现象。
但是,影响冲裁断面质量的因素十分复杂,材料不同,它随材料的性能不同而变化,塑性差的材料,断裂倾向严重,光亮带,塌角及毛刺均较小,而断面大部分是断裂带。
塑性好的材料与此相反,其光亮带所占的比例较大,塌角和毛刺也较大,而断裂带较小,对于同一种材料来说,光亮带、断裂带、塌角和毛刺区四个部分在断面上所占的比例,也不是固定不变的,它与材料本身的厚度、冲裁间隙、模具结构、冲裁速度及刃口锋利程度等因素有关。
其中,影响最大的是冲裁间隙。
三、冲裁的质量冲裁间隙的大小对冲裁件质量的影响,可分下面四种,即:间隙正常、间隙太大、间隙太小、间隙分布不均匀,从冲裁变形过程可知,当冲裁间隙合理时,能够使材料在凸、凹模刃口处产生的上、下裂纹相互重合于同一位置,这样,所得到的冲裁件表面平整尺寸精度符合技术要求的零件。
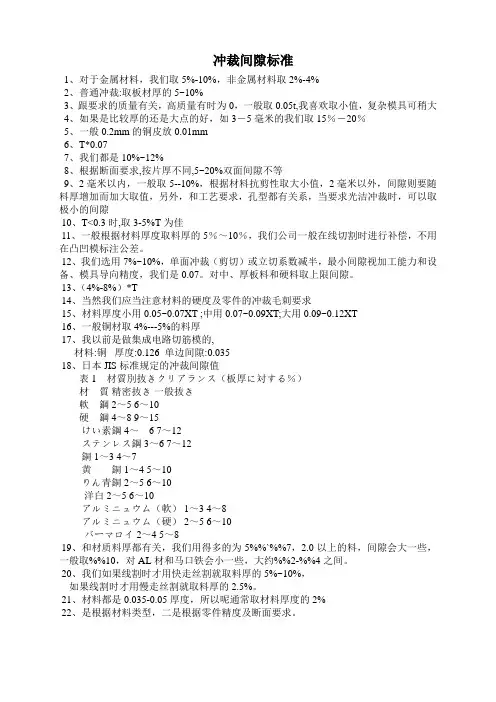
冲裁间隙标准1、对于金属材料,我们取5%-10%,非金属材料取2%-4%2、普通冲裁:取板材厚的5~10%3、跟要求的质量有关,高质量有时为0,一般取0.05t,我喜欢取小值,复杂模具可稍大4、如果是比较厚的还是大点的好,如3-5毫米的我们取15%-20%5、一般0.2mm的铜皮放0.01mm6、T*0.077、我们都是10%~12%8、根据断面要求,按片厚不同,5~20%双面间隙不等9、2毫米以内,一般取5--10%,根据材料抗剪性取大小值,2毫米以外,间隙则要随料厚增加而加大取值,另外,和工艺要求,孔型都有关系,当要求光洁冲裁时,可以取极小的间隙10、T<0.3时,取3-5%T为佳11、一般根据材料厚度取料厚的5%~10%,我们公司一般在线切割时进行补偿,不用在凸凹模标注公差。
12、我们选用7%~10%,单面冲裁(剪切)或立切系数减半,最小间隙视加工能力和设备、模具导向精度,我们是0.07。
对中、厚板料和硬料取上限间隙。
13、(4%-8%)*T14、当然我们应当注意材料的硬度及零件的冲裁毛刺要求15、材料厚度小用0.05~0.07XT ;中用0.07~0.09XT;大用0.09~0.12XT16、一般铜材取4%---5%的料厚17、我以前是做集成电路切筋模的,材料:铜厚度:0.126 单边间隙:0.03518、日本JIS标准规定的冲裁间隙值表1材質別抜きクリアランス(板厚に対する%)材質精密抜き一般抜き軟鋼 2~5 6~10硬鋼 4~8 9~15けい素鋼 4~ 6 7~12ステンレス鋼 3~6 7~12銅 1~3 4~7黄銅 1~4 5~10りん青銅 2~5 6~10洋白 2~5 6~10アルミニュウム(軟) 1~3 4~8アルミニュウム(硬) 2~5 6~10バーマロイ 2~4 5~819、和材质料厚都有关,我们用得多的为5%%`%%7,2.0以上的料,间隙会大一些,一般取%%10,对AL材和马口铁会小一些,大约%%2-%%4之间。
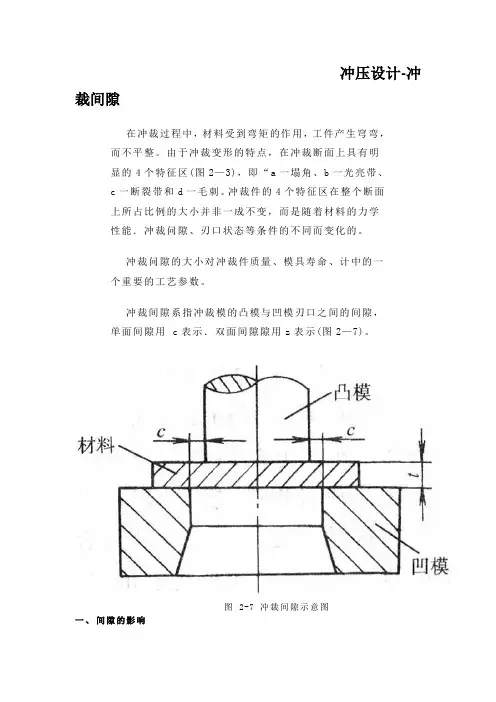
