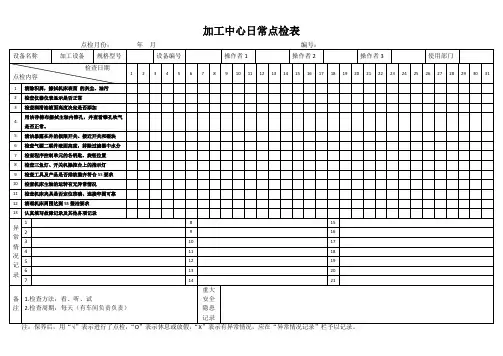
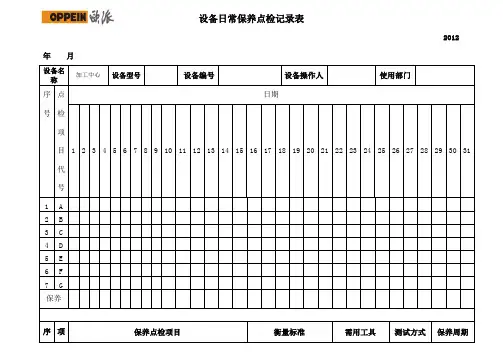
加工中心设备日点检表
- 格式:xlsx
- 大小:37.62 KB
- 文档页数:1
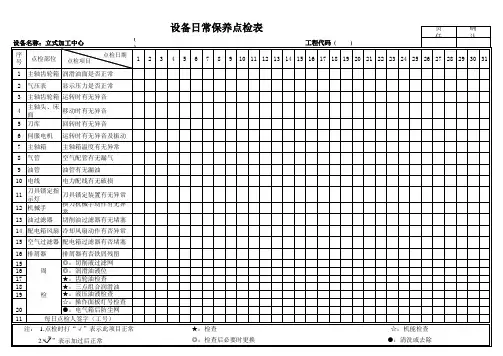

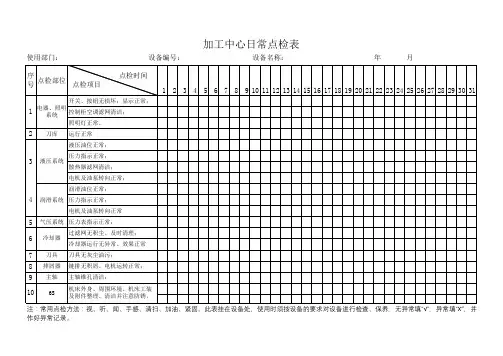
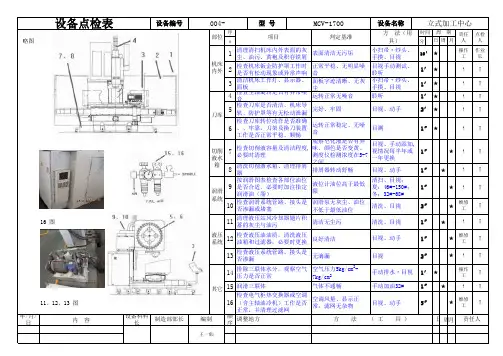
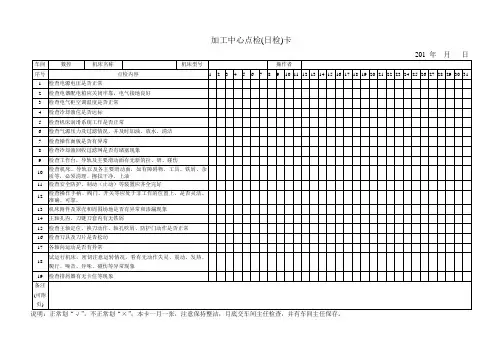
顺序No(分)周月1表面清洁无污垢作业长2正常平稳、无明显噪音↑3面板字迹清晰、无灰尘↑4运转正常无噪音↑5完好、牢固↑6运转正常稳定、无噪音↑7观察皂化液是否有异味、颜色是否变黄、测度仪检测浓度在5-7之间★↑8排屑器转动舒畅★↑9液位计油位高于最低限★↑10润滑泵无灰尘、油位不低于最低油位★↑16 图11清洁无尘污★↑12良好清洁★↑13无滴漏★↑14空气压力5kg/cm 2-7kg/cm 2↑15气体不通畅★↑11、12、13 图16空调风量、显示正常;滤网无杂物★↑内 容设备科科长顺序周月 5″略图检查刀库转位动作是否准确、、牢靠。
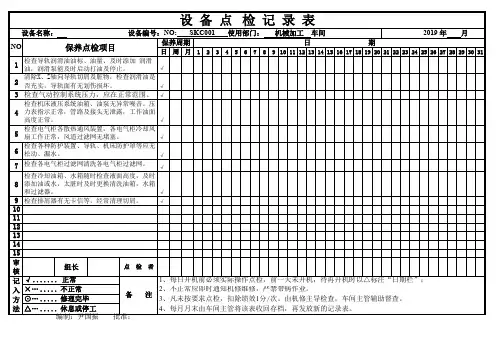
刀架及换刀装置工作是否正常平稳、顺畅检查刀库是否清洁、机床导轨、防护罩等有无松动泄漏目视、动手刀库手动加油32#1″↑↑检查切削液容量及清洁程度,必要时清理目视、手动添加,视情况每半年或一年更换维修工其它↑MCV-1700★日↑责任人操作工↑↑责任人日周 期点检人型 号1′10′1′时间小扫帚・纱头、手摸、目视↑↑★1″★★★★2′制造部部长设备点检表设备编号年/月/日项目判定基准方 法 ( 工 具 ) 调整地方1″检查机床钣金防护罩工作时是否有松动现象或异常声响检查主轴旋转是否有异常噪音1′润滑三联体2″004-聆听王一仙编制部位★清理清扫机床内外表面的灰尘、油污、黄袍及积存铁屑设备名称立式加工中心 方 法(用具)↑操作工目测清洁机床工作灯、显示器、面板机床内外小扫帚・纱头、手摸、目视目视手动测试、聆听检查电气柜热交换器或空调(含主轴油冷机)工作是否正常,并清理过滤网目视、动手排除三联体水分,观察空气压力是否正常手动排水・目视1′清洗切削液水箱、清理排屑器按润滑图表检查各部位油位是否合适,必要时加注指定润滑油(脂)检查润滑系统管路、接头是否渗漏或堵塞清理液压站风冷却器翅片积蓄的灰尘与油污目视1″1″切削液水箱润滑系统检查液压油油质,清洗液压油箱和过滤器,必要时更换目视、动手清扫、目视;夏:46#-150#;冬:32#-68#清洗、目视液压系统检查液压系统管路、接头是否渗漏↑清洗、目视2″维修工1″↑目视、动手1″维修工231。
机床日常点检表1. 点检项目以下是机床的日常点检项目:1. 清洁状况:检查机床外表面是否清洁,是否有杂物积聚以及清洗工具是否齐备。
2. 润滑油液位:检查机床润滑油液位是否充足,并及时添加或更换润滑油。
3. 冷却水系统:检查冷却水系统的水位和水质,确保冷却系统正常运行。
4. 机床部件:检查机床各个部件的固定是否牢固,是否有明显的损坏或磨损。
5. 电气系统:检查机床电气系统的接线是否正常,是否有松动或短路的情况。
6. 紧固件:检查机床各个紧固件是否松动,包括螺丝、螺母等。
7. 加热系统:检查加热系统的工作状态是否正常,是否有异常现象。
8. 控制系统:检查机床的控制系统是否正常运行,如按钮、开关、显示屏等。
9. 安全设备:检查机床的安全设备是否完好,如紧急停机开关、防护罩等。
2. 点检方法执行机床日常点检时,请按照以下方法进行操作:1. 逐一检查每个点检项目,并根据需要进行操作和维护。
2. 对于润滑油液位、冷却水系统等液体项目,使用相应的标尺或液位计进行测量。
3. 对于机床部件的检查,可以使用手触摸或视觉检查,注意观察是否有异响或松动的现象。
4. 对于电气系统和加热系统的检查,可以使用电压表、温度计等仪器进行测量。
5. 对于控制系统的检查,可以按照机床操作手册进行操作,检查各项功能是否正常。
6. 对于紧固件的检查,可以使用扳手等工具进行检紧。
7. 对于安全设备的检查,可以按下紧急停机开关,观察机床是否能够迅速停机。
3. 点检记录在进行机床日常点检时,请务必记录以下信息:1. 点检日期:记录进行点检的日期。
2. 点检人员:记录进行点检的人员姓名或编号。
3. 点检项目:记录进行点检的项目名称。
4. 点检结果:记录每个点检项目的检查结果,包括正常、异常或需要维修等。
5. 备注:记录点检过程中的任何特殊情况或需要注意的事项。
4. 注意事项在进行机床日常点检时,请注意以下事项:1. 点检前,请确保机床已经停机,并断开电源。
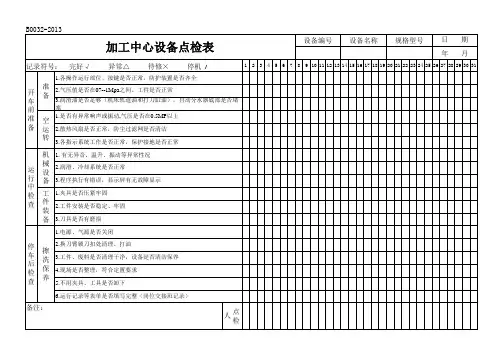
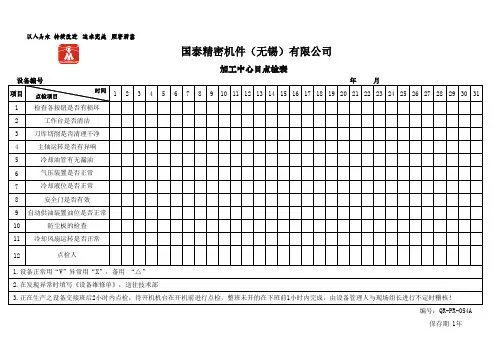
有限公司设备点检运行交接记录表
使用部门:模具车间班次:年月
设备编号名称加工中心型号
序号内容 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 开机检查设备各处有无异响
2 按机床润滑要求加油
3 检查导轨是否正常。
4 电机无异响,运转有力
5 主电机皮带松紧合适不偏磨
6 即时注油并达到油标处
7 X轴Y轴正常工作
8 快进系统工作正常灵活可靠
9 变速系统变速正常,工作可靠