冲压设计-冲裁间隙在冲裁过程中,材料受到弯矩的作用,工件产生穹弯,而不平整。
由于冲裁变形的特点,在冲裁断面上具有明显的4个特征区(图2—3),即“a一塌角、b一光亮带、c一断裂带和d一毛刺。
冲裁件的4个特征区在整个断面上所占比例的大小并非一成不变,而是随着材料的力学性能.冲裁问隙、刃口状态等条件的不同而变化的。
冲裁问隙的大小对冲裁件质量、模具寿命、计中的一个重要的工艺参数。
冲裁间隙系指冲裁模的凸模与凹模刃口之间的间隙,单面间隙用c表示.双面间隙隙用z表示(图2—7)。
图2-7 冲裁间隙示意图一、间隙的影响1.对冲裁质量的影响冲裁什的质量主要是指断面质量、尺寸精度和弯曲度。
(1)对断面质量的影响冲裁断面应平直、光洁、圆角小;光亮带应^有一定的比例,毛刺较小,冲裁件表面应尽可能平整,尺寸应在图样规定的公差范围之内。
影响冲裁件质量的因素有:凸、凹模间隙值大小及其分布的均匀性,模具刃口锋利状态,模具结构与制造精度、材料性能等。
其中。
间隙值大小与分布的均匀程度是主要因素。
冲裁时,间隙合适,可使上下裂纹与最大切应力方向重合,此时产生的冲裁断面比较平直、光洁、毛刺较小,制件的断面质量较好(图2—8b)。
间隙过小或过大将导致上、下裂纹不重合。
间隙过小时,上、下裂纹中间部分被第二次剪切,在断面上产生撕裂面,坪形成第二个光亮带(图2—8a),在端面出现挤长毛刺。
间隙过大.板料所受弯曲与拉伸均变大,断面容易撕裂,使光亮带所占比例减小.产生较大塌角,粗糙的断裂带斜度增大,毛刺大而厚,难于除去.使冲裁断面质量下降(图2 8c)。
图2-8间隙对工件断面质量的影响a) 间隙过小b) 间隙合适c) 间隙过大1—断面带2—光亮带3—圆角带(2)对尺寸精度的影响冲裁件的尺寸精度是指冲裁件实际尺寸与基本尺寸的差值,差值越小,精度越高。
该差值包括两方面的偏差,一是冲裁件相对于凸模或凹模尺寸之偏差,二是模具本身的制造偏差。
冲裁件对于凸模或凹模尺寸的偏差。


通常情况下,不锈钢的冲裁间隙(也称为冲裁间隙或冲裁间距)取决于不锈钢板材的厚度。
一般来说,对于0.1mm厚的不锈钢板,推荐的冲裁间隙为板材厚度的约8% 至12%,这意味着冲裁间隙大约在0.008mm 到0.012mm 之间。
这个范围可以在实际应用中进行微调,以确保冲裁加工的质量和精度。
冲裁间隙的设定对于不锈钢的冲裁加工非常重要,合适的冲裁间隙可以保证切割边缘的平整度和加工质量。
在实际操作中,还需考虑到刀具的磨损、不锈钢材料的硬度和强度等因素,以及具体的冲裁设备和工艺参数,综合考虑确定最佳的冲裁间隙。
冲裁间隙的概念冲裁间隙的概念1. 概念介绍冲裁间隙是指在创作过程中,作者在完成某个作品后面临的一个缓冲期,用来对作品进行审视、修改和改善。
这段时间通常是作者放下作品后,经过一段时间再来审视、修改的时间间隔。
2. 相关内容冲裁间隙的概念与创作过程密切相关,它的意义在于帮助作者获得更客观的视角去看待自己的作品,从而更好地进行审视和修正。
以下是冲裁间隙相关内容的列点介绍:•创作者的情感脱离:冲裁间隙能够帮助创作者在时间的推移中,减少情感对作品的影响。
作者在刚创作完作品的时候,往往对作品充满了情感的投入,有时候会导致主观偏见。
通过冲裁间隙,作者能够在情感脱离后,更客观地对作品进行评估。
•审视和分析作品:冲裁间隙为作者提供了审视作品的时间和空间。
在冲裁间隙中,作者可以重新审视作品的创意、结构、表达等方面。
通过分析作品,作者可以更好地发现潜在问题,并对其进行修正和改进。
•寻求他人的意见和建议:冲裁间隙也为作者提供了机会去寻求他人的意见和建议。
作者可以将作品交给他人评审,听取他们的观点和反馈。
与他人进行交流和讨论,可以帮助作者拓展视野,发现自身作品的不足之处,并进行相应的改进。
•提升作品的质量:通过冲裁间隙,作者可以对作品进行多次的修改和改进。
作者可以梳理作品的逻辑、修正语言和表达上的问题,增强作品的质量和可读性。
•增强作者的自信心:经过冲裁间隙的多次修订和改进,作者的作品将会更加完善。
这种持续的改进过程可以增强作者的自信心和满意度,同时也有助于提升读者对作品的接受度和认可度。
3. 结语冲裁间隙是创作者在作品创作后的一个重要环节,它能够帮助作者获得更客观的视角,提升作品的质量,并增强作者对作品的自信心。
冲裁间隙的正确运用是创作者成功的重要一环,创作者应该充分利用这段时间来审视、改进自己的作品,为读者呈现更好的创作之作。
4. 使用冲裁间隙的技巧以下是使用冲裁间隙的一些技巧和建议:•设定一个合适的冲裁间隙:冲裁间隙的长度需要根据作品的性质和创作的需要来确定。
冲压设计-冲裁间隙在冲裁过程中,材料受到弯矩的作用,工件产生穹弯,而不平整。
由于冲裁变形的特点,在冲裁断面上具有明显的4个特征区(图2—3),即“a一塌角、b一光亮带、c一断裂带和d一毛刺。
冲裁件的4个特征区在整个断面上所占比例的大小并非一成不变,而是随着材料的力学性能.冲裁问隙、刃口状态等条件的不同而变化的。
冲裁问隙的大小对冲裁件质量、模具寿命、计中的一个重要的工艺参数。
冲裁间隙系指冲裁模的凸模与凹模刃口之间的间隙,单面间隙用c表示.双面间隙隙用z表示(图2—7)。
图2-7 冲裁间隙示意图一、间隙的影响1.对冲裁质量的影响冲裁什的质量主要是指断面质量、尺寸精度和弯曲度。
(1)对断面质量的影响冲裁断面应平直、光洁、圆角小;光亮带应^有一定的比例,毛刺较小,冲裁件表面应尽可能平整,尺寸应在图样规定的公差范围之内。
影响冲裁件质量的因素有:凸、凹模间隙值大小及其分布的均匀性,模具刃口锋利状态,模具结构与制造精度、材料性能等。
其中。
间隙值大小与分布的均匀程度是主要因素。
冲裁时,间隙合适,可使上下裂纹与最大切应力方向重合,此时产生的冲裁断面比较平直、光洁、毛刺较小,制件的断面质量较好(图2—8b)。
间隙过小或过大将导致上、下裂纹不重合。