10 电气控制系统线路板清洁,按钮旋钮灵敏可靠
11 看各处螺丝有无松动
实际运行时间(小时)合计:
故障停机时间(小时)合计:
操
作
者
故障问题记录第一周第二周第三周第四周
原因分析记维修记录
维修人员:维修人员:维修人员:维修人员:
说明:
1.此表由设备部部逐月下达到设备操作者,操作者点检并记录。
2.记录符号:正常“√”异常“×”待修“△”。
3.操作者要如实填写故障问题及停机、开动时间,维修人员填写故障原因分析记维修记录。
4.记录时字体要工整,禁止随意填写并注明每个周的具体日期。
加工中心日常点检表
加工中心日常点检表
日期:____________
设备名称:_____________
序号 | 检查项目 | 检查内容 | 检查结果 | 备注
---|---|---|---|---
1 | 连接件 | 检查所有的紧固件是否松脱 | |
2 | 润滑系统 | 检查油位是否充足,油管是否有老化、损坏 | |
3 | 电气系统 | 检查电源线、接线是否有老化、损坏 | |
4 | 机床本体 | 检查机床表面是否有明显损伤、变形 | |
5 | 刀库系统 | 检查刀具插座,夹持力是否正常 | |
6 | 四轴系统 | 检查四轴传动带、联轴器是否有老化、损坏 | |
7 | 主轴系统 | 检查主轴是否正常工作,垂直度是否合格 | |
8 | 热交换器 | 检查热交换器是否有腐蚀、冷却液泄漏 | |
9 | 手动操作 | 检查手动操作的灵活性,加工精度是否正常 | |
10 | 自动操作 | 检查自动操作的流程是否正常,加工效果是否理想 | |
备注:
1. 若检查结果为异常,请记录具体异常情况并进行处理;
2. 日常点检表须每周核对一次,并做好记录;
3. 若设备长期未使用,请在重新使用前检查;
4. 点检表应存档备份,以备查阅。
CNC加工中心点检表
部門:設備名稱:設備編號:
檢查內容日期:年月
檢查
周期
檢查項目指引 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 10 21 22 23 24 25 26 27 28 29 30 31
每天檢查機器各部位是否清潔
檢查開關按鈕是否靈活,鎖緊螺絲是否松脫
檢查操作程序是否正確,參數設置是否准確
檢查刀具是否磨損,刀具是否鎖緊,主軸轉子端螺紋及彈簧套是否完好檢查各軸運行是否靈活,主軸、電機運行是否正常,有無異常噪音及溫升檢查切削液液位是否正常,管路是否堵塞,液箱是否清潔,泵是否正常工作
檢查氣壓是否正常,氣管有無漏氣,空氣過濾器是否排水
檢查冷凝器顯示面板是否正常,散熱口是否正常排風
檢查電箱散熱風扇是否正常
記錄人:檢查方法:看、
試、聽
記錄符號:
正常異常已修好重大問題處理意
見:
V X △。