间隙过小时,上、下裂纹中间部分被第二次剪切,在断面上产生撕裂面,坪形成第二个光亮带(图2—8a),在端面出现挤长毛刺。
间隙过大.板料所受弯曲与拉伸均变大,断面容易撕裂,使光亮带所占比例减小.产生较大塌角,粗糙的断裂带斜度增大,毛刺大而厚,难于除去.使冲裁断面质量下降(图2 8c)。
图2-8间隙对工件断面质量的影响a) 间隙过小b) 间隙合适c) 间隙过大1—断面带2—光亮带3—圆角带(2)对尺寸精度的影响冲裁件的尺寸精度是指冲裁件实际尺寸与基本尺寸的差值,差值越小,精度越高。
该差值包括两方面的偏差,一是冲裁件相对于凸模或凹模尺寸之偏差,二是模具本身的制造偏差。
冲裁件对于凸模或凹模尺寸的偏差。
冲裁间隙
1、对于金属材料,我们取5%-10%,非金属材料取2%-4%
2、普通冲裁:取板材厚的5~10%
3、跟要求的质量有关,高质量有时为0,一般取0.05t,我喜欢取小值,复杂模具可稍大
4、如果是比较厚的还是大点的好,如3-5毫米的我们取15%-20%
5、一般0.2mm的铜皮放0.01mm
6、T*0.07
7、我们都是10%~12%
8、根据断面要求,按片厚不同,5~20%双面间隙不等
9、2毫米以内,一般取5--10%,根据材料抗剪性取大小值,2毫米以外,间隙则要随料厚增加而加大取值,另外,和工艺要求,孔型都有关系,当要求光洁冲裁时,可以取极小的间隙
10、T<0.3时,取3-5%T为佳
11、一般根据材料厚度取料厚的5%~10%,我们公司一般在线切割时进行补偿,不用在凸凹模标注公差。
12、我们选用7%~10%,单面冲裁(剪切)或立切系数减半,最小间隙视加工能力和设备、模具导向精度,我们是0.07。
对中、厚板料和硬料取上限间隙。
13、(4%-8%)*T
14、当然我们应当注意材料的硬度及零件的冲裁毛刺要求
15、材料厚度小用0.05~0.07XT ;中用0.07~0.09XT;大用0.09~0.12XT
16、一般铜材取4%---5%的料厚
17、我以前是做集成电路切筋模的,
材料:铜厚度:0.126 单边间隙:0.035
18、日本JIS标准规定的冲裁间隙值
表1材質別抜きクリアランス(板厚に対する%)
材質精密抜き一般抜き
軟鋼2~5 6~10
硬鋼4~8 9~15
けい素鋼4~ 6 7~12
ステンレス鋼3~6 7~12
銅1~3 4~7
黄銅1~4 5~10
りん青銅2~5 6~10
洋白2~5 6~10
アルミニュウム(軟)1~3 4~8
アルミニュウム(硬)2~5 6~10
バーマロイ2~4 5~8
19、和材质料厚都有关,我们用得多的为5%%`%%7,2.0以上的料,间隙会大一些,一般取%%10,对AL材和马口铁会小一些,大约%%2-%%4之间。
20、我们如果线割时才用快走丝割就取料厚的5%~10%,
如果线割时才用慢走丝割就取料厚的2.5%。
21、材料都是0.035-0.05厚度,所以呢通常取材料厚度的2%
22、是根据材料类型,二是根据零件精度及断面要求